前三角窗装饰盖注射模嵌件定位机构设计
2019-03-06王致彬秦宇志
王致彬,秦宇志,周 川
长安汽车产品开发一部内外饰开发所(重庆 401120)
1 引言
前三角窗装饰盖总成作为汽车外饰零部件,其表面的不锈钢亮条极大地提升了整车品质感。目前常规的前三角窗装饰盖总成由前三角窗装饰盖和不锈钢亮条通过粘接或卡接方式实现装配。不论采用粘接还是卡接方式,二者都容易出现间隙和面差不均等问题,影响外观品质,同时在长期使用后,因粘接强度下降或卡接松动,还存在不锈钢亮条脱落的风险。新型前三角窗装饰盖通过将不锈钢亮条作为嵌件与前三角窗装饰盖一体注射成型,可提升外观品质,同时解决了装配不牢靠的问题。
目前,此类结构已应用于长安多款车型的前三角窗装饰盖及其模具,成功解决了外观品质差和装配不牢靠的问题。以下以长安某车型前三角窗装饰盖产品及模具结构为例进行分析。
2 前三角窗装饰盖产品数据结构
图1所示为新型前三角窗装饰盖一览图,包括不锈钢亮条1和前三角窗装饰盖2。不锈钢亮条四周的翻边1a均埋设于前三角窗装饰盖2内,断面示意图如图1A-A所示。
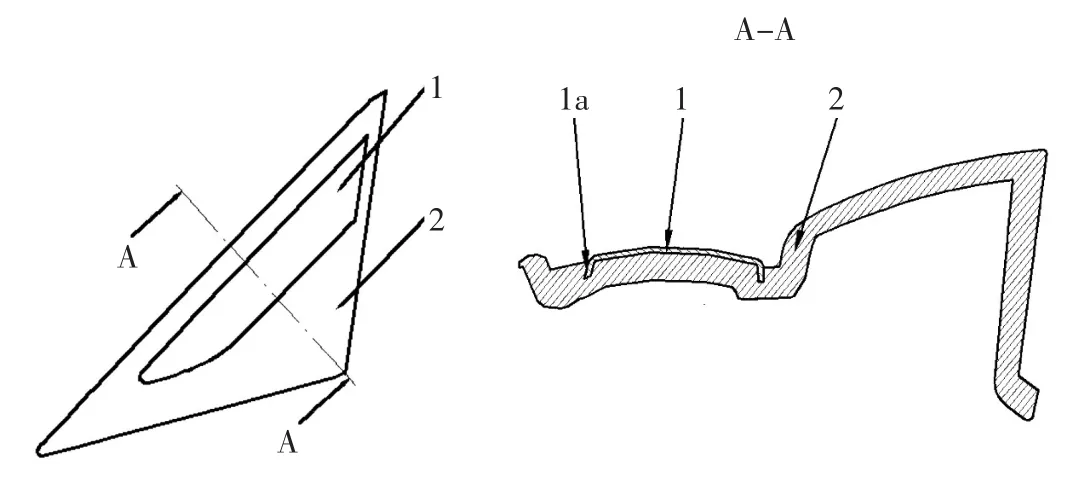
图1 新型前三角窗装饰盖示意图
3 模具嵌件定位结构
该新型前三角窗装饰盖模具采用倒装模结构,通过立式注塑机成型,其嵌件定位结构包括嵌件预定位结构和嵌件终定位结构。
3.1 嵌件预定位结构
如图2所示,嵌件预定位结构,由模具型腔的特征面3a构成。将不锈钢亮条1放入模具型腔3并与模具型腔的3个特征面3a贴合,在重力作用下,不锈钢亮条1在模具型腔3中的位置不会发生偏移,从而实现了不锈钢亮条1在模具型腔3中的精准预定位。
