中俄东线国内外维抢修技术与标准对比分析
2018-12-05徐葱葱马江涛
谭 笑,徐葱葱,马江涛,张 妮
中国石油管道分公司管道科技研究中心 (河北 廊坊 065000)
中俄东线天然气管道工程拟建长度为3 052 km,设计管径为1 422 mm,设计压力为12 MPa,采用X80级钢管。由于中俄东线天然气管道具有长距离、高钢级、大口径、高压力及穿越高寒冻土地区的特殊性,使其生产运行的不确定因素增多,风险更高、维抢修的难度增大,其中在线焊接和维抢修方面的技术国内仍缺乏成熟的经验。
1 高强钢在线焊接
1.1 环境要求
目前,采用传统“冷操作”的修复方式需要先停止管道运行,降压、放空后再施工,但停输会带来很大的经济损失,并且容易造成环境污染。因此在条件允许的情况下,应尽可能在运行的管道上进行在线焊接修复[1]。
1)在最低焊接温度方面,国内外标准普遍认为焊接施工的环境温度不应低于焊接工艺规程的规定温度。①国内标准规定当环境温度<0℃,环境湿度>90%,风速>5 m/s且无有效防护措施时,不得进行焊接作业;NB/T 47015—2011《压力容器焊接规程》规定了焊件温度不应低于-18℃;②国外标准API RP 2201—2003《石油石化工业安全带压开孔规范》规定,当大气温度低于-45℃,除非采取了特殊的应对措施(如提供临时防风帐篷、小型加热器等),否则不应进行管道在线焊接;③俄罗斯标准РД 153—112—014—97《石油产品干线输送管道事故和故障处理规程》则允许在环境温度-40℃及以上的条件下进行焊接维修工程。
2)国内目前的高强钢管道焊接施工中的环境要求是:①大气相对湿度小于90%;②自然环境温度高于5℃;③低氢型焊条电弧焊,风速小于5 m/s;④自保护药芯焊丝半自动焊,风速小于8 m/s;⑤熔化极气保护电弧焊,风速小于2 m/s。
可见,国内X80钢管道的施焊环境温度按-5℃控制,当环境温度在-5~5℃之间时通常采取的方法是:将预热温度提高20~30℃,或者焊后用石棉被覆盖焊道等[2]。而国外通常只有在环境温度低于-45℃时才不能进行在线焊接,且焊接过程中对空气湿度没有特殊要求。因为国外认为只要焊条的保存条件良好、预热温度达到要求,就可以及时进行焊接;若空气湿度较高,可以将焊条存放在专用干燥保温箱中;如果外界风速超过8~10 m/s时,则使用防风防雨帐篷进行焊接(图1)。
由此可见,国内对于高强钢在线焊接的环境温度标准和做法较国外严格。中俄东线天然气管道工程的维抢修在线焊接可以参考国外工程实践做法,采用有效的措施保障焊接安全。
1.2 降压停输
维抢修焊接时介质的影响主要在于介质的存在和流动会带走预热和焊接时的热量,从而容易产生裂纹。而采取管道停输、降压、放散、吹扫等操作,则会造成输送管道停产、减产,进而造成经济损失。

图1 防风防雨帐篷内焊接
国内标准SY/T 6150.2—2011《钢制管道封堵技术规程第2部分:挡板-囊式封堵》规定允许管道带压施焊的压力通过公式进行计算,天然气或成品油管道焊接处管内压力,宜小于此处管道允许工作压力的0.4倍;对20世纪80年代前建设的管道的在线焊接,介质压力不宜大于3.0 MPa,管壁厚度不应小于5 mm。
