南极磷虾油提取工艺的研究进展
2018-10-16徐晓斌范宁宁
徐晓斌,范宁宁,宗 俊
(山东鲁华海洋生物科技有限公司,山东济南 251400)
磷虾(Euphausiaspp)是一类海洋浮游甲壳动物,属节肢动物门、甲壳纲、磷虾目[1]。在地球上,磷虾共有85种,生活在南大洋的磷虾统称为南极磷虾,约有7~8种,但通常人们所讲的南极磷虾一般指的是南极大磷虾(Euphausiasuperba)[2]。南极磷虾资源丰富,是地球上生物量最大的单种生物之一[3],据估算,其生物量约为10亿吨[4]。
南极磷虾油是南极磷虾相关产品中营养功效和附加值都很高的产品。南极磷虾油的主要活性成分是磷脂、虾青素、DHA和EPA等。研究表明,南极磷虾油在预防心脑血管疾病[5-7],促进大脑发育[8]、抗氧化、缓解痛风和类风湿性关节炎[9-11]等方面都有一定功效。因此南极磷虾油可广泛应用于食品、保健食品、生物医药等行业,具有较高的深度开发和应用价值。
目前南极磷虾油的提取工艺在国内外已有较多研究,其原料主要有磷虾粉和鲜虾两种,两者应用的提取方法有所不同。本文将对以磷虾粉和鲜虾为原料的南极磷虾油的提取工艺作一综述。
1 以磷虾粉为原料的提取方法
南极磷虾粉是由南极磷虾经粉碎、干燥而成,一般在捕捞船上加工完成,运输和储存成本较低[12]。南极磷虾的捕捞区域、季节及加工工艺等因素会影响磷虾粉的品质,如虾青素含量、脂肪含量及氧化程度等[13-14]。因此由磷虾粉提取的南极磷虾油的品质因磷虾粉来源不同可能会有所差异[15]。南极磷虾油提取方法主要是有机溶剂提取法、超临界-CO2萃取法和亚临界萃取法等。
1.1 有机溶剂提取法
南极磷虾油的提取方法中有机溶剂提取法研究最多,该法可用单一溶剂或混合溶剂进行一步提取或连续逆流提取,或者用多种溶剂进行多步提取。
1.1.1 一步提取法 一步提取法是将南极磷虾粉用有机溶剂浸提,提取液脱除溶剂即可获得南极磷虾油。南极磷虾油提取常用的提取溶剂有乙醇、正己烷、石油醚、乙酸乙酯等[16-18]。
南极磷虾油成分复杂,既含有属于中性脂的甘油三脂,又含有属于极性脂的磷脂。用单一溶剂很难将南极磷虾油的活性成分全部提取出来,不同研究表明以正己烷、石油醚等非极性溶剂提取的南极磷虾油虾青素含量较高,磷脂含量较低[19-20];以异丙醇,乙醇等极性溶剂提取的南极磷虾油磷脂含量较高,虾青素含量较低[17,21]。
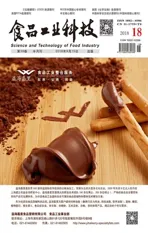
相比单一溶剂,采用非极性溶剂和极性溶剂的混合溶剂进行提取,南极磷虾油得率(得率(%)=所得南极磷虾油质量/所用南极磷虾粉质量×100)更高,而且磷脂和虾青素含量也较高[22]。孙甜甜[20]比较了用氯仿-甲醇、95%乙醇和正己烷三种溶剂分别提取南极磷虾油时,在南极磷虾油得率及其活性成分含量等方面的差异,相关结果见表1。结果显示氯仿-甲醇所提取的南极磷虾油得率最高,磷脂含量高于正己烷提取的,虾青素含量高于95%乙醇提取的,不过氯仿-甲醇毒性较大,一般只作为实验室提取脂质的基础方法。另外正己烷∶乙酸乙酯(7∶3)[23-24]、丙酮∶乙醇(1∶1)[25]、正己烷∶乙醇(9∶1)[26]等混合溶剂提取的南极磷虾油得率也比相应的单一溶剂更高。
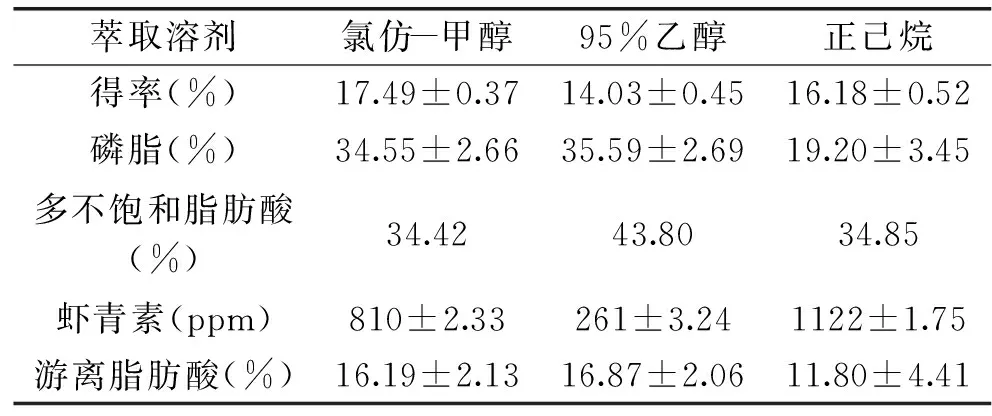
