温度对丝绸面料粘衬热缩率的影响
2018-10-15武英敏
武英敏, 陆 鑫
(辽东学院 服装与纺织学院,辽宁 丹东 118003)
丝绸被称为“纤维皇后”,高贵、典雅,深受消费者喜爱。丝绸面料在制作服装过程中会存有一些问题,主要体现在尺寸稳定性极差[1-2]。尺寸稳定性受湿和热两个条件影响,湿的条件引起丝绸面料的缩水,国内外很多学者对此已展开了研究,且收获颇丰[3];在丝绸服装的加工过程中,半成品面料和成品服装都要经过若干次的加温,热也会引起尺寸不稳定,从而进一步影响服装整体质量与局部尺寸的变化[4]。近几年辽东学院的材料教研室应地方服装企业的要求,一直在探讨粘衬热缩率问题,旨在让学生在校就对接企业,为企业完成常见面料的热缩率尺寸测试,最后为企业制成指导样本。为了探讨温度对丝绸面料粘衬热缩率的影响,现选取乔其纱和塔夫绸两种丝绸面料进行测试,分析丝绸面料与不同粘合衬粘合时的尺寸变化情况。
1 试 验
将试验面料和衬料按要求裁剪、标注,用压烫机进行压烫,测试压烫前后标注间的距离。
热收缩是指当温度上升时,由于纤维内部分子间作用力减弱而发生的尺寸减小现象。
用热缩率表示[5-7],其计算公式为:
(1)
式中:S为热缩率,%;L0为压烫前标记间平均距离,cm;L1为压烫后标记间平均距离,cm。
1.1 选择原料
两种丝绸面料:乔其纱、塔夫绸(丹东华洋服装公司)。
三种粘合衬:比佳利衬、进口无纺衬、三利2096衬(丹东华洋服装公司)。
面料和衬料的规格参数见表1、表2。

表1 真丝面料规格特征Tab.1 Specification characteristics of silk fabrics

表2 衬料规格特征Tab.2 Specification characteristics of lining
1.2 主要试验设备
NHG-600JA压烫机(上海重知机械有限公司),Y511型密度镜(泉州市美邦仪器有限公司),Y802A型八篮恒温烘箱(常州纺织仪器厂),YG141D型织物厚度仪(温州际高检测仪器有限公司),AL104型电子天平(上海亚津电子科技有限公司)。
1.3 试验条件
压烫机参数:压力0.07~0.08 kPa,温度130、150、170 ℃。乔其纱、塔夫绸事先经过了上述三个温度的测试,未改变材料的原有性能。
按照《服装材料实用教程》要求,试样规格为30 cm×30 cm,在距离布边适当位置沿经、纬向各做3组标记,标记间距10 cm,进行试验。每间隔2 h对经、纬向间距进行测量,测量5次,取平均值。按式(1)计算不同条件下的热缩率值,记录测试数据,进行观察分析。
2 结果与分析
2.1 未粘衬时真丝面料热缩率的变化规律分析
2.1.1 不同放置时间的变化规律
1)乔其纱

图1 乔其纱经向热缩率Fig.1 Warp heat shrinkage rate of georgette

图2 乔其纱纬向热缩率Fig.2 Weft heat shrinkage rate of georgette
其变化规律如图1、图2所示。在130 ℃时,随着冷却放置时间的加长,乔其纱的经、纬向热缩数值率逐渐变小,最终趋于不变。经向热缩率数值高于纬向热缩率且经向变化波动低于纬向[8]。在150 ℃时,放置时间越长,乔其纱的经、纬向热缩率数值都逐渐变大(经向0~2 h时间段除外),最终趋于不变。经向热缩率基本高于纬向热缩率且经向变化波动高于纬向。在170 ℃时,放置时间越长,乔其纱的经、纬向热缩率数值变化情况先由大变小(0~4 h时间段),再由小变大,最后趋于稳定。
2)塔夫绸

