白车身加工过程中车型与派生防错探讨
2019-03-05徐文康张展鸿解维炳
徐文康,张展鸿,解维炳
白车身加工过程中车型与派生防错探讨
徐文康*,张展鸿,解维炳
(广州汽车集团乘用车有限公司技术中心,广东 广州 511434)
白车身车型与派生数量日益增多的背景下[1],完全依靠作业人员进行识别很难保证白车身能够正确的加工。为消除出错带来的成本浪费,确保产品车按期交付,同时减轻作业人员的心理压力,专注于品质加工,探讨了白车身加工过程中车型与派生防错这一课题[2],提出了防错的三个手段,分别是机械手段,气路手段和电气手段[3],还详细介绍了如何有选择性的运用机械、气路或电气等手段,以及如何依靠车型与派生信息准确传递,最终实现车型与派生防错的目的。
白车身;焊装;车型;派生;防错
引言
汽车厂商为满足用户的个性化需求,一方面不断推出新的车型,另一方面各车型的配置也不断在丰富,导致焊装车间加工的车型及派生种类都在增加。假设焊装生产线需要生产5种车型,按照每种车型2种派生,那么至少就有10种白车身。由于共线生产的车型多,派生也多,若完全依靠人工对车型与派生进行识别,则很难保证正确的加工。因此,工装设备需要具备车型与派生防错的功能。
车型与派生防错是在新车型工艺规划阶段进行考虑,各线体,各工位进行统筹布置,并将各工位的防错对策写入夹具式样书,用以指导夹具设计,使得夹具被制造出来就已经具备车型与派生防错的功能。[4]
1 车型与派生防错的意义
车型与派生不断增多,若没有防错措施,完全依靠人工识别,一方面作业人员因为担心出错,导致工作压力增加;另一方面为了识别车型与派生,导致思维活动增加。精神上的紧张,往往加剧了作业的疲惫感[5],导致更加容易发生出错,并且人的精力有限,过多的精力放在车型与派生识别上面,导致品质控制能力减弱。一旦车型或者派生出错,则后续的加工如同多米诺骨牌效应也会是全错,最终加工出不良品或废品,导致生产线停线,成本受损,产品车无法按期交付。
通过在工装设备上增加防错装置来实现防错,一定程度上减轻了作业人员精神上的劳动强度,从而有更多的精力专注于品质,这对品质的保证大有帮助。防错可以防止车型与派生的出错,保证车型与派生能够被正确的加工,消除不必要的停线,避免成本的增加,告别产品车无法按期交付的窘境。[6]
2 车型与派生防错的手段
防错好比一道关卡,零件特征点好比一张通行证,当投入正确的车型与派生的情况下,零件特征点吻合,这个关卡可以放行,反之,就会阻止零件进一步加工。防错的内在机理在于“阻止”,这种“阻止”是对错误最好的提醒,数字化工厂还能够伴随错误信息的提供,然后才是人为对这些错误进行处理。这种问题处理方式,跟“止呼待”[7]的思想有着异曲同工之妙,是目前最为有效的方法。“阻止”是基于对工件的保护和对工装设备的保护的前提下进行的,不能够以破坏为代价,否则是违背初衷的。阻止的方式分为机械手段、气路手段、电气手段。

图1 机械手段
机械手段主要针对手工夹具,这是由不同车型专用件RPS点的差异性,或者专用件特定的搭配关系决定的,这些特性能够防止其他车型的零件进行混装,一旦选用了其他车型的零件,由于出现干涉而无法正常装配,作业人员通过反思发现操作失误,并立即进行纠正。如图1所示,零件1与零件2的定位孔孔距不一致,所对应的定位销的距离也不一致,使这两种零件无法混装,从而实现防错。
