后背门内板斜冲正冲交叉模具结构
2019-03-06朱俊,闫涛
朱 俊,闫 涛
大乘汽车集团有限公司(江苏常州 213000)
1 引言
随着汽车消费市场竞争不断加剧,消费者不仅看重整车的性能,而且对汽车的外观造型要求越来越高。汽车细分市场SUV车型近几年一直都受消费者的青睐,溜背式设计,悬浮顶天窗,夸张的尾部设计,动感十足,凸显运动范。后背门是汽车整体造型的重要元素之一,时尚、个性、新颖的背门造型是整车一道亮丽的风景线。然而,随着后背门造型设计越来越夸张个性,导致后背门内板冲压成形工艺越来越复杂。
本文介绍了一种汽车后背门内板斜冲和正冲交叉的模具结构,对于后背门内板两侧不同部位的冲孔且孔的法向又交叉的情况,采用斜冲和正冲交叉机构,在一道工序中同时冲出所需要的孔;主要从后背门内板的零件结构分析、斜冲和正冲交叉机构的设计、交叉机构的装配及工作过程等方面对该模具结构进行了阐述,该模具结构的应用对汽车白车身类似后背门内板的模具设计具有一定的参考价值。
2 后背门内板的结构分析
汽车后背门内板以其形状特殊,模具结构复杂而著称,尤其是后背门内板左右两侧区域匹配面较多,功能安装孔或安装过孔较多且孔位各异。如图1所示,一款SUV车型的后背门内板的结构示意图,后背门内板通常要满足内外饰、电器及人工智能等功能的安装要求,而且各功能安装孔位的法向较多,是导致后背门内板生产工艺流程变长,工序内容复杂的主要原因。
以图1后背门内板为例,尾灯安装部位及其以下区域分布着6组功能各异的孔,分别是气弹簧安装过孔、上缓冲块安装过孔、尾灯安装过孔、外饰板安装过孔、限位块安装过孔、下缓冲块安装过孔,这6组孔的位置和冲孔方向完全不同。
显然,背门内板的结构是由整车造型及内外饰和电器安装功能需求而决定的,其最显著的特点就是结构复杂,工序内容较多,工序布置紧张。为了追求后背门内板特殊的结构,一些汽车厂家通常采用加长制造工艺流程,投入较大的模具开发成本;这样也使得整车制造成本上升,从而会降低汽车产品在价格上的竞争优势。
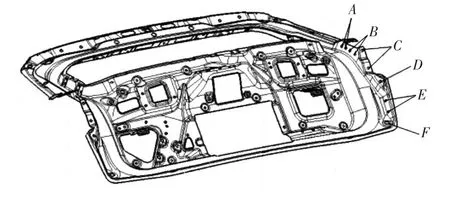
图1 后背门内板结构示意图
对于汽车白车身后背门内板零件,根据其造型的复杂程度,汽车厂家通常设计4~5道工序完成冲压成形,考虑到车身开发成本和现有生产线体的设备台数,模具副数一般不超过5副。而本文所述的后背门内板结构特殊,按照常规最多5道工序无法实现。通过对后背门内板结构进行认真研究分析,合理制定其工艺排布及工序内容,设计一种斜冲、正冲交叉机构的模具,能有效缩短工序流程,减少模具开发投入,达到降低整车开发成本,提升汽车市场竞争力的目的。