图3 塔夫绸经向热缩率Fig.3 Warp heat shrinkage rate of taffeta

图4 塔夫绸纬向热缩率Fig.4 Weft heat shrinkage rate of taffeta
其变化规律如图3、图4所示。在130 ℃时,随冷却放置时间的延长,塔夫绸的经向热缩率数值高于纬向热缩率且经向变化波动低于纬向,热缩率变化情况如下:经向在0~2 h上升,2~6 h下降,6~8 h趋于平衡;纬向在0~2 h下降,2~8 h趋于平衡。
在150、170 ℃时,随着放置时间的加长,热缩率数值呈现逐渐变小的规律,且经、纬向热缩率变化趋势相似,在放置6 h后数值基本不变了。
从图1—图4可以看出,未粘衬时,无论乔其纱还是塔夫绸,冷却时间不同,经向数值均高于纬向数值,且放置6~8 h热缩率数值保持不变。这说明在丝绸服装的加工制作过程中,为了保证成品服装的规格尺寸准确性,一定要让衣片熨烫后放置6 h再投入下一道生产工序,不要操之过急。
2.1.2 不同温度的变化规律
1)乔其纱
在相同时刻,随温度的变化,热缩率数值变化情况如下:经向在130 ℃<150 ℃<170 ℃(在放置4~5 h时间段除外);纬向在130 ℃<170 ℃<150 ℃。
2)塔夫绸
在相同时刻,经、纬向热缩率数值随温度的变化情况相似,都随着温度的升高而增大,即热缩率为130 ℃<150 ℃<170 ℃。
从上述分析可以看出,塔夫绸的经、纬向热缩率数值随温度的变化情况相似,都随着温度的变大而升高;这是由于温度升高时,塔夫绸内大分子间的作用力减弱,使得热缩率增大。但乔其纱的经向热缩率数值基本上随温度的变大而升高,而纬向热缩率数值随温度的变大先升高后降低,当粘衬温度大到170 ℃时热缩率数值反而变小了。理论上乔其纱的变化应与塔夫绸相似,但由于乔其纱和塔夫绸的纱线密度、细度、面密度和厚度均有差异,所以出现这种情况,说明这些规格参数都会对测试数值有影响,在此测试基础上,需要对原料严格进行分类,有待下一步做更深入的研究。
2.2 粘衬时真丝面料热缩率的变化规律分析
2.2.1 不同冷却时间的变化规律
1)乔其纱粘比佳利衬
在三种粘衬温度下,乔其纱粘着比佳利衬时经、纬向热缩率数值均高于未粘衬。在130 ℃时,经向热缩率数值高于纬向热缩率且变化幅度缓慢,纬向的热缩率数值变化出现波动;随冷却放置时间的延伸热缩率数值变化规律如下[9]:经向0~2 h下降,2~4 h上升,4~6 h略微提高,6~8 h略微下降;纬向0~4 h上升,4~6 h下降,6~8 h变大。
在150 ℃时,经向热缩率数值高于纬向热缩率数值,随放置时间的加长热缩率变化规律如下:经向0~2 h下降,2~4 h上升,4~6 h下降,6~8 h趋于平衡;纬向0~2 h变小,2~8 h基本趋于稳定。
在170 ℃时,经向热缩率数值高于纬向热缩率数值,随放置时间的加长热缩率变化规律如下:经向0~2 h上升,2~4 h下降,4~8 h趋于平衡;纬向0~2 h下降,2~8 h趋于平衡。
变化规律如图5、图6所示。

图5 乔其纱粘着比佳衬时经向热缩率Fig.5 Warp heat shrinkage rate of georgette bound with Bijia lining
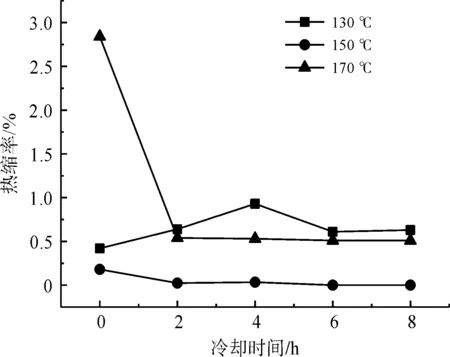
图6 乔其纱粘着比佳衬时纬向热缩率Fig.6 Weft heat shrinkage rate of georgette bound with Bijia lining
2)乔其纱粘进口无纺衬
在三种粘衬温度下,乔其纱粘着进口无纺衬时经、纬向热缩率数值基本上均高于未粘衬。在130、170 ℃时,经向热缩率数值高于纬向热缩率数值,且经向热缩率数值变化波动不大,纬向热缩率呈逐渐变小的趋势且变化波动也不大,最后趋向不变。
在150 ℃时,经向热缩率数值高于纬向热缩率,且经向热缩率数值变化波动不大,但纬向热缩率数值出现较大波动,放置6~8 h趋于不变值。
变化规律如图7、图8所示。

图7 乔其纱粘着进口无纺衬时经向热缩率Fig.7 Weft heat shrinkage rate of georgette bound with imported nonwoven lining

图8 乔其纱粘着进口无纺衬时纬向热缩率Fig.8 Weft heat shrinkage rate of georgette bound with imported nonwoven lining
3)乔其纱粘三利衬2096
乔其纱粘着三利衬2096时,在130、150、170 ℃时,经、纬向热缩率数值均高于未粘衬(170 ℃纬向热缩率除外),且经向热缩率数值高于纬向热缩率,变化波动不大,放置4 h后热缩率数值保持稳定;而纬向热缩率数值在放置4 h内变化波动较明显。
变化规律如图9、图10所示。

图9 乔其纱粘着三利衬2096时经向热缩率Fig.9 Warp heat shrinkage rate of georgette bound with Sanli lining 2096

图10 乔其纱粘着三利衬2096时纬向热缩率Fig.10 Weft heat shrinkage rate of georgette bound with Sanli lining 2096
4)塔夫绸粘比佳利衬
在130、150、170 ℃时,塔夫绸粘着比佳利衬时经、纬向热缩率数值均高于未粘衬,且经向热缩率数值高于纬向热缩率,放置2 h内波动较大,放置4~8 h内基本上趋于不变;纬向热缩率数值随放置时间的加长波动变化较明显。
变化规律如图11、图12所示。
5)塔夫绸粘进口无纺衬
在130、150、170 ℃时,塔夫绸粘着进口无纺衬时经、纬向热缩率数值均高于未粘衬,且经向热缩率数值高于纬向热缩率,变化波动不明显;而纬向热缩率数值变化明显,在0~4 h内呈逐渐变小的趋势,在4~8 h内逐渐变大而后趋于平衡。
变化规律如图13、图14所示。

