PVDF中空纤维膜收缩率影响因素的研究
2018-12-06代哲振吁苏云高林娜张艳中
代哲振 , 刘 慧 *,吁苏云 , 高林娜 , 张艳中
(1.浙江省化工研究院有限公司,浙江 杭州 310023;2.中化蓝天集团有限公司,浙江 杭州 310051)
聚偏氟乙烯(PVDF)树脂以其优异的综合性能广泛应用于化工、电子电器、建筑、军工等领域[1-2],以PVDF作为主要材料研制和生产的中空纤维微孔膜,已成功地应用于化工、电子、纺织、食品、生化等领域[3-4]。目前,NIPS法制备PVDF中空纤维膜,因对设备要求简单,成本低廉,而成为工业化生产的主要方法。但在实际生产过程中,NIPS法制备的PVDF膜在制备、干燥过程中会产生大量的收缩,使得在制备膜丝组件时降低了单个组件的有效过滤长度,有时还会因此而难以封胶。故而,研究PVDF膜丝收缩率的影响因素,降低膜丝收缩率就显得十分必要。而当前对于收缩机理的研究多集中在树脂上,杨凤霞等[5]研究了PVDF在注射成型过程中收缩的形成原因和影响因素,并针对这些因素,找出相应的解决办法。应追达[6]研究了聚四氟乙烯模压制品收缩机理和试验方法。
对于NIPS法制备的PVDF中空纤维膜存在的缺陷,通常可通过分析溶剂种类、树脂性能及用量、添加剂种类及用量、料液温度、凝胶浴和芯液的组分及温度、干程长度等因素[7-9]来研究。本文从制膜工艺入手,进行了NIPS法制备的中空纤维膜收缩率影响因素的研究,主要研究的工艺参数包括:计量泵挤出转速、计量泵温度、绕丝辊转速、干程长度和凝固浴溶剂浓度。
1 实验部分
1.1 实验原料
PVDF树脂(SinodurR2212,重均分子量40万,特性粘度为1.10~1.30 dl/g,中化蓝天环保氟材料有限公司),N,N-二甲基乙酰胺(DMAC,AR,成都市科龙化工试剂厂),聚乙烯吡咯烷酮(PVPK30,AR,上海德祥医药技术有限公司)。
1.2 铸膜液的制备
铸膜液的制备过程如下:先称取定量的PVDF树脂和添加剂(PVP-K30)溶于DMAC溶剂中,并将其置于90℃的烘箱中加热16 h,之后充分搅拌使其溶解均匀,然后继续在90℃的烘箱中加热、脱泡,直至呈均相透明的溶液,以备后用。
