泵类设备转子动平衡试验技术要点
2018-12-11张振杰
张振杰
(中国核电工程有限公司,北京 100840)
0 引言
由于机械加工制造过程中存在一定的误差,核电站用离心泵运转过程中可能会出现转子质量偏心等不平衡问题,对核电系统的正常运行产生不良影响。所谓转子不平衡,指的是转子运行中偏离回转轴线,主要是由于转子质量分布不均匀导致,进而可能会出现转子振动问题。泵类设备一旦发生不平衡运转问题,附加动压力影响设备支撑受力情况,进而导致转子出现变形、磨损等问题,缩短转子的使用寿命。同时,转子动平衡出现问题还会导致整个设备和周围设备出现严重振动情况,不利于设备的安全运转。核电是未来发展的一大趋势,一旦发生安全问题将产生不可预估的后果,为此,应加强对每个环节和设备的管控,提高泵类设备管理水平,保证泵类设备的正常运转。为此,将重点探讨泵类设备转子动平衡方面的问题。
1 旋转机械动平衡的重要性
泵类设备产生振动会加速轴承及动静配合面的疲劳和磨损,降低泵组的性能和可靠性,产生振动和噪声,严重时会发生机械故障。对于核电站而言,泵类设备作为旋转机械,特别是像安注安喷泵、上充泵等高速旋转机械,动平衡对其安全稳定运行尤为重要,核电站还有风机,压缩机等旋转机械,动平衡的方法与水泵相似。
1.1 动平衡试验原理
如果转子刚体是均匀对称的,绕对称中心轴转动,则各点离心力相互抵消。由于转子本身组织不均匀,或是加工误差,装配等级造成质量偏心等都会引起旋转轴线的偏移,从而导致不平衡。
动平衡的目的是平衡不平衡力和力矩,由于转子上的平衡是分布式的,在转子上存在多个不平衡力,可以分别向任选的2个面简化,这2个面即通常所说的校正面。通常不平衡量可以由矢量表示。
1.2 动平衡的精度等级
GB/T 9239.1—2006《机械振动 恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的检验》规定了各类设备的平衡精度等级,泵类设备平衡精度等级可选G6.3,但对特殊情况,可选用相邻较高或较低的级别代替。作为核电站用泵类设备,其技术规格书一般对振动噪声要求较高,所以安注安喷泵选择动平衡等级G2.5。
2 泵转子许用不平衡量计算和动平衡检验方法
2.1 计算步骤
根据合同、技术规格书及产品图纸规定,低压安注泵(RVT 250-350/1+2)和安全壳喷淋泵(RVT 250-400/1+2)的平衡等级为G2.5。由于2种泵转子部件由泵轴部件和上轴部件组成,所以对2个泵转子部件的许用不平衡量按表1步骤分别进行计算确定,以安全壳喷淋泵(RVT 250-400/1+2)泵轴转子部件为例。
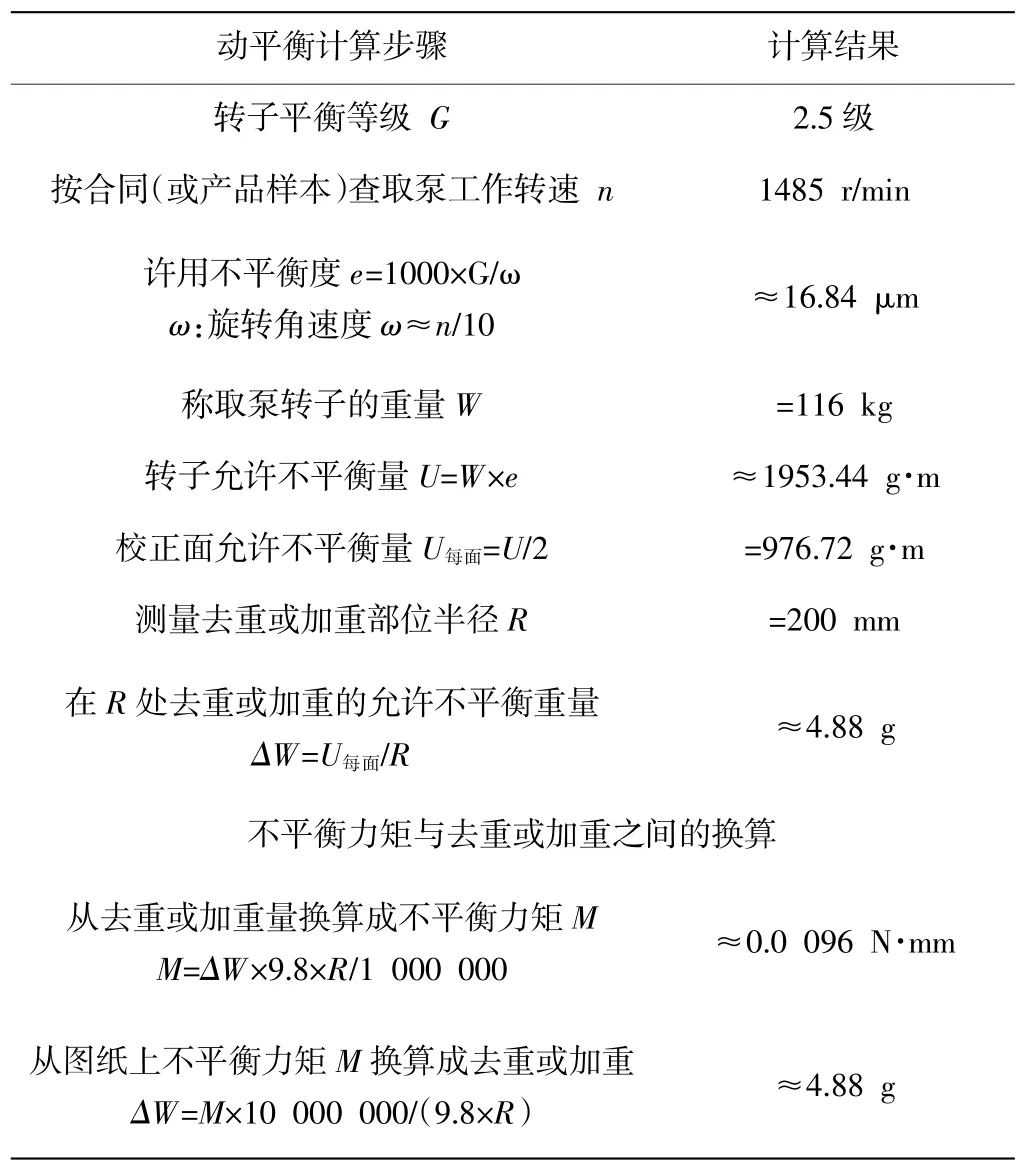
表1 安全壳喷淋泵泵轴转子部件许用不平衡量计算
2.2 动平衡试验要求
(1)在转子做初次动平衡试验前,需预校单只叶轮静平衡。
(2)试验前,将表1的数据输入平衡机。
(3)平衡机需保证试验读数灵敏、可靠,动平衡试验转速取泵的工作转速n=1485 r/min。
(4)做平衡前,试验员须检验叶轮过流部位是否打磨干净,叶轮轴心部位是否有芯骨、粘砂、铁屑等。