气路手段主要针对手工夹具,手工夹具普遍采用气路控制夹紧,通过在零件差异点位置增加行程开关,并将行程开关状态作为气路动作的逻辑条件,一旦选用了其他车型的零件,行程开关状态属于异常条件,从而导致气路无法进行下一步动作,作业人员通过反思发现操作失误,并立即进行纠正。如图2所示,当加工派生1,派生切换开关打到派生1状态,行程开关被触碰的情况下,气路接通,只能安装派生1才能正常夹紧;当加工派生2,派生切换开关打到派生2状态,行程开关被触碰的情况下,气路自锁,只能安装派生2才能正常夹紧。

图2 气路手段
电气手段主要针对自动线夹具,通过特定的传感器对派生零件的差异点进行检测,传感器将信号输送给PLC,PLC 程序对信号进行辨别,一旦出错则进行报警。如图3所示,当加工派生1,在派生切换界面上选择派生1,感应器检测到信号,才能触发下一步动作;当加工派生2,在派生切换界面上选择派生2,感应器检测到无信号,才能触发下一步动作。
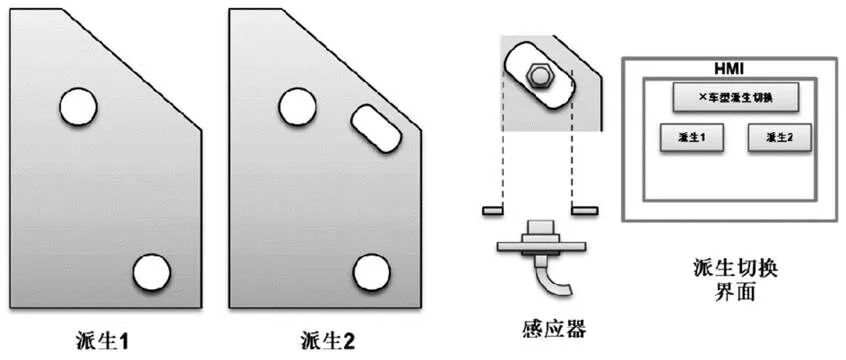
图3 电气手段
对于手工夹具,由于缺乏电气控制功能,一般情况是先考虑机械手段防错,机械手段防错是零件本身特性决定的,无需采取额外的措施,若实现不了的情况下,则一定要采取气路手段防错。对于自动夹具,由于装件过程缺乏人的主动意识,只能考虑采用电气手段防错,其余两种手段都是行不通的,否则会对工件或者工装设备造成损坏。对于手工线与自动线过渡区域,可以优先考虑机械手段防错,优点是装件过程就能够检验零件是否正确装件,若机械手段实现不了,则采用电气手段防错,缺点是当按下启动按钮后,感应器才能够感应零件的信号,从而辨别出零件是否正确装件,这时候处理起来相对麻烦一些。
3 车型防错与派生防错的思路
为了节约生产线的投入成本,焊装车间的生产线必须能够支撑多款车型的共线加工,不仅要求生产线越来越趋于柔性化,而且设备的共用程度也越来越高,而每种车型又有2种以上的派生,派生与派生之间生产设备几乎完全共用,这是生产线的特点。为了满足生产线正确加工车型与派生的要求,生产线首先应当启用或者准备该车型的生产设备,这些设备能够有选择的加工某个车型,并且具备防止其他车型进入的功能,这就是所谓的车型防错,进一步启用或准备该车型派生的生产设备,这些生产设备又能够有选择的加工这款车型的某个派生,具备阻止其他派生进入的功能,这就是所谓的派生防错。对于一款新车型,首要考虑的是如何跟其他共线车型之间的防错,其次是考虑这款新车型下面的派生之间的防错。
焊装车间的生产线是由各分线和主线组合而成。各分线比如发动机舱线,前地板线,后地板线,左、右侧围线,顶盖线,门盖线。各主线比如地板总成线,车身总成线,车身装配线。各分线先将来件加工成小总成,接着加工成大总成,大总成紧接着投入主线。主线先将发动机舱、前地板和后地板拼成地板总成,然后分别跟左、右侧围和顶盖拼成白车身总成,最后安装四门两盖,完成整个焊装车间加工流程。
3.1 车型防错的思路
焊装生产线加工过程中,车型的属性是一成不变的,车型的防错主要抓住这款车型与其他车型的差异点来制定防错方案(如图4)。首先要对这款车型的专用件和沿用件进行区分。专用件是这款车型独有的,无法沿用现有车型的零件,专用件特征点的获取必须是对比现有所有车型来获得。沿用件是这个车型至少跟其余一种车型共用的零件,沿用件特征点的获取必须要将沿用此工件的车型捆绑为一组团,从而对比其他车型来获得。