ASME B31.8—2012《气体输送和分配管道系统》规定对于所有的对接环焊缝,如果发现不可接受的缺陷,则需要在停输情况下对管道缺陷进行焊接维修。但在以下情形下,可以对此类管道缺陷进行在线焊接:如果焊接处没有发生泄漏,可以在降压情况下对管道进行在线焊接,降压的标准为管道运行压力不产生超过管道最小额定强度20%的环向应力,并且需要确保管道缺陷处在进行打磨之后,管道壁厚仍大于3.2 mm。俄罗斯标准СТО Газпром 2-3.5-454—2010《天然气主干道使用规则》根据管道缺陷占壁厚的百分比确定在线焊接的降压幅度,当缺陷深度达到管壁厚度的30%,天然气管道中的压力不低于规定工作压力的30%。
由此可见,国外标准中,当管道出现不可接受的缺陷时,需要停输进行焊接;若管道缺陷占壁厚的百分比确定满足要求,则可以根据壁厚进行降压在线焊接。中俄东线的维抢修焊接可以借鉴国外高强钢焊接方法,进一步细化在线焊接的降压停输要求。
1.3 预热条件
通常焊前预热能防止高强钢的脆裂性。在焊接高强钢时预热可以避免基体金属的开裂,并可减缓低温范围内马氏体钢的冷却速率,而什么时候预热必须由焊接工程师判断。
国家标准GB 50251—2015《输气管道工程设计规范》根据管道材料的性能、焊件厚度、焊接条件、施工现场气候条件,通过焊接工艺评定确定是否需要进行焊前预热和焊后预热处理;GB 50236—2011《现场设备、工业管道焊接工程施工规范》规定,焊前预热根据钢材的焊接淬硬性、焊件厚度、结构刚性、焊接方法、焊接环境及使用条件等因素综合确定。俄罗斯标准СНИП III-42-80中规定只要管道壁厚大于17 mm,则在焊接之前都需要进行预热。可见,国内外标准虽然规定了焊前预热需要考虑环境温度、管壁厚度等因素,却没有给出定量的数据,需要进一步细化。
国内生产实践中,根据多年冻土区管道维抢修作业规程,通常冻土区管道焊接施工必须预热,测温合格后方能焊接。而国外的工程实践中,当管道壁厚小于15 mm,碳当量小于0.45%可不进行预热。
由此可见,国内标准对于焊前预热要求不够详细,可以参考国外标准和实践做法进一步完善。中俄东线管道属于高寒区高壁厚管道,因此焊接前进行预热较为稳妥。
2 预热
2.1 预热方法
国内标准SY/T 7033—2016《钢质油气管道失效抢修技术规范》中规定了焊接预热方法有火焰加热和中频加热技术,当环境温度低于5℃或者需要对层间温度加以控制,建议采用感应加热器。而国外标准对于预热方法没有明确规定。
1)国内工程焊接中常见的预热方法有:火焰加热、电阻加热和中频加热等技术。工程实践中对于X70及以上高强度材质的管道,通常采用中频加热或火焰加热和中频加热相结合的形式;当管道内部介质温度偏低或介质流速过快时,环向角焊缝的预热采用火焰加热和中频加热相结合的形式;当环境温度低于5℃或者需要对层间温度加以控制,通常采用中频加热技术[3]。
2)国外企业通常采用火焰加热技术作为常用的预热方法。该方法容易操作,移动性好,加热设备的成本低,火焰预热技术如图2所示。而中频加热技术则具有预热效率高、不损伤防腐层、不易产生氢致裂纹等优势,是加热效果较好的预热方法,但是由于价格贵、耗能高,设备移动不便,因此更适用室内密闭环境的管道焊接预热,而不适用于野外现场预热。如果管道焊接冷却条件和材料回火非常关键,也会使用电阻预热。为了完成管道及焊接元件的加热,可以采用利用感应加热装置、电阻式电加热器、联合作用的加热器进行加热,若供电中断或加热设备发生故障,允许在工作结束之前利用环形火焰加热装置进行加热。对于中俄东线的高钢级管道,采用火焰预热和中频加热相互配合是较为理想的预热方式。

