冲压件测量方法重要性分析
2019-03-05杨俊雄
杨俊雄
摘要:随着城市化进程的不断加快以及社会经济的发展,我国道路交通需求量逐渐提升。为适应竞争日益激烈的轨道车辆市场,长客股份公司本着“自主创新、深度掌控、正向设计、根在长客”的十六字方针,设计出满足各种市场需求,同时符合各城市特点的轨道车辆产品,并不断提升车辆制造质量。其中冲压件的质量直接影响车体焊接结构质量,对行车安全具有重大影响。本文分析了各种检测方法对冲压件测量结果的影响,举例说明各种成型件的合理检测方法,对工艺工程师今后制定检测方法提供借鉴意义。
关键词:冲压件;检测方法;成型件
在轨道车辆制造过程中,第一道工序就是冲压件的生产,因此冲压件的质量直接影响到后续车体结构的质量甚至整车装配質量。冲压件的生产中,尺寸是否符合图纸公差,是判断料件是否合格的唯一标准。常用的测量工具有:卷尺、游标卡尺、塞尺、样板、检测模具。对于一些平冲压件,可直接卷尺或游标卡尺测量;但是对于一些成型冲压件,如:拉弯成型件,模具压型件等,往往有很多种检测方法,不同的测量方法往往产生不同的测量结果。
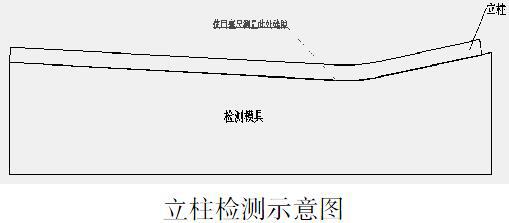
以不锈钢车体的侧墙立柱为例:一般的侧墙立柱为拉弯成型件,成型后弧形公差通常为≤1mm。测量方法为使用塞尺检测料件与检测模具间的缝隙。
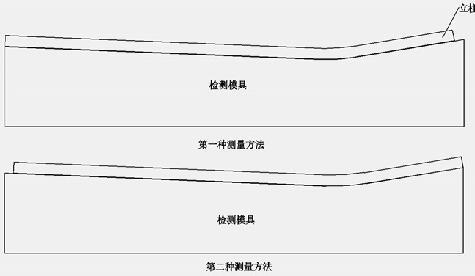
下面对不同的测量方法进行分析,如下图示意的两种方法:
两种测量方法一种采用左侧定位,一种采用右侧定位,理论上应该一致。经过分析,实际料件生产中长度方向执行±1mm的公差,即料件最长与最短相差为2mm。经过仿真模拟计算,2mm的长度差别加上定位方式的不同对弧形的影响约为0.4mm。采用第一种测量方法检验合格的料件,采用第二种方法测量可能不合格。此时就需要工艺师根据料件焊接方法来制定测量方法,避免影响焊接质量。
下面举例说明如何根据焊接方法来制定测量方法:
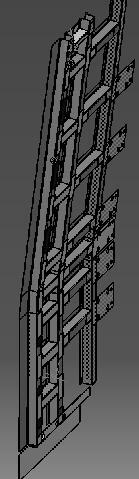
左图为分块侧墙钢结构,焊接时立柱下方与侧墙下边梁对齐,故上文所述的第二种测量方法与焊接方法一直,采用第二种测量方法生产的侧墙立柱,有助于侧墙钢结构的质量提升。
端墙钢结构图(局部)
根据端墙钢结构制定“端顶弯梁”检测方法具体分析如下:
首先分析“端顶弯梁”的焊接方法,如下图所示
A面组焊端墙时与端墙板进行点焊,B面在总组成时与车顶钢结构组焊,因此A面与B面的垂直度是此料件的重要尺寸,同时重要的还有A面的整体平面度。因此我们测量A、B面之间垂直度时要考虑到A面平面度对垂直度的影响。直接使用直角尺测量的方法是不完善的,在料件局部可能由于A面平度的影响导致垂直度超差,因此正确的测量方法应为:将料件整体放置于平台上,利用塞尺检测A面与平台的间隙,利用直角尺已平台为基准,卡住B面,然后用塞尺检测直角尺与B面的间隙,具体如下图所示:
使用此种方法测量出的结果,与焊接时的使用情况一致,完全体现出焊接时的实际情况,有助于提升钢结构焊接质量。
综上所述,测量方法往往直接影响到测量的结果,测量方法的合理性有助于提升产品质量,作为冲压工艺师,在制定冲压件工艺标准的同时,要根据料件的使用情况制定测量方法。
(作者单位:中车长春轨道客车股份有限公司)