然后要对这款车型的专用工装和共用工装进行区分,专用工装是这款车型单独使用,其他车型不使用的工装,而共用工装是至少跟其余一种车型共用的工装。一般情况下,由于不同车型专用件RPS点的差异性较大,只能适合采用专用工装。对于手工线夹具,优先考虑专用件本身的属性是否具备了机械防错功能,若不具备机械防错功能,则要采取气路手段进行防错。对于自动线夹具,必须采取电气手段进行防错。当两种车型的RPS基本上可以共用的前提下,为节约工装投入成本及现场存放空间,这两种车型存在共用工装的可能性。共用工装对车型防错提出了更高的要求,必须对车型专用件进行有效的防错。一般情况下,在手工线夹具上必须增加气路手段防错,并且夹具按照车型具备两套气路控制模式,分别对应两款车型的加工,这两套气路控制模式采用开关进行切换。对于自动线夹具,必须增加电气手段进行防错,并且自动线按照车型具备两套控制程序,分别对应两款车型的加工,这两套控制程序可在HMI系统界面上进行切换。
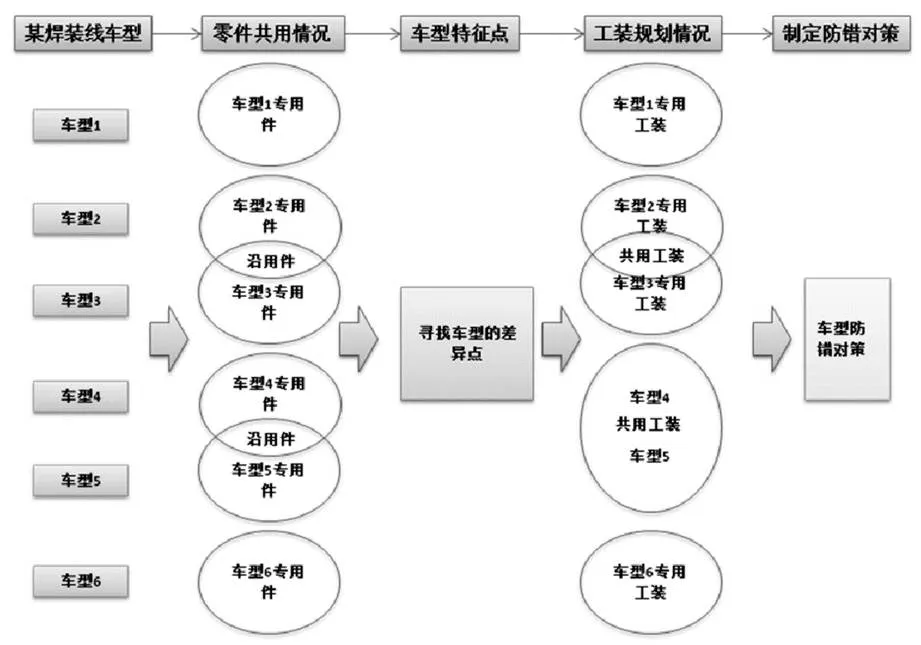
图4 某焊装线全系车型防错思路
3.2 派生防错的思路
焊装生产线加工过程中,车型的派生属性将会不断的继承下去,同时车身在后续不断加工进程中将获得继承更多的派生属性。这些派生属性的结合是有序的,这要源于车型多种配置个性化组合形式。
以某款车型为例(如图5),发动机变速器具有AT和MT两种派生,驻车系统具有电子手刹和机械手刹两种派生,天窗具有全景天窗和普通天窗两种派生,掀背门具有电动掀背门和普通掀背门两种派生。这些派生并非独立存在,而是要进行有机结合,才能生产出符合客户个性化消费的产品。最能体现这种需求的是车型的配置表,车型配置表不仅确立了车型配置的种类,还对配置进行有机结合,从而形成这款车型的多种派生,进而确立了白车身的派生系列。经过进一步归纳分析,得出这款车型有三种派生系列,分别是中配,高配和顶配。中配是MT,机械手刹,普通天窗,普通掀背门;高配是AT,电子手刹,全景天窗,普通掀背门;顶配是AT,电子手刹,全景天窗,电动掀背门。接下来对白车身派生系列采用倒推法,推导出各主线及各分线所对应的派生。最后确立每条线体,甚至是每个工位需要针对哪些派生进行防错,以及如何进行防错。
派生防错是针对车型各派生件的防错,防止派生件被混用或者被采用错误的加工工艺。各派生件之间存在一些差异,主要是针对这些差异来制定防错方案。首先要对派生件和共用件进行区分。派生件一般根据车型的配置具有两种以上,并通过比较获得各派生件的差异点。共用件则跟车型配置无关,所有白车身派生系列均无差异共用。
由于派生件之间差异较小,RPS可以完全一致,因此白车身各派生系列的加工基本上共用工装,除非特殊情况下才需要采用专用工装加工不同派生。共用工装对派生防错提出了很高的要求,必须对派生专用件进行有效的防错。一般情况下,在手工线夹具上必须增加气路手段防错,并且夹具按照派生具备两套气路控制模式,分别对应两种派生的加工,这两套气路控制模式采用开关进行切换。对于自动线夹具,必须增加电气手段进行防错,并且自动线按照派生种类具备两套控制程序,分别对应两种派生的加工,这两套控制程序可在HMI系统界面上进行切换。专用工装,对于手工线夹具,优先考虑专用件本身的属性是否具备了机械防错功能,若不具备机械防错功能,则要采取气路手段进行防错。对于自动线夹具,必须采取电气手段进行防错。