图2 火焰预热技术
2.2 预热温度
由于管输介质的吸热作用,在线焊接预热至较高温度有一定困难。尽管如此,国内外管道焊接规程仍然要求预热,并规定了预热温度,但在预热温度规定中并未区分环境温度和壁厚。俄罗斯标准СНИП III—42—80中规定只要管道壁厚大于17 mm,则在焊接之前都需要进行预热;РД 558—97《天然气管道修理恢复作业的焊管工艺指导性文件》中对于预热温度的规定,针对不同环境温度、厚度及碳当量明确规定应采取的不同预热温度,当管道壁厚小于15 mm、碳当量小于0.45%时,可不进行预热。其中碳当量在某种程度上可以匹配钢级,对于X80钢的碳当量应在0.41%~0.46%。
预热主要的作用是使氢充分扩散,同时控制开裂敏感组织的形成。因此对于X80管道预热温度达到93~121℃就足够了。如果受条件限制,如低温、高流速、薄壁厚等,预热温度达不到太高,则需要延长预热时间以保证氢充分扩散。最低预热温度必须达到56℃以上,多数企业对于高强钢管道预热要求都在100℃及以上[4],然而在实际操作中这一预热温度实现难度较大。
国内企业主要通过以下措施达到预热的温度要求:①使用火焰加热或中频加热的预热方法;②使用感应加热器(管壁较薄时可采用电加热器)、环形管口加热器、电加热带作为预热设备;③采用焊接保温棚作为保温措施。
国外企业使用如下预热设备、预热工艺以及保温促方法使达到预热要求。①预热设备:当预热温度无法达到要求时,使用感应加热设备、气体火焰喷灯进行预热,气体火焰喷灯设备的热功率比感应加热器大;②保温方法:需要确保预热在避免受低温、大气降水和风影响的焊接保温棚内进行,管道焊接区域加热点周围应盖上热绝缘物质,如保温石棉。如果焊接温度仍达不到规定要求,可以采取以下措施达到焊接预热的温度要求:①采取火焰预热时,增加热输入(比如增加预热火炬的数量);②使用丙烷气代替燃气作为预热火炬的能源,若仍无法达到预热温度,尝试使用乙炔作为燃料;③适当降低管输介质的流速;④根据现有的技术手段与方法,调整管道载荷与焊接工艺规程,从而达到焊接工艺要求。中俄东线管道焊接施工时可以借鉴国外做法来保证焊接温度。
3 修复技术
3.1 快速堵漏
国内管道企业对于管道变形泄漏时通常采用机械式封堵三通、B型套筒、扣管帽、堵漏器、对开夹具等技术进行快速堵漏,其他技术堵漏压力和响应速度等对D1422 mm高压力管道适用性有限。
俄罗斯管道企业使用带压开孔技术作为主要的快速堵漏技术(图3),该工艺包括夹芯板、热压机械等插件设备,针对小泄漏采用维修套筒进行堵漏,对于天然气干线管道则不实施快速堵漏维修。美国天然气工艺研究院以及PRCI推荐使用螺栓夹具或堵漏夹具作为临时的快速堵漏设备,该螺栓卡具既可以安装在发生泄漏区域的管道上,也可以焊接在管道上。
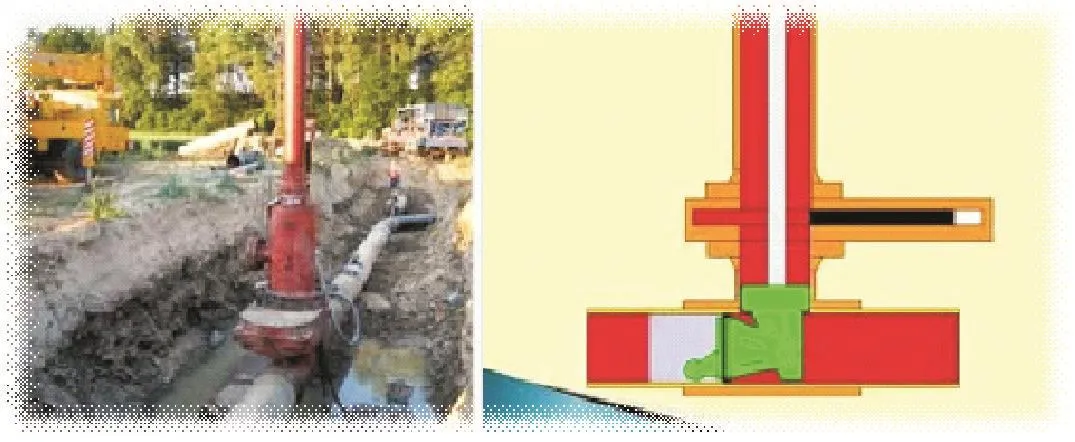
图3 快速封堵技术
因此,对于中俄东线D1422 mm高压力天然气管道,建议开发如螺栓型夹具等更加便捷有效的快速堵漏夹具来进行管道的快速堵漏。
3.2 永久堵漏
目前,国内企业通常采取套袖作为永久堵漏措施,但对于高钢级高压力的天然气管道是否可以采用套袖进行永久修复,尚无明确的标准规定。