1.3 PVDF中空纤维膜的制备
PVDF中空纤维膜制备的简易流程图如下图1所示,将上述的铸膜液盛装于铸膜液槽罐2中加热、脱泡,通过计量泵3注入纺丝喷头4,芯液罐1中的芯液通过压力从另一通道进入纺丝喷头4,铸膜液进入凝固液槽5后形成中空纤维膜,经牵引绕于绕丝辊6上,制备的PVDF中空纤维膜先在置换水槽7中水浴浸泡24 h,之后悬挂晾干,并置于60℃的烘箱中恒温放置8 h,然后取出自然冷却4 h,制成PVDF中空纤维膜。其中,铸膜液温度为90℃,凝固浴槽温度为40℃,置换水槽温度为40℃。
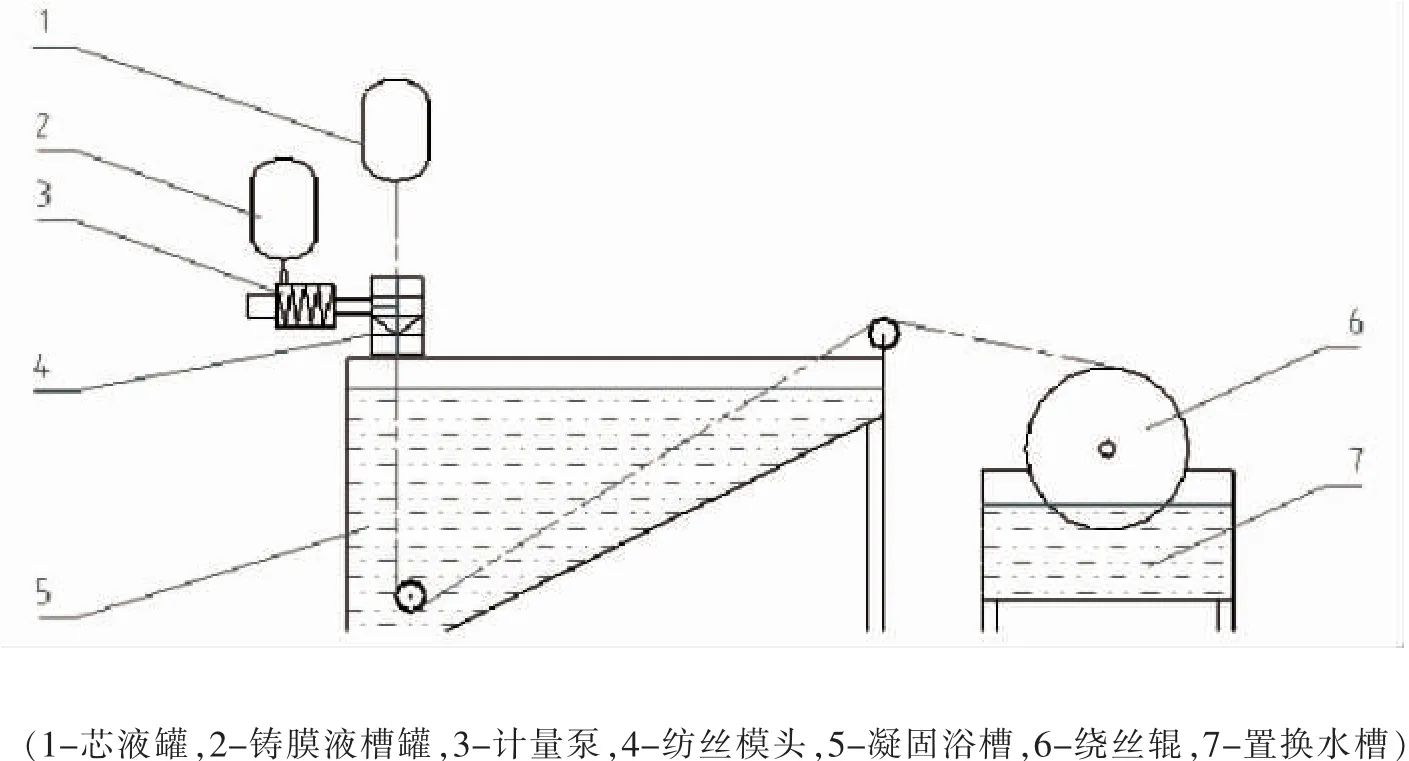
图1 PVDF中空纤维膜制备的简易流程图Fig.1 Simple flow chart for preparation of PVDF hollow fiber membrane
1.4 PVDF中空纤维膜收缩率的计算
借用塑料模塑收缩率测定方法[10],本文收缩率是指PVDF中空纤维膜经过热处理后自然冷却定型,其长度尺寸与绕丝辊周长的差值百分比。具体表达式如下。
收缩率:
L0—绕丝辊周长,mm;
L1—60根膜丝经过热处理后自然冷却定型的测量均值,mm。
2 结果与讨论
本实验铸膜液中树脂、溶剂、添加剂等的质量分数均保持不变,铸膜液的溶解、脱泡温度和时间也保持不变,研究不同的纺丝工艺参数对膜丝收缩率的影响,这些工艺参数包括:计量泵挤出转速、计量泵温度、绕丝辊转速、干程长度和凝固浴溶剂浓度,相应的变化范围均是在保证能制备出完整的膜丝为前提下做出的。
2.1 计量泵挤出转速对PVDF中空纤维膜丝收缩率的影响
挤出转速指单位时间内计量泵挤出的铸膜液的转数。本实验研究了计量泵挤出转速16~28 r/min的范围内对膜丝收缩率的影响,实验结果如图1所示。
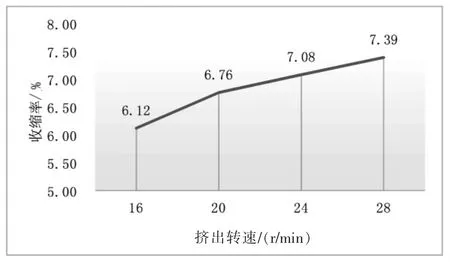
图2 挤出转速对膜丝收缩率的影响Fig.2 Effect of extruding velocity on shrinkage ratio of membrane