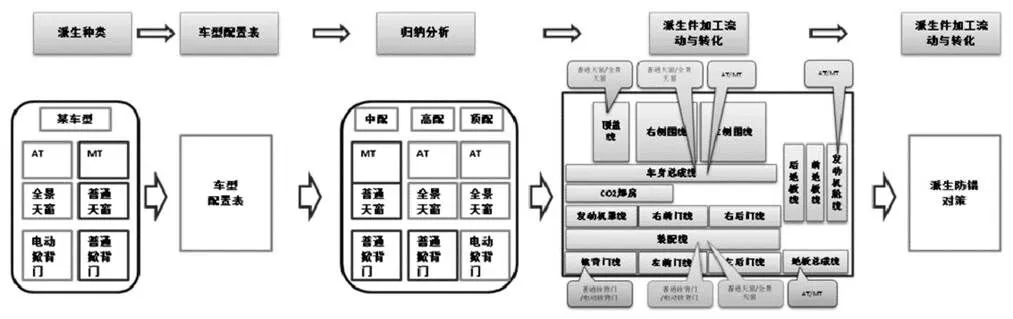
图5 某车型派生防错思路
4 车型与派生的信息传递
焊装车间生产的过程中,必须确保车型与派生的信息进行准确而有效的传递。一旦某个环节出错,那将会是灾难性的,不仅会造成零件被错误的加工,导致零件报废,还可能会造成设备损坏,造成停工或停线影响。因此,车型与派生信息的准确传递显得非常关键。
车型与派生信息传递必须是往后工序或者后工位进行传递,这种传递具有单向性的特点。这跟生产线的流动方向是息息相关的,可以说是跟生产线流动的方向一致。车型与派生信息传递必须是连贯的,一旦某个环节传递出现脱节,则信息无法续传,导致零件无法进行后续加工。车型与派生的信息传递必须是准确无误的,这是建立在车型与派生防错的基础之上。
对于手工线,如图6所示,除了上工序的人员口头上对下工序的人员进行信息传达之外,还要在零件上做上标识,使得信息目视化,后工序加工的时候也应当确保标识易于目视,以便下一工序能够目视识别,如此不断的延续下去。

图6 手工线车型与派生传递的特点
对于自动线,如图7所示,上工序的夹具在出件之前必须将车型与派生信息传递给传输装置,例如传输给往复杆或者机器人抓手这类传输装置,传输装置获取车型与派生信息后,才能够切换成某车型某派生的状态,并将该工件传输到下一工位,下一工位同样要获取传输装置提供的车型与派生信息,进而切换成某车型某派生的状态,迎接传输装置进行安全装件,紧接着又将车型与派生信息传递给机器人,机器人切换相应的程序对零件进行加工,如此不断的延续下去。

图7 自动线车型与派生传递的特点
车型与派生的信息传递,对焊装车间加工过程中起着关键作用。各工位的防错手段是一种点式的防错,而信息的传递,则将各个点串起来形成一条线,这条线正是焊装生产线。因此,整条生产线的生产必定会正确的上件,正确的加工出符合要求的白车身。
5 结束语
焊装车间车型与派生防错是一项系统工程,必须纳入到新车型工装设备规划里面统筹考虑,并作为工装夹具设计要求,在新车型调试阶段应当全面启用车型与派生防错装置。通过有选择性的运用机械、气路或电气等手段,依靠车型与派生信息准确且不断的向后工序传递,实现整条生产线加工防错的目的。在生产线实现防错的基础上,一方面消除了因出错导致成本浪费,保证了产品车的按期交货,另一方面也减轻了作业人员的心理压力,从而把主要精力放在技艺上,专注打造精品,形成良性的循环。
[1] 高波.汽车零部件派生式工艺设计方法研究与应用[D].重庆:重庆大学,2017.
[2] 徐文康.白车身焊装工艺规划问题解决思路及方法[J].汽车工艺与材料,2016,8:38-42.
[3] 王军,辇丽丽.防错技术在汽车车身焊装生产线上的应用[J].成组技术与生产现代化,2010,27(3):10-12.
[4] 韦国健,苏世栋.防错技术在汽车车身制造过程中的应用[J].企业科技与发展,2014,13:45-47.
[5] 白玉苓.工作压力,组织支持感与工作倦怠关系研究[D].北京,首都经济贸易大学,2010.