ASME B31.8-2012以及《美国联邦法规》规定:在停输的情况下,可以使用换管方法作为永久修复方法;如果不能停输管道,则使用全包围焊接套筒维修管道。如果管道运行压力低于最小屈服强度的40%,且管道由机械管接头进行连接时,则可以不使用全包围焊接套筒;使用补板方法时,管道材质强度不能高于276 MPa。中俄东线天然气管道采用的X80钢的强度约为552 MPa,因此不宜使用补板进行修复。
俄罗斯管道企业对于管道修复区段,采用不同的管道修理方法。修理方法的选择取决于几何参数、使用条件等,如果更换部分管道,可以将套袖、补板等方法用作高质量的永久性措施。英国天然气企业使用环氧填充套管技术作为修补各类管道缺陷的方法(图4、图5),该修复技术适用于:①D100~1 422 mm管径的各种管道;②管道最大承压10 MPa;③耐温3~100℃;④修复各类缺陷,如腐蚀、裂纹、压痕、不规则焊道等。
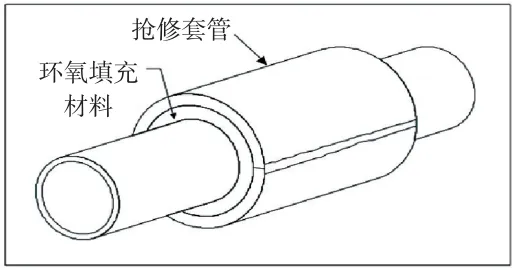
图4 环氧填充套管示意图

图5 环氧填充套筒修复
环氧填充套管修复技术能永久性修复缺陷的最大范围为:管壁缺损和裂纹的长度不限,最大深度可达壁厚的90%,平均深度可达80%;扭曲变形可达管径的9%的同时,管壁缺损或裂纹达壁厚的12%;焊道管壁损失或裂纹达管道周长的60%[5]。该技术的主要优势在于:①通常不需要降低管道运行压力;②套管材料等级和壁厚匹配或优于管体;③环形空间宽度的允许误差为3~40 mm;④解决了套管固定或潜在的应力集中问题。
由于环氧填充套筒修复技术具有以上优势,对于中俄东线大口径高钢级管道,建议采用此技术进行管道永久修复,并开展环氧填充套筒修复技术的相关研究。
4 高强钢切割
国内目前采用的切割技术主要包括:手动切割、机械切割、水射流切割、火焰切割和等离子切割等技术。
国外标准规定了4种主要的管道切割技术:机械切割、手动切割、等离子切割以及手动和机械化电弧切割,以及每一种切割设备具体使用的切割设备。CSA标准规定使用乙炔火焰或机械切割设备对管道进行切割。使用乙炔火焰时,必须进行氮气置换;若无法进行氮气置换,使用机械切割设备,且必须保证管道内气体缓慢流动,并实时监控管道内压力。在切割工作开始之前,或者随着管道切割的进行,需要定期使用可燃气体检报警装置检测切割现场的气体浓度;当管道切割完之后,立即使用合适的材料封闭切割端口。针对管道切割,国外标准既有原则性规定,又有详细要求,具有一定的借鉴意义。
对于中俄东线D1422 mm大口径管道的施工阶段切割,采用火焰切割较为合适;而对于维抢修阶段的切割则需要使用适当的冷切割设备。目前较为先进的切割设备主要有水射流切割和分瓣式切割等,其中水射流切割速率较慢,仅为60 mm/min;分瓣式切割机用途广泛,能在受限空间内使用,不产生热影响区,能完成倒角、开坡口和切割作业,适用的管径也在1 219 mm~1 829 mm,分瓣式切割设备如图6所示。

图6 分瓣式切割设备
5 结语
国内对于大口径高强钢天然气管道的在线焊接与维抢修技术的研究与应用起步较晚,缺乏运行以及维抢修的经验,相关技术与标准还不是很完善。研究维抢修技术国内外技术和标准的差异,将为管道事故快速响应和高效处置提供强有力的支持,为中俄东线天然气管道的安全高效运行提供有力保障。