从图2可以看出,膜丝收缩率与计量泵挤出转速呈现出正相关性,即计量泵转速增大,膜丝收缩率增大。分析原因可能是由于计量泵转速增大,制备的PVDF中空纤维膜的外径和壁厚增加,且聚合物PVDF溶液在喷丝头中流动时产生的剪切应力随着挤出体积流率的增大而增大,剪切应力的增大能使聚合物分子链的取向度提高,从而导致PVDF中空纤维膜的收缩率增大。
2.2 计量泵温度对PVDF中空纤维膜丝收缩率的影响
计量泵温度是指铸膜液经过计量泵时计量泵此时的温度。不同的计量泵温度会造成铸膜液流出计量泵时粘度的不同,进而影响膜丝的收缩率。本实验研究了计量泵温度在60℃~120℃的范围内对膜丝收缩率的影响,实验结果如图3所示。
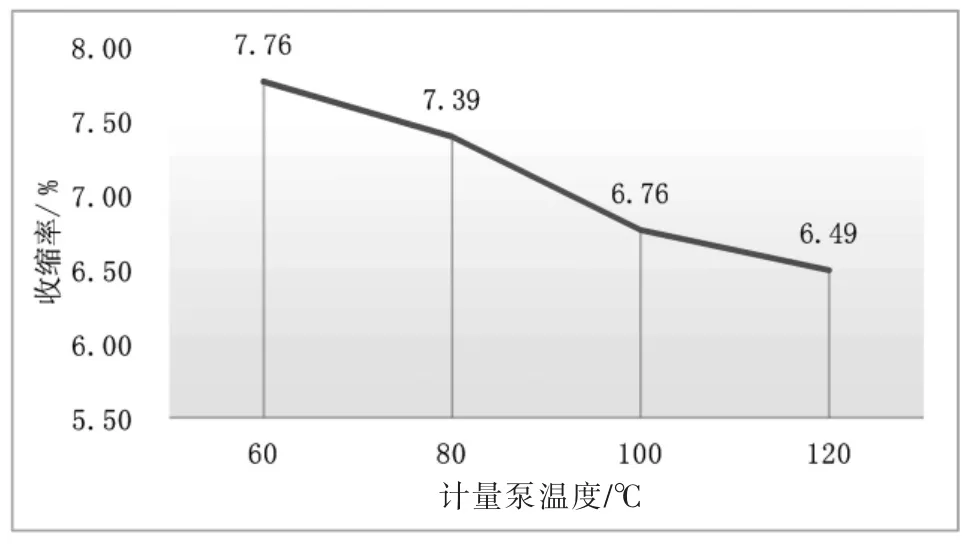
图3 计量泵温度对膜丝收缩率的影响Fig.3 Effect of metering pump temperature on shrinkage ratio of membrane
从图3可以看出,膜丝收缩率与计量泵温度呈现出负相关性,即随着计量泵温度升高,膜丝收缩率减小。分析原因可能是由于计量泵温度的升高,膜丝在拉伸过程中,聚合物PVDF分子链能更快舒展开来,分子链之间的应力减少,从而导致PVDF中空纤维膜的收缩率减小。
2.3 绕丝辊转速对PVDF中空纤维膜丝收缩率的影响
绕丝辊转速是指膜丝纺丝时起牵引作用的滚轮的转动速率。高分子结晶时会由于拉伸应力使聚合物分子链的取向度提高,结晶性能增强[11],因而会影响膜丝的收缩率。本实验研究了绕丝辊转速在12~21 r/min的范围内对膜丝收缩率的影响,实验结果如图4所示。
从图4可以看出,膜丝收缩率与绕丝辊转速呈现出正相关性,即随着绕丝辊转速增大,膜丝收缩率增大。分析原因可能是由于绕丝辊转速的提高,分子结晶时会由于拉伸应力使聚合物分子链的取向度提高,结晶性能增强,从而导致PVDF中空纤维膜的收缩率增大。
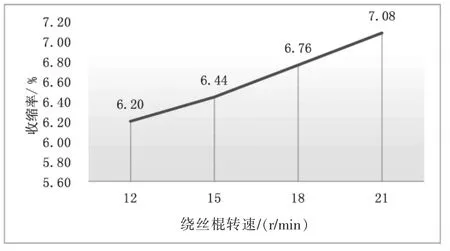
图4 绕丝辊转速对膜丝收缩率的影响Fig.4 Effect of winding roller speed on shrinkage ratio of membrane
