三元色智能型环锭细纱机纺纱原理和工艺设计
2018-11-06韦金平
韦金平
(经纬纺织机械股份有限公司 榆次分公司,山西 晋中 030601)
0 引言
纺织材料和纺织品的上色印染是整个纺织流程里重要环节之一,对原材料在纺成细纱前进行染色处理,经细纱工序纺成预设颜色和风格的成品纱线,用以满足后期织造,是为色纺。色纺技术因环保性能好、成纱品种多变、织物风格独特、市场利润大等因素,近年来在细纱总产量中所占份额也逐年提高。
目前,纺机企业给纺织企业提供的色纺解决方案简繁皆有,但总体来说结构较简单,数根上色粗纱喂入牵伸区混纺时,无法全部做到双区牵伸,所以成纱档次不高,风格特性亦受设备智能化水平影响,不够丰富,无法很好地满足市场需求,亟待提出新的功能强大的智能化色纺解决方案。笔者以JWF1551型三元色智能型环锭细纱机[1-2]为模本,探讨智能化色纺方案的原理,以及粗纱配比等相关问题。
1 三元色智能型环锭细纱机牵伸结构原理
三元色智能型环锭细纱机的纺纱原理被称为“机电一体化多组分耦合牵伸—复合加捻”,即3根不同颜色的粗纱分别由独立运转的后罗拉按需送入牵伸部件,经后区和前区牵伸后,由锭子加捻,呈现出一种混合花色、风格多变的细纱。三元色智能型环锭细纱机牵伸结构如图1所示。3根后罗拉、中罗拉和前罗拉的运转分别由各自独立的伺服系统驱动,单位时间内3根粗纱的牵入量分别取决于各自对应后罗拉的转速,而非像传统细纱机那样,罗拉之间的传动受制于机械传动,不能随意变化。
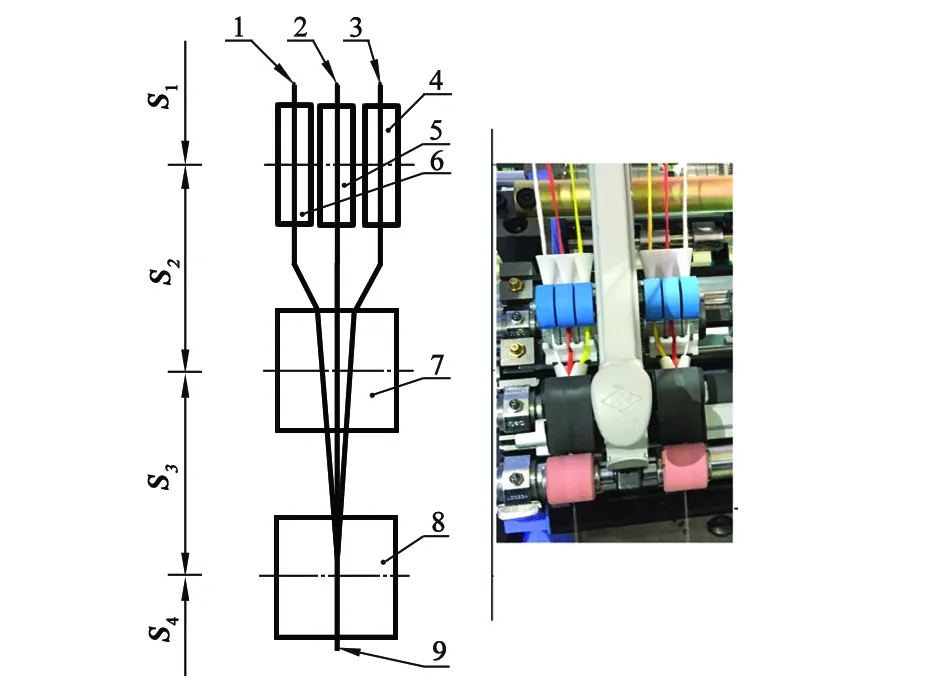
1,2,3—粗纱;4,5,6—后罗拉;7—中罗拉;8—前罗拉;9—细纱;S1—粗纱喂入区;S2—后牵伸区;S3—前牵伸区;S4—加捻区。图1 三元色智能型环锭细纱机牵伸结构示意
5根罗拉独立运转,3根粗纱独立喂入,粗纱双区牵伸,这些高性能智能化的机械特性决定了该设备能够纺制各种工艺要求的细纱。控制相关罗拉的转速比,不仅可以纺出等线密度的细纱,同样也可以纺出不等线密度的竹节纱。成品纱的线密度、色彩等特征按照预设工艺富于变换,从而满足织物的各种风格。
2 粗纱配比计算应满足的数学关系
2.1纺制等线密度细纱时粗纱配比关系
设3根粗纱的线密度分别为ρ1、ρ2、ρ3,要求细纱的线密度为ρ4。分析可知,单位时间内粗纱输入的长度分别为l1、l2、l3,细纱输出的长度为l4,由输入输出牵伸部件的纤维质量相等得:
ρ1l1+ρ2l2+ρ3l3=ρ4l4
(1)
当3根粗纱定量相同ρ1=ρ2=ρ3,式(1)可化为:
ρ4/ρ1=l1/l4+l2/l4+l3/l4
(2)
设e4为假定的单根粗纱纺细纱时牵伸区的总牵伸倍数,e1,e2,e3分别为3根等定量粗纱纺细纱时牵伸区的牵伸倍数,细纱与对应粗纱的牵伸倍数,式(2)可化为:
1/e4=1/e1+1/e2+1/e3
(3)
当要求三元色细纱机纺制等线密度细纱时,各粗纱的牵伸倍数和总牵伸倍数应该满足式(3)。
式(3)的意义和应用,可举例说明。
以定量均为4 g/(10 m)、编号分别为1、2、3的3根粗色纱纺20 tex的细纱,要求S1段色纱1占100%;S2段色纱1占20%、色纱2占30%、色纱3占50%;S3段色纱2占50%、色纱3占50%;S4段色纱2占100%。
总牵伸倍数和分牵伸倍数的关系见表1。
表1 总牵伸倍数和分牵伸倍数的关系

纱段牵伸倍数e4e1e2e3持续时间S1S2S3S420(400/20)20/120/0.200020/0.320/0.520/1020/0.520/0.50T1T2T3T4
三元色智能型环锭细纱机纺制等线密度细纱时,前、中罗拉的转速相对恒定,根据细纱色段长度S和前罗拉的设定转速换算出长度S对应的纺纱时间段T,再由对应的牵伸倍数换算成在时间T内后罗拉对应的转速(喂入粗纱长度)。