3 后背门内板模具设计
本文所述后背门内板的模具整体结构是按照常规通用的模具架构设计,结合本制件的结构特点,其特殊之处就在于,该模具结构中含有一种斜冲、正冲交叉的机构如图2所示。该模具主要由上模板、下模板、斜冲机构、正冲机构、压料板以及模具导向和支撑紧固件组成,其中斜冲机构的斜楔滑块和正冲机构的凸模安装底座安装在上模板上,如图3所示,斜冲机构的斜楔驱动器安装下模板上,斜冲机构和正冲机构组合后可实现斜冲和正冲同时进行的交叉冲孔工序。
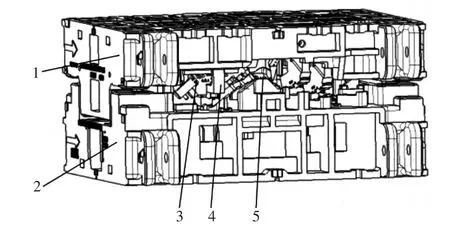
图2 斜冲、正冲交叉的模具
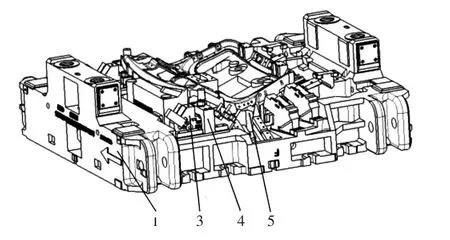
图3 斜冲、正冲交叉机构的上模
3.1 斜冲正冲交叉机构的设计
通过对后背门内板的结构分析,其左右两侧区域,有5组孔必须在一序中同时完成,否则需要增加一副模具,造成车身开发成本增加。这5组孔分别是弹簧安装过孔、缓冲块安装过孔、尾灯安装过孔、外饰板安装过孔、缓冲块安装过孔,其中弹簧安装过孔、缓冲块安装过孔需在本道工序中采用倒勾斜楔机构冲孔;尾灯安装过孔和外饰板安装过孔需在本道工序中需采用斜楔机构冲孔;而下缓冲块安装过孔需要正冲孔,同时该孔的正冲机构与尾灯安装过孔、外饰板安装过孔的斜楔冲孔机构干涉。解决该问题的关键,就是设计一副斜冲、正冲交叉的机构,在一副模具中同时完成斜冲和正冲工序内容。
通过上述模具零件结构和工序内容分析,该斜冲、正冲交叉机构的斜冲部分由斜楔安全螺钉、斜楔滑块耐磨板、斜楔复位氮气弹簧、斜楔滑块、斜冲凸模组件、斜冲退料聚氨酯组件、自润滑耐磨板、斜楔驱动器、斜楔强制复位钩、斜楔滑块压板、斜楔滑块侧面耐磨板、斜楔滑块V型导板等零部件组成。
该交叉机构的正冲部分主要由正冲退料聚氨酯组件、正冲凸模组件、正冲凸模固定座安装龙门架等零部件组成。该交叉机构设计的重点就是正冲凸模固定座安装龙门架跨过斜楔滑块安装在上模板上,斜楔滑块与正冲凸模固定座安装龙门架之间设计有自润滑耐磨板,自润滑耐磨板固定在斜楔滑块上,如图4所示。
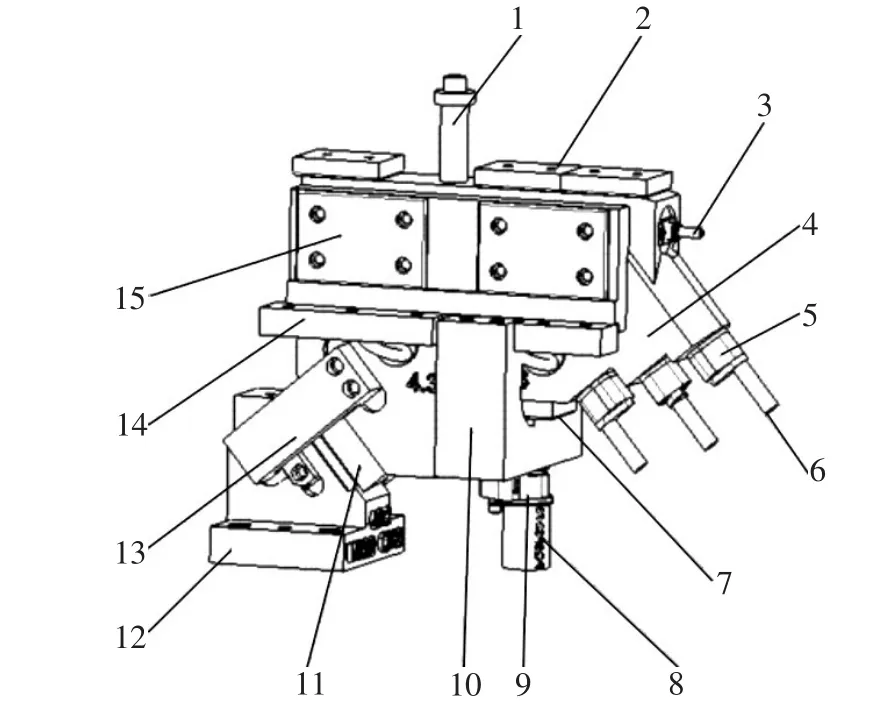
图4 斜冲、正冲交叉机构
3.2 斜冲、正冲交叉机构的装配