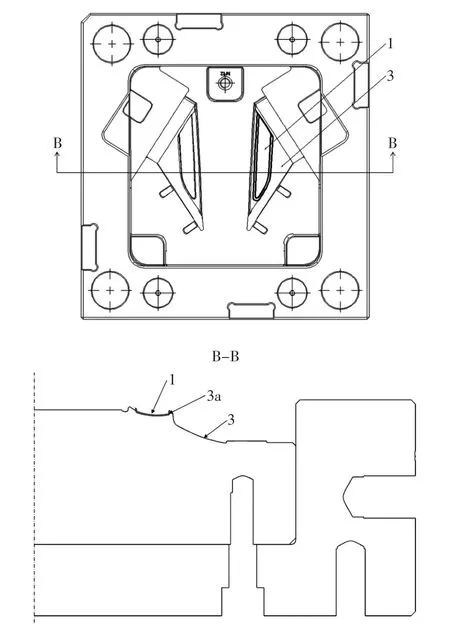
图2 不锈钢亮条放入模具型腔后的平面示意图
3.2 嵌件终定位结构
嵌件终定位结构,由模具型芯上均匀分布的定位凸台构成。在合模时,型芯定位凸台逐渐与不锈钢亮条背部贴合,合模完成后,二者已牢牢贴合在一起,从而实现了不锈钢亮条在模具中的精准终定位。模具型腔与型芯结构爆炸图如图3所示。
4 成型过程
(1)第一步:在注射前,将不锈钢亮条1放入模具型腔中,并确保不锈钢亮条1与模具型腔3的3个面贴合。在重力作用下,不锈钢亮条1在模具型腔3中的位置不会发生偏移,从而实现了不锈钢亮条在模具型腔3中的精准预定位。
(2)第二步:合模后,通过模具型芯4表面均匀分布的定位凸台4a与不锈钢亮条1的背部牢牢贴合,从而实现了不锈钢亮条1在模具中的精准终定位。
(3)第三步:在注射成型过程中,依靠模具型芯定位凸台4a的牢固定位,不锈钢亮条1在面对高温熔融塑料填充时的冲击力时也不会发生偏移。与此同时,高温熔融塑料快速填充满模具所有胶位,并包住不锈钢亮条1四周的翻边1a。在冷却阶段,不锈钢亮条1已被冷却固化的塑料牢牢包紧(即不锈钢亮条1四周的翻边1a均预埋并固定在前三角窗装饰盖2内),从而得到了新型前三角窗装饰盖。
(4)第四步:在开模后,模具顶出机构顶出,机械手取件。
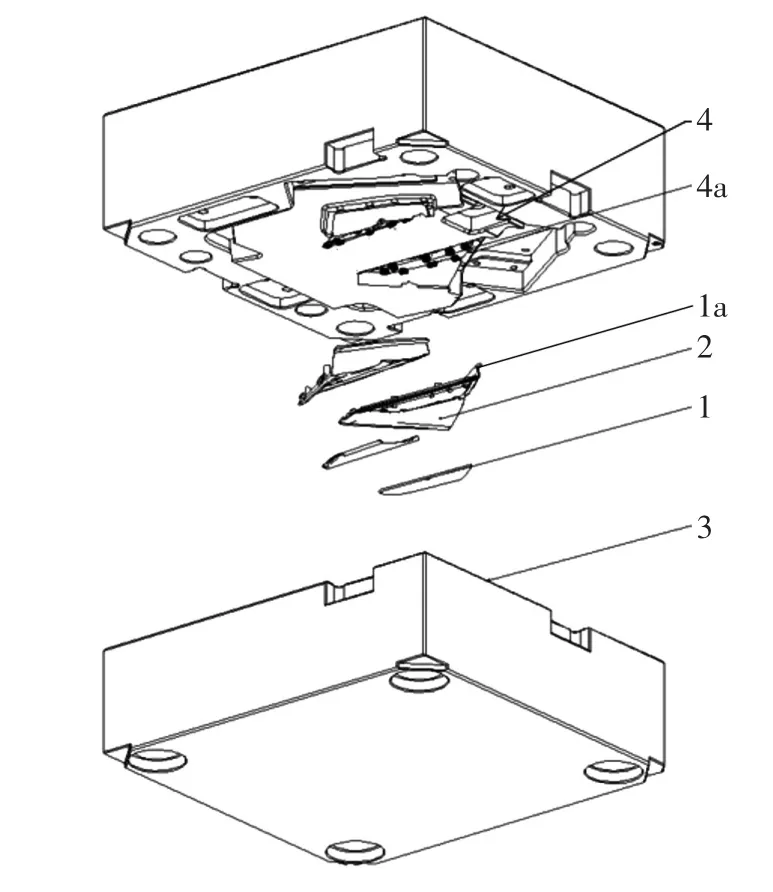
图3 模具型腔与型芯结构爆炸图
5 结论
该新型结构已经成功应用于长安多款前三角窗装饰盖及其模具,且已大量生产,相对原前三角窗装饰盖总成,提升了外观品质,同时解决了装配不牢靠的问题。本文介绍的新型结构,可以广泛应用于类似塑件和装饰亮条的装配,为类似零部件的成型和装配提供了一种新的思路。