表1是按预设配色纺制细纱,细纱的色段长度和配色比例是预先设定的,本机也可以实现颜色配比和色段都随机的幻彩细纱纺制,需要程序产生随机数驱动伺服控制,使e1、e2、e3、T这4个参数在纺纱过程中以满足式(3)的关系为前提,随机变化。
2.2纺制不等线密度细纱时粗纱配比关系
由于本设备牵伸部件全部采用伺服控制,所以无需另外添加附属的机械装置,就可根据需要来控制牵伸倍数,纺制各种具有竹节、段彩效果的细纱。
可选定1根(或2根)粗纱作为基纱,牵伸比保持恒定,另外2根(或1根)粗纱作为辅纱,按竹节要求喂入后罗拉,节长由喂入时间控制、节距由喂入间隔时间控制、节粗由喂入速度控制,举例说明。
以定量均为4 g/(10 m)、编号分别为1、2、3的3根粗纱纺制竹节纱,要求1号粗纱做为基纱,基纱对应的细纱号数为20 tex,2号、3号粗纱为交替产生竹节的辅纱,节粗为基纱号数的2倍,节长和节距为设定的恒定值,其工艺见表2。
表2 竹节纱工艺

纱段牵伸倍数e4e1e2e3持续时间S1S2S3S420(400/20)20/120/120/120/1020/10000020/1T1T2T3T4
如表2所示,1号纱牵伸倍数不随时间变化,保持恒定值20,S1段的长度由时间T1决定;进入时间段T2时,2号粗纱以牵伸倍数20倍喂入,产生粗节;进入时间段3时,只有1号粗纱喂入;进入时间段T4后,粗节由3号粗纱以牵伸倍数为20产生。
节长、节距、节粗既可以保持不变,又可以根据预先设置变化,还可以在预设的范围内随机变化,必要时,还可以改变中罗拉的转速,使前中罗拉牵伸倍数变化来进一步影响竹节效果。纺竹节纱时,计算牵伸倍数,不需要再完全遵从式(3)的数学关系,而是可以主辅纱单独计算。
3 三元色智能型环锭细纱机纺纱注意事项
三元色智能型环锭细纱机纺纱,优势在于对染色粗纱混配的伺服化控制,使细纱风格灵活多变[3]。而细纱的用途在于后期织造,所以色纺工艺需要根据织物要求来设计,更需要打样验证[4]。
色纺涉及到美术色彩学,染色纤维经混色加捻后,视觉效果既不同于色光的加法混合,又不同于颜料的减法混合,混合后的纤维亮度不增不减,属于中性混合的一种;规模化的色纺,纺织企业需要根据自己的实践经验建立配色数据库[5]。
棉纤维经染色处理后,物理性质会发生较大变化,所以,色纺不仅需要处理好普通纺面临的所有问题,还要处理好棉纤维经染色处理后的新问题。例如:粗纱参数和细纱机的相关参数要相互协调,都需要根据实验重新加以验证,以免影响配色;粗纱捻度必须由实验确定到合适值,捻度太低不适应于三元色智能型环锭细纱机多列粗纱架造成粗纱和导纱杆包角大,粗纱易断;捻度太高,不仅不经济,而且由于纤维之间的摩擦力大,后罗拉和后罗拉轴承之间的压力难以压紧粗纱,当后罗拉按需停转后,粗纱由中罗拉继续牵伸,造成配色不能按照预设工艺进行,锭与锭之间细纱差异过大;罗拉和罗拉轴承之间的压力也比普通纺要大。
4 结语
4.1色纺技术因其环保性能好、成纱品种多变、织物风格独特、市场利润大等因素,在细纱总产量中的占比越来越大,但因受设备智能化水平影响,导致色纺成纱档次不高,风格不够丰富。JWF1551型三元色智能型环锭细纱机以其“机电一体化多组分耦合牵伸—复合加捻”方案,呈现出混合花色、风格多变的细纱,为色纺智能纺纱提供了参考。
4.2在色纺行业,一种新理论的引入,一种新设备的发明,必然会在现有技术基础上引起比较大的变革,三元色智能型环锭细纱机纺纱就是一个例证,该设备的应用,使色纺纱的工艺开发空间大大扩展,但是色纺是一个系统工程,在整个纺织流程里任何一个环节都需要有相应的技术进步,才能达到整体水平的跨越。