表1 不同溶剂对南极磷虾油得率及活性成分含量的影响Table 1 Effects of different solvents on yieldand active components content of Antarctic krill oil
一步提取法操作简单,目前研究也较多。采用混合溶剂提取弥补了单一溶剂的不足,但是生产中混合溶剂的回收较单一溶剂复杂。
1.1.2 多步提取法 除用非极性溶剂和极性溶剂的混合溶剂进行一步提取外,也可分别用两者对南极磷虾油进行多步提取。
多步提取的方法为先用非极性溶剂或极性溶剂进行提取,提取后残渣再用另一种溶剂进行提取,提取液分别脱除溶剂,合并产物即获得南极磷虾油[27]。任宪君等[28]用石油醚和乙醇进行多步提取,得到含磷脂38%~45%、虾青素240~350 mg/kg的南极磷虾油。
如果先用非极性溶剂进行提取,所得磷虾油再用强极性溶剂富集磷脂可以得到高磷脂含量磷虾油。曹荣军等[29]先用正己烷进行提取,脱除溶剂后的产物加入一倍重量的95%乙醇和1~2倍重量的0.01%~0.5%氯化钠溶液,4 ℃静置分层后,取下层减压蒸发,得到磷脂含量为50%~60%的南极磷虾油。
不同溶剂多步提取的方法,解决了混合溶剂的回收问题,但同时也使得操作流程更为复杂。
1.1.3 连续逆流提取法 连续逆流提取法是指提取的过程中,物料和溶剂以相反的方向连续运动。南极磷虾油的提取过程是固相原料向低浓度液相浸出的传质过程,此过程中磷虾粉和溶剂中磷虾油的浓度差越大,传质的推动力和速度就越大,虾油的浸出率越大[30]。在逆流提取过程中,连续进液和连续出液使溶剂中存在连续的浓度梯度,从而使溶质获得比较快的浸出速度,也可以获得比较高的提取液浓度。图1为多级逆流提取的示意图[31]。
图1 多级逆流提取示意图Fig.1 A schematic view of themulti-stage countercurrent extraction
Ronen L等[26]以正己烷∶乙醇(9∶1)进行逆流提取,提取温度40 ℃,所得南极磷虾油中各成分含量为磷脂36.4 g/100 g,EPA 11.2 g/100 g,DHA 6.5 g/100 g。刘少芳等[32]以95%乙醇为提取剂,料液比1∶7,进行逆流提取,所得磷虾油磷脂含量为38.8%,EPA 18.1%,DHA 12.2%,得率为16.4%。
采用连续逆流提取法提取南极磷虾油,在提取率(提取率(%)=所得磷虾油质量/所用磷虾粉中含有的总脂肪质量×100)和提取效率方面有很大优势,而且自动化程度高,所以该法是南极磷虾油工业化生产中比较实用的方法。
1.2 超临界-CO2萃取法
超临界流体萃取技术是一项比较先进的利用超临界流体分离天然有效成分的技术,超临界流体(Supercritical fluid,SCF)是指物质处于临界温度和临界压力以上状态时,向该状态气体加压,但气体不会液化而仍保留气体状态,只是密度增大并具有类似液体的性质,而且还保留气体的性能。超临界流体既具有气体易于扩散和运动的特点,又具有液体对溶质有较大溶解度的特点[33-34]。
