酶-热浸提法 提高野樱莓出汁率的工艺优化
2019-03-28,,*,,,,,
,,*,,,, ,
(1.天津科技大学食品工程与生物技术学院,教育部食品营养与安全重点实验室,天津 300457; 2.天津食品安全低碳制造协同创新中心,天津 300457; 3.天津科技大学新农村发展研究院,天津 300457)
野樱莓(AroniamelanocarpaElliot),又名不老莓,黑果腺肋花楸,蔷薇科腺肋花楸属、多年生落叶灌木,原产于北美东北部,多分布在波罗的海沿岸至太平洋沿岸[1]。我国于20世纪90年代开始引种,并定植于辽宁省西北部半干旱地区,发展至今已拥有较丰富的种植资源[2]。果实属浆果,果皮紫黑色且果肉呈暗红色,富含黄酮、花青素和多酚等物质[3]。野樱莓果实味道酸涩,口感不佳,但众多研究证实其果汁具有的抗氧化活性在常见水果中是最高的[4-8],此外还具有抗肿瘤[9]、抗炎[10]、防止尿路感染[11]、降血糖[12]、护肝[13]、治疗肥胖症[14]等功效。
黑果腺肋花楸果实有很强的保健功效,但由于其本身口感不佳,大众难以接受,因此果实的深加工就显得尤为重要[15]。国外对于野樱莓果实的研究趋于成熟,市面上的野樱莓产品有果汁、果粉、果酒、果酱等,同时制成天然食品色素加入到保健产品中,深受大众喜爱[16]。此外国外已有的保健型果汁饮料、保健胶囊、片剂等产品在我国尚未被生产销售,目前没有相应的深加工产品,如保健功能食品、药用功能食品等[17-18]。因此野樱莓果汁加工方面很有市场前景,在国内具有很大的发展潜力[19]。果汁加工过程中其果汁出汁率尤为重要,已有资料提到野樱莓果汁出汁率基本为70%[20],但营养物质损失较多,大大增加了生产成本。
本文以野樱莓冻果为原料,采用酶解和热浸提相结合的方法,优化野樱莓汁的制备工艺,提高出汁率。利用正交设计及响应面分析法对制备工艺进行优化,为野樱莓果汁及相关饮料的开发提供参考。
1 材料与方法
1.1 材料与仪器
野樱莓冻果 北京德益堂生物科技有限公司;果胶酶(105U/g) 山东欣鼎生物科技有限公司。
EX125DZH电子天平 奥豪斯仪器(常州)有限公司;TDZ5-WS低速离心机 长沙湘仪离心机仪器有限公司;DF205电热鼓风干燥箱 北京医疗仪器二厂;XMTD-204数显恒温水浴锅 天津欧诺仪器仪表有限公司;PAL-1手持式糖度计 广州市爱宕科学仪器有限公司。
1.2 实验方法
1.2.1 野樱莓汁制备