(5)平衡前,试验员须检查转子的轴上零件是否固定,用百分表校准转子、叶轮跳动是否在规定的范围内。
(6)启动动平衡机至平衡转速,测出试验转子初始不平衡量及相应的极坐标位置。根据试验得出的数据,与许用不平衡对比决定要去重。
(7)去重的位置通常分在2个平面上,以减少不平衡力偶。
(8)在平衡机上直接在叶轮盖板上去重,去重后盖板厚度不能少于图纸要求值75%,且同时不能在超出叶轮0.9倍外径的区域内去重。
(9)去重后再次启动平衡机至试验转速,经过反复多次的测量、去重校正直至最后达到G2.5级的不平衡量要求。
(10)合格后在每个零件上做装配次序标识,切忌再次装配时调换零件。
(11)叶片修正或叶轮切割后必须重新做动平衡试验,直至合格。
(12)动平衡试验合格后,由试验员在转子、叶轮上做出动平衡合格标识,做好动平衡试验记录,并开出动平衡试验报告。
3 动平衡试验案例
3.1 问题描述
福清5#机组5CSP001PO安全壳喷淋泵泵轴转子部件进行动平衡试验时,试验过程中叶轮(0045/23300/002)盖板打磨较深,虽动平衡数据合格,但经测量盖板厚度实测为6.6 mm,要求值(9~12)mm,尺寸超差。动平衡试验规程要求去重后盖板厚度不能少于图纸要求值75%,且同时不能在超出叶轮0.9倍外径的区域内去重。
3.2 问题处理
问题发生后,经与SEC-KSB技术人员、质保人员、检验人员以及项目人员协商。认为该叶轮尺寸已超出图纸尺寸要求,建议直接报废。随即SEC-KSB开启内部NCR(Non-Conformance Report,不符合项报告)(编号:300002000)进行报废处理。
3.3 原因分析
(1)动平衡试验操作人员打磨叶轮盖板时打磨位置较集中。
(2)该叶轮毛坯可能偏心较大,机加工和叶轮静平衡时切除部位未能适当有效纠正偏心。
3.4 建议措施
(1)建议对该叶轮按照不符合项管理程序开启NCR,报废处理。
(2)提高操作人员质量意识,动平衡试验打磨叶轮盖板时在符合要求的前提下适当扩大打磨区域。
(3)建议制造厂在前期工序,比如叶轮静平衡试验后叶轮去重(机加工)时,适当考虑叶轮各部位尺寸。
4 转子动平衡注意事项
(1)在进行动平衡试验前,应根据转子部件图纸合理安装各个零部件,确保安装的正确性,将过流部位和轴心部位清洁干净,保证每个部件干净整洁。在测试假轴上安装转子时,键槽空缺部位应用假键进行补偿。
(2)转子平衡登记、工作转速、校正半径等参数都要通过图纸确定并对转子重量进行现场称取,对允许剩余不平衡量的转子进行计算。
(3)在泵设备转子动平衡试验中,对叶轮结构应当进行充分考虑,分解一个极坐标位置的不平衡量,然后通过打磨、车削等方式适当将扇形范围内的重量减轻,但是在处理过程中,应当注意控制叶轮强度,严格根据图纸或者动平衡程序控制去除的厚度、质量,严格控制平衡过程。
5 结束语
泵类设备是核电设备的重要组成部分,其安全稳定运行关系着整个核电站的安全运行,必须严格把关各种泵的动平衡试验,按照规定的验收标准严格执行,以保证设备的稳定运行,从而更有利于核电站的安全运行。