用超临界流体萃取法提取天然产物时,一般用CO2作萃取剂。但是磷脂在超临界-CO2中溶解度很小,CO2流体可以将甘油三脂溶解出来但不会将磷脂溶出,不过萃取过程若以极性溶剂(如乙醇)为夹带剂,即在超临界-CO2萃取过程中添加乙醇,提取物中可含有一定量的磷脂[35-36]。孙甜甜[20]采用极性夹带剂,进行超临界-CO2萃取,获得磷脂含量为34.9%±1.84%的磷虾油,得率为16.66%。赵福江等[37]先用乙醇喷洒磷虾粉,再进行超临界-CO2萃取,获得磷脂含量为(37%~42%)的磷虾油,得率为(12%~18%)。
另外,利用超临界-CO2萃取可以分别获得中性脂和磷脂。Bruheim I等[38]先用超临界-CO2或CO2加5%的夹带剂进行萃取,获得中性脂,然后用超临界-CO2加20%的夹带剂进行萃取,获得极性脂。如在500 bar、75 ℃条件下,首先用超临界-CO2萃取获得14.20%的产物,其中含甘油三酯84 g/100 g;然后再用超临界-CO2加20%的乙醇进行萃取,获得13.19%的产物,其中含磷脂酰胆碱67 g/100 g、磷脂酰乙醇胺1.6 g/100 g、溶血磷脂酰胆碱4.4 g/100 g。周大勇等[39]在15~30 MPa、30~50 ℃条件下用超临界-CO2萃取,得到甘油三酯型磷虾油;然后再注入夹带剂90%~100%乙醇,继续萃取;经超临界-CO2萃取后的南极磷虾粉再用90%~100%乙醇进行萃取,获得南极磷虾磷脂。Ali Nehari A等[40]也选择了先用超临界-CO2萃取,萃取后的残渣用95%乙醇提取,提取物用正己烷和丙酮进行纯化,所得磷脂纯度为93%~97%。
与有机溶剂提取法相比,超临界-CO2萃取法(使用夹带剂)对南极磷虾油的提取率更高[41],溶剂的使用量更少,产品的类型更为丰富。但是超临界-CO2萃取设备较为昂贵,投入成本高,以此法实现南极磷虾油的工业化生产存在一定的困难。
1.3 亚临界萃取法
亚临界萃取技术是利用亚临界流体为萃取剂,提取天然产物的一种技术。亚临界流体是指某些化合物在温度高于其沸点但低于临界温度,且压力低于其临界压力的条件下,以流体形式存在的该物质。当丙烷、丁烷、高纯度异丁烷等以亚临界流体状态存在时,分子的扩散性能增强,传质速度加快,对天然产物中弱极性以及非极性物质的渗透性和溶解能力显著提高[42]。
许洋等[43]以丙烷或丁烷作为萃取剂,在压力0.3~0.8 MPa,温度30~50 ℃条件下进行萃取,得到磷脂含量为(37.7%~39.8%),虾青素含量为(0.089%~0.121%)的南极磷虾油。
与超临界-CO2萃取相比,亚临界萃取技术设备投入相对较低。但以此法提取南极磷虾油的研究目前仍较少,工艺条件需进一步完善。
2 以鲜虾为原料的提取方法
由于鱼和虾等水生动物的脂质大多集中在内脏和结缔组织中,大部分的脂质与蛋白质相结合,如果在提取磷虾油前先将南极磷虾用加热、酶解等方式处理,可以使脂质与蛋白质分离,从而提高南极磷虾油的提取率。因此,以鲜虾为原料的南极磷虾油提取工艺宜先将南极磷虾进行加热[44]、酶解等处理。
南极磷虾原料经处理后,再结合有机溶剂提取或压榨、离心等方式提取南极磷虾油。
2.1 酶解法结合有机溶剂提取