后背门内板模具中斜冲和正冲交叉机构的装配过程分为两部分:①首先是斜楔机构部分的组装,将斜楔滑块耐磨板和斜楔滑块侧面耐磨板安装在斜楔滑块上并用螺钉紧固,将斜楔复位氮气弹簧安装在斜楔滑块上并用螺钉紧固,将斜冲凸模组件(包含凸模、凸模固定座、定位销)安装在斜楔滑块上并用螺钉紧固,将斜冲退料聚氨酯组件(包含聚氨酯和固定卡片)装在斜冲凸模组件上并用螺钉紧固,将自润滑耐磨板安装在斜楔滑块上并用螺钉紧固,将斜楔强制复位钩安装在斜楔滑块上并用螺钉紧固;将上述组装完成的斜冲机构放置于上模板的相应位置,将斜楔滑块压板放置在斜楔滑块上,并用螺钉将斜楔滑块和上模板锁紧;将斜楔安全螺钉从上模板穿过锁紧在斜楔滑块上,完成斜冲机构的组装;②其次是正冲机构的组装,将正冲凸模组件(包含凸模、凸模固定座、定位销)安装在正冲凸模固定座安装龙门架上并用螺钉紧固,将正冲退料聚氨酯组件(包含聚氨酯和固定卡片)安装在正冲凸模组件上并用螺钉紧固,将上述组装完成的正冲机构跨过斜楔滑块安装在上模板上,采用销钉定位并用螺钉紧固,完成斜冲和正冲交叉机构的装配,如图5所示。

图5 斜冲正冲交叉机构安装示意图
3.3 斜冲、正冲交叉机构的工作过程
含有斜冲、正冲交叉机构的模具工作过程,机床滑块带动上模板下行,上模板带动带动斜冲机构和正冲机构下行,随着上模板的继续下行,斜冲机构的斜楔滑块V型导板首先与安装在下模板的斜楔驱动器接触,在滑块下行压力的作用下,斜楔驱动器开始驱动斜楔滑块沿既定轨迹运动;当斜楔滑块带动斜冲凸模组件及斜冲退料聚氨酯组件开始接触板料时,正冲机构的退料聚氨酯组件、正冲凸模组件也同时开始接触板料,在滑块下行压力的作用下同时完成斜冲孔和正冲孔工作。
机床滑块带动上模板回程时,在斜冲退料聚氨酯组件和正冲机构的退料聚氨酯组件的作用下,斜冲凸模组件和正冲凸模组件先脱离板料,防止冲孔板料带变形;随着机床滑块继续上行,斜楔滑块在斜楔复位氮气弹簧的作用下完成复位;当机床滑块到达上死点停止后,取出制件,完成一次冲压行程。
4 结束语
本文从后背门内板制件的结构、斜冲、正冲交叉机构的设计方案、装配方式及工作原理等方面,阐述了一种后背门内板斜冲、正冲交叉的模具结构。上述特殊机构的设计应用,能有效解决后背门内板特殊结构在冲压加工过程中面临的实际难题。
上述模具结构中特有的斜冲、正冲交叉机构,具有结构简单,实用稳定,日常维护保养方便等优点。该斜冲、正冲交叉机构结构在生产实际中的应用,为其他车型类似后背门内板模具结构的设计,提供了一种参考方案。