[6] 魏春波.2010中国汽车工程学会年会论文集[C].北京:机械工业出版社,2010:1005-1009.
[7] 莫纯,甄文媛.3问生产[J].汽车纵横,2013,6:38-39.
Discussion on Vehicle Type and Derivative Error Prevention in the Process of Body in White
Xu Wenkang*, Zhang Zhanhong, Xie Weibing
( Guangzhou Automobile Group Motor co., Ltd., Technology Center, Guangdong Guangzhou 511434 )
With the increasing number of body-in-white types and derivations, it is difficult to ensure that body-in-white can be correctly processed entirely relying on the identification of operators. In order to eliminate the cost waste caused by errors, ensure the punctual delivery of product vehicles, reduce the psychological pressure of operators, and focus on the quality processing, the paper discusses the issue of vehicle type and derivative error prevention during the processing of body-in-white. It proposes three means of error prevention, namely mechanical means, pneumatic means and electrical means. It also describes how to selectively use the mechanical, pneumatic or electrical means in detail, as well as how to rely on the accurate transmission of vehicle types and derivative information to realize the vehicle type and derivative error prevention ultimately.
body-in-white;welding;vehicle type;derivative;error prevention
A
1671-7988(2019)03-179-04
U466
A
1671-7988(2019)03-179-04
U466
通讯作者徐文康,技术员,工程师,就职于广州汽车集团乘用车有限公司技术中心,主要研究方向为白车身焊装工艺。
10.16638/j.cnki.1671-7988.2019.03.060