冷冻野樱莓在4 ℃解冻,弃去破损、腐烂的果实,用自来水清洗,常温晾干。称取100 g野樱莓果,用捣碎机捣碎成浆后加入0.2%柠檬酸与0.04% VC护色,同时加入一定的酶,在一定的温度下,酶解一定的时间。酶解处理过程中用保鲜膜密封反应容器,防止水分蒸发;酶解后迅速用冷水降到室温,300目尼龙布过滤,4000 r/min离心15 min,收集上清液。将滤渣及离心后的沉淀以不同的水料比,利用水浴锅设置一定的温度及时间做浸提处理,用300目尼龙布过滤,除掉粗纤维及果渣,取浸提液并与离心后的果汁混合[21]。
1.2.2 出汁率的测定 先用手持糖度计测定可溶性固形物(soluble solid,SS)含量。根据可溶性固形物含量计算可得出汁率,公式如下:
式(1)
式中:M为野樱莓果汁的质量,g;B为野樱莓果汁的可溶性固形物的含量,%;14.9为野樱莓原果可溶性固形物含量,%;M0为野樱莓果实的质量,g。
1.2.3 酶解单因素实验
1.2.3.1 酶解温度对野樱莓出汁率的影响 取适量野樱莓果实,在酶用量0.15%,酶解时间1.5 h条件下,以不同酶解温度(40、45、50、55、60 ℃)进行酶解处理,计算出汁率。
1.2.3.2 酶用量对野樱莓出汁率的影响 取适量野樱莓果实,在酶解温度45 ℃,酶解时间1.5 h条件下,以不同酶用量(0.10%、0.15%、0.20%、0.25%、0.30%)进行酶解处理,计算出汁率。
1.2.3.3 酶解时间对野樱莓出汁率的影响 取适量野樱莓果实,在酶解温度45 ℃,酶用量0.15%条件下,以不同酶解时间(1.0、1.5、2.0、2.5、3.0 h)进行酶解处理,计算出汁率。
1.2.4 酶解正交实验 在单因素实验的基础上,选取酶解温度(A)、酶添加量(B)、酶解时间(C)3个影响因素,采用L9(33)正交试验设计,以出汁率为考察指标,进行正交试验,因素与水平见表1。

表1 酶解工艺优化正交试验因素与水平Table 1 Factors and levels of orthogonal experiments for enzymolysis process optimization
1.2.5 热浸提单因素实验
1.2.5.1 水料比对野樱莓总出汁率的影响 野樱莓酶解后的滤渣及沉淀合并,在浸提温度40 ℃,浸提时间2 h条件下,以不同水料比(5∶1、10∶1、15∶1、20∶1、25∶1 mL/g)进行热浸提处理,浸提液与酶解后的滤液混合,计算出汁率。
1.2.5.2 浸提温度对野樱莓总出汁率的影响 取适量野樱莓经酶解处理,过滤离心(4000 r/min,15 min)后将滤渣及离心沉淀在水料比10∶1 mL/g,浸提时间2 h条件下,以不同浸提温度(30、40、50、60、70 ℃)进行热浸提处理,浸提液与酶解后的滤液混合,计算出汁率。
1.2.5.3 浸提时间对野樱莓总出汁率的影响 取适量野樱莓经酶解处理,过滤离心(4000 r/min,15 min)后将滤渣及离心沉淀在水料比10∶1 mL/g,浸提温度40 ℃条件下,以不同浸提时间(1、2、3、4、5 h)进行热浸提处理,浸提液与酶解后的滤液混合,计算出汁率。
1.2.6 响应面实验设计优化热浸提工艺条件 选取水料比、浸提温度和浸提时间3个因素为自变量,以总出汁率为响应值,设计3因素3水平共17个试验点的响应面试验。响应面优化因素水平设计见表2。

表2 热浸提工艺Box-Behnken 设计试验因素水平及编码Table 2 Box-Behnken design test factor levels and codes for hot extraction processes
1.3 数据处理
每个实验重复处理3次,实验数据使用Origin 9.0软件进行整理和制图;酶解工艺优化实验利用正交设计助手Ⅱv3.1进行设计和分析,同时采用Design-Expert 10软件对热浸提工艺进行响应面优化实验设计和分析。
2 结果与分析
2.1 酶解条件优化实验结果
2.1.1 酶解温度对野樱莓出汁率的影响 由图1可知,当酶解温度为40~50 ℃时,随着酶解温度的升高,出汁率也随之增加;当酶解温度达到50 ℃时,出汁率达到最大值,此时达到果胶酶的的最适温度且催化作用最大,酶解彻底;当酶解温度大于50 ℃,出汁率呈下降的趋势。这是因为温度过高会使果胶酶失活,影响酶解效率;高温会分解果汁中碳水化合物,导致可溶性固形物含量下降[22-24],从而导致出汁率下降。