2.4 干程长度对PVDF中空纤维膜丝收缩率的影响
干纺程是指从喷丝头到凝固浴之间的距离。本实验研究了干程长度在20~80 mm的范围内对膜丝收缩率的影响,实验结果如图5所示。
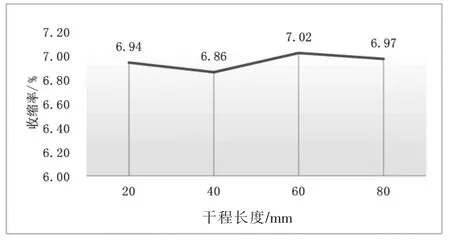
图5 干程长度对膜丝收缩率的影响Fig.5 Effect of air gap length on shrinkage ratio of membrane
从图5可以看出,干程长度对膜丝收缩率的影响没有呈现出规律性。分析原因可能是虽然随着干程长度的增加,会导致聚合物富相向外表面移动,使膜的皮层和致密度增大,但这仅仅改变了PVDF中空纤维膜丝横截面,轴向的变化并不明显,因而收缩率并没有受到影响。
2.5 凝固浴溶剂浓度对PVDF中空纤维膜丝收缩率的影响
凝固浴是指在NIPS法制膜过程中,使铸膜液经过喷丝头后凝固或同时起化学变化而形成纤维的浴液。通常随着实际生产的进行,凝固浴中溶剂浓度会随之上升,进而影响凝固过程,本实验研究了凝固浴中溶剂DMAc浓度在0~10%的范围内对膜丝收缩率的影响,实验结果如图6所示。
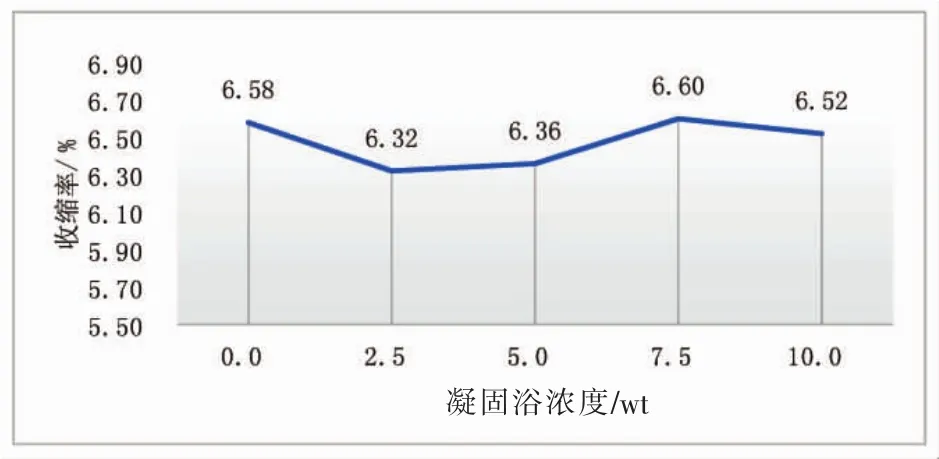
图6 凝固浴浓度对膜丝收缩率的影响Fig.6 Effect of coagulation bath concentration on shrinkage ratio of membrane
从图6可以看出,凝固浴溶剂浓度对膜丝收缩率的影响没有呈现出规律性。分析原因可能是虽然随着凝固浴溶剂浓度的增加,会导致聚合物固化的速率,但并不会影响膜丝轴向结构的变化,因而收缩率并没有受到影响。
3 结论
膜丝收缩率与计量泵挤出转速呈现出正相关性,即随着计量泵转速增大,膜丝收缩率增大。膜丝收缩率与计量泵温度呈现出负相关性,即随着计量泵温度升高,膜丝收缩率减小。膜丝收缩率与绕丝辊转速呈现出正相关性,即随着绕丝辊转速增大,膜丝收缩率增大。干程长度和凝固浴溶剂浓度对膜丝收缩率的影响没有呈现出规律性。