酶解法原理为利用蛋白酶使蛋白质水解,从而释放磷虾油。南极磷虾因其蛋白酶活性极强,有自溶的特点,所以可以利用南极磷虾自溶酶再结合外源酶对其酶解,这样可以减少外源酶的用量。这种利用南极磷虾自溶酶进行酶解的方法,特别适合在捕捞船上捕捞鲜活南极磷虾后及时操作。朱蓓薇等[45]利用自溶酶和碱性蛋白酶分三步进行酶解,酶解液再用1~3倍正己烷进行提取,得到南极磷虾油。董寰[46]在船上将捕捞的南极磷虾粉碎后,直接加入中性蛋白酶或碱性蛋白酶进行酶解,酶解液加热至70~90 ℃后分层,沉淀物经离心后获得富含磷脂层,磷脂层经低温干燥或冷冻干燥后,再用乙醇提取,得到磷脂含量大于40%的南极磷虾油。
在陆地上冷冻南极磷虾解冻后的酶解过程,更依赖于外源性蛋白酶。周长平等[47]将解冻、粉碎后南极磷虾先后加入碱性蛋白酶和中性蛋白酶进行酶解,酶解液加入石油醚萃取,获得南极磷虾油;并研究了酶解时pH、温度、时间等条件对南极磷虾油提取率的影响,在最佳条件下其最大提取率为64.52%。徐晓斌等[48-49]采用复合蛋白酶进行酶解,并认为在用石油醚萃取前在酶解液中加入乙醇可以提高南极磷虾油的提取率,在最佳提取条件下其提取率为96.02%,磷脂含量为28.7%,虾青素含量为152 mg/kg,磷脂经富集后含量可达51.02%。
酶解法结合有机溶剂提取南极磷虾油,其提取率较高,但南极磷虾油中虾青素含量较低,需进一步改进方法。
2.2 压榨法
压榨法是利用机械压力将南极磷虾油从原料中分离出来。Oeistein H[50]将南极磷虾加热至60~70 ℃后过滤,分离为水相和固相;水相加热至95~100 ℃或通过膜过滤分离蛋白和磷脂;固相进行挤压,挤压出的液体通过离心分离虾青素和中性油脂。Sclabos K D[51]将南极磷虾切碎,然后用蒸汽预热至55~60 ℃并保持9 min,然后用蒸汽加热至93~96 ℃后进行压榨,压榨液用10000 r/min的速度离心,获得磷脂含量17.8%、水分含量55.3%的乳液,将乳液薄膜蒸发使水分含量降至1%获得南极磷虾油。
与酶解法相比,压榨法不需要添加有机溶剂,避免了溶剂残留问题,但一般需要离心,对设备要求较高。
以鲜虾为原料的南极磷虾油提取工艺,不需要将南极磷虾进行干燥,条件温和,降低了脂质氧化的可能性。另外所提取的磷虾油不溶性杂质含量低[52],感官品质好。但是与南极磷虾粉相比,冷冻南极磷虾的储存和运输成本较高。
3 前景与展望
南极磷虾资源丰富,且富含蛋白质、脂类、多糖等营养成分,及生物活性肽、甲壳素、虾青素等活性物质,具有很高的综合开发利用价值。南极磷虾油是南极磷虾综合利用的重要产品,因其对人体具有多种生理功能,拥有广阔的应用前景,越来越多地受到市场关注。
目前国内南极磷虾油的提取,主要还是以南极磷虾粉为原料,且多以有机溶剂法为主。以乙醇为提取剂的一步法或连续逆流提取南极磷虾油工艺在国内已有所应用。但是乙醇能与水互溶,磷虾粉中仍含有约10%的水分,用乙醇作提取剂时会溶解一部分水溶性的杂质如蛋白、无机盐等,使得磷虾油含有较多杂质,且较为粘稠,所以用乙醇提取的南极磷虾油需要进一步精制。普通油脂的精炼工艺会破坏南极磷虾油中的磷脂、虾青素等功能性物质,并不适用于南极磷虾油的精制。适用于南极磷虾油的精制工艺目前研究较少,主要以去除不溶性杂质、游离脂肪酸和其他不利物质为目的。南极磷虾油的精制工艺是南极磷虾油制备工艺的重要一环,未来将是本领域的研究重点。另外,亚临界萃取法和超临界-CO2萃取法,拥有有机溶剂用量少、产品多元化等优势,相信在今后会有更广阔的应用前景。