图1 酶解温度对野樱莓出汁率的影响Fig.1 Effect of enzymolysis temperature on juice yield of Aronia melanocarpa
2.1.2 酶添加量对野樱莓出汁率的影响 由图2可知,在加酶量为0.20%时,出汁率达到最大值;加酶量低于0.20%时,野樱莓出汁率随着酶添加量的增加而增加;加酶量大于0.20%后,出汁率趋于稳定。果胶酶可有效的切裂并降解果肉和果胶物质链结构,从而降低果胶含量[25]增大果汁澄清度,同时降解并破坏植物细胞壁的网状结构,使细胞内容物最大限度溶出,达到提高果实的出汁率的目的。在一定条件下,只有加酶量达到最佳值时,酶解反应才能进行的较彻底[26-27],加酶量过多仅是加快酶解速度,不能提高产量。

图2 酶添加量对野樱莓出汁率的影响Fig.2 Effect of enzyme addition on juice yield of Aronia melanocarpa
2.1.3 酶解时间对野樱莓出汁率的影响 由图3可知,随着酶解时间的延长,野樱莓出汁率先升高最后趋于稳定。当酶解时间为2.0 h时,出汁率最高为75.98%。这主要是果胶酶持续作用有利于野樱莓中果胶类物质的分解,加速了野樱莓中可溶性固形物的溶解和析出,出汁率随之上升。酶解时间大于2.0 h,出汁率未发生明显变化。因此,考虑果汁口感和生产成本等因素,选择酶解时间1.5~2.5 h较为适宜。
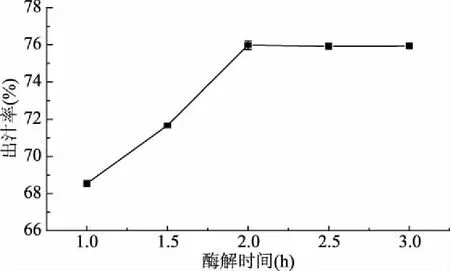
图3 酶解时间对野樱莓出汁率的影响Fig.3 Effect of enzymolysis time on juice yield of Aronia melanocarpa
2.1.4 正交实验结果 采用正交实验优化酶解工艺,实验结果与分析见表3,方差分析见表4。

表3 酶解工艺优化正交实验结果与直观分析Table 3 Orthogonal results and intuitive analysis of enzymolysis process

表4 酶解正交实验方差分析Table 4 Variance analysis of orthogonal experiments results of enzymolysis process
由表3及表4可得,影响酶解条件的各因素顺序为:A>B>C,即酶解温度>酶添加量>酶解时间,并且酶解温度对出汁率的影响达到显著水平(p<0.05)。最佳水平组合为A2B2C2,验证试验得出汁率为77.70%±0.88%,高于正交试验中最高分77.60%,因此最终确定A2B2C2为最优组合,即酶解温度50 ℃,酶添加量0.20%,酶解时间2 h。
2.2 热浸提条件优化实验结果
2.2.1 水料比对野樱莓出汁率的影响 由图4可知,随着水料比的增大,野樱莓的总出汁率逐渐升高后趋于稳定,在水料比为20∶1 时出汁率为94.51% 达到最高,而在水料比为25∶1与20∶1时并无明显差异。细胞内溶物随着水料比的增大慢慢溶出,当达到一定比值时溶出完全,则增加水料比总出汁率变化不大。

图4 水料比对野樱莓总出汁率的影响Fig.4 Effect of liquid-to-liquid ratio on the total juice yield of Aronia melanocarpa
2.2.2 浸提温度对野樱莓出汁率的影响 由图5可知,随着浸提温度的升高,野樱莓的总出汁率先升高后趋于稳定,在60 ℃时明显高于其他温度下的出汁率。通过加热处理使细胞受热胀裂,细胞壁变薄,有利于果肉内的胞液流出,有助于提高果汁的质量及出汁率。说明可溶性固形物先随温度的增加慢慢溶出,完全溶出后保持稳定,因此出汁率保持不变。
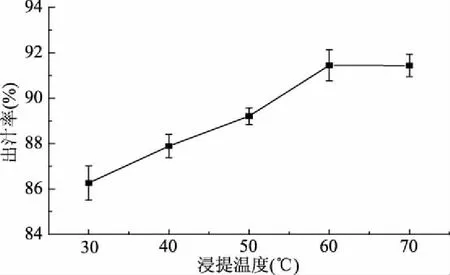
图5 浸提温度对野樱莓总出汁率的影响Fig.5 Effect of extraction temperature on the total juice yield of Aronia melanocarpa
2.2.3 浸提时间对野樱莓出汁率的影响 由图6可知,浸提时间在1~5 h内,野樱莓的总出汁率总体呈现先升高后平稳的趋势,并在4 h时达到最高,此后增加浸提时间总出汁率变化差异较小。说明可溶性固形物先随时间的增加慢慢溶出,完全溶出后保持稳定。

图6 浸提时间对野樱莓总出汁率的影响Fig.6 Effect of extraction time on the total juice yield of Aronia melanocarpa
2.2.4 响应面优化实验
2.2.4.1 响应面实验设计及结果 在单因素实验的基础上进行野樱莓果渣热浸提工艺响应面优化实验,其中12个为析因试验,5个为中心试验,热浸提响应面优化实验设计和结果见表5。

表5 响应面实验设计和结果Table 5 Design and experimental results
应用Design-Expert软件对所得实验结果进行回归分析,获得综合评分对总出汁率的二次多项回归方程式:
Y=-135.936000+5.06235A+3.55220B+30.44425C+0.020350AB+0.080750BC-0.14504A2-0.033985B2-4.03600C2
式(2)


表6 总出汁率的回归模型方差分析表Table 6 Regression model variance analysisTable for total juice yield
从响应面分析图7中可清楚的看出对野樱莓出汁率影响越大的因素,其曲线走势会相对越陡。在等高线图中,轴向等高线越密集,说明该因素对总出汁率的影响越显著[28]。从表6的分析及图7可以看出,水料比与浸提温度之间的交互作用最明显,其次是浸提温度与浸提时间的交互作用,相比较而言水料比与浸提时间交互作用较弱。

图7 响应面以及等高线图Fig.7 Response surface and contour plot
2.2.4.2 最佳条件的确定及验证实验 根据回归数学分析模型,可预测提取的最优条件参数为水料比20.80∶1,浸提温度为63.40 ℃,浸提时间4.21 h,此时总出汁率预测值为93.59%。结合现实操作的方便性,将工艺参数修正为水料比为21∶1,浸提温度为63 ℃,浸提时间为4.2 h。根据此条件进行三组平行实验,验证其理论值的可靠性,得到野樱莓总出汁率为94.07%±0.19%,与预测值相比误差为0.51%,此结果验证了响应面优化模型的可靠性。经酶-热浸提法得到的稀释果汁可溶性固形物含量在3.7%左右,原果可溶性固形物含量为14.5%,在饮料调配时,加入含量为50%以上的稀释果汁以达到原果汁含量大于10%,符合国家标准对于果汁饮料的要求。
3 结论
本文采取酶法-热浸提结合的方式提高野樱莓的出汁率,并且在酶解前对果实做破碎处理,使其酶解更为完全。通过单因素实验和正交实验优化出最佳酶解工艺为酶解温度50 ℃,酶添加量0.20%,酶解时间2 h。按照最佳酶解工艺参数制得野樱莓果汁出汁率为77.70%±0.88%。为了使野樱莓果汁进一步溶出,将酶解榨汁后的果渣进行热浸提工艺的单因素实验以及响应面优化实验,最终得出热浸提工艺的最佳参数为水料比为21∶1,浸提温度为63 ℃,浸提时间为4.2 h。根据优化后的酶解-热浸提工艺条件,制得野樱莓果汁出汁率为94.07%±0.19%。
结果说明酶解-热浸提法提取野樱莓果汁总出汁率为94.07%。相较于野樱莓单一榨汁所得出汁率57%,优化后的野樱莓果汁出汁率可提高37%,适宜在实际生产中推广应用,更充分利用原料,有效降低野樱莓果汁的生产成本,并且为野樱莓产品的研发提供参考。