图11 塔夫绸粘着比佳衬时经向热缩率Fig.11 Warp heat shrinkage rate taffeta bound with Bijia lining

图12 塔夫绸粘着比佳衬时纬向热缩率Fig.12 Weft heat shrinkage rate of taffeta bound with Bijia lining

图13 塔夫绸粘着进口无纺衬时经向热缩率Fig.13 Warp heat shrinkage rate of taffeta bound with imported nonwoven lining

图14 塔夫绸粘着进口无纺衬时纬向热缩率Fig.14 Weft heat shrinkage rate of taffeta bound with imported nonwoven lining
6)塔夫绸粘三利衬2096
在130、150、170 ℃时,塔夫绸粘着三利衬2096时经、纬向热缩率数值均高于未粘衬,且经向数值高于纬向,经向热缩率数值波动不大;而纬向热缩率数值在0~4 h内波动较明显,在4~8 h内基本上趋于平衡。
变化规律如图15、图16所示。

图15 塔夫绸粘着三利衬2096时经向热缩率Fig.15 Warp heat shrinkage rate of taffeta bound with Sanli lining 2096

图16 塔夫绸粘着三利衬2096时纬向热缩率Fig.16 Weft heat shrinkage rate of taffeta bound with Sanli lining 2096
从上述分析可以看出,随着时间的变化,当乔其纱和塔夫绸分别粘着比佳利衬、进口无纺衬、三利衬2096时,经、纬向热缩率数值均高于未粘衬,且经向热缩率数值高于纬向热缩率。这说明丝绸面料粘着不同种类衬料时,热缩率数值的变化是不同的,因此衬料的品种会影响到丝绸服装的加工尺寸。它们之间的相关性需要继续研究[10]。
2.2.2 不同粘衬温度的变化规律
1)乔其纱粘比佳利衬
乔其纱粘着比佳利衬时与未粘衬时的变化趋势不一致(0~2 h时间段除外),随粘合温度的不同变化趋势如下:经向为130 ℃<170 ℃<150 ℃,纬向为150 ℃<170 ℃<130 ℃。
2)乔其纱粘进口无纺衬
乔其纱粘着进口无纺衬时,与未粘衬时的变化趋势一致,随粘合温度的不同变化趋势如下:经向为130 ℃<150 ℃<170 ℃;纬向为130 ℃<170 ℃<150 ℃。
3)乔其纱粘三利衬2096
乔其纱粘着三利衬2096时与未粘衬时的变化趋势均不一致,随粘合温度的不同变化趋势如下:经向为130 ℃<170 ℃<150 ℃;纬向为170 ℃<130 ℃<150 ℃。
4)塔夫绸粘比佳利衬
塔夫绸粘着比佳利衬时,在放置的不同时刻,热缩率数值随粘合温度的改变趋势如下:经向为130 ℃<170 ℃<150 ℃(0~2 h时间段除外),与未粘衬时的变化情况不同;纬向为130 ℃<150 ℃<170 ℃,与未粘衬时的变化情况相同。
5)塔夫绸粘进口无纺衬
塔夫绸粘着进口无纺衬时,与未粘衬时的变化趋势相同,都随着粘合温度的上升而变大,在放置的不同时刻,热缩率数值的变化情况如下:经、纬向均为130 ℃<150 ℃<170 ℃。
6)塔夫绸粘三利衬2096
塔夫绸粘着三利衬2096时,与未粘衬时的变化情况基本相同,都随着粘合温度的提高而变大,在放置的不同时刻,热缩率数值的变化情况如下:经向为130 ℃<150 ℃<170 ℃(1~3 h时间段除外),纬向为130 ℃<170 ℃<150 ℃(0~4 h时间段除外)。
从上述分析可以看出,乔其纱粘衬后经向热缩率数值和纬向热缩率数值并不完全随粘衬温度的提高而变大,有时反而变小;而塔夫绸的经向热缩率数值和纬向热缩率数值却都随着粘合温度的提高而变大(粘着比佳利衬时经向热缩率除外)。
3 结 论
将乔其纱和塔夫绸在相同温度的不同时刻及不同温度条件下分别进行未粘衬及粘衬处理,并对测试所得的经、纬向热缩率进行了分析,最后发现面料和衬料的品种、粘衬温度、粘衬后的冷却时间都会对丝绸面料的热缩率有影响。
1)无论是粘衬还是未粘衬,乔其纱和塔夫绸的经、纬向热缩率值基本上都随着温度的升高而变大,并且在放置6 h以后热缩率值保持基本不变。因此,成品服装在实际制作过程中,应采用低温粘合,并且冷却放置6 h后再投入下一道生产工序。这样使成品服装的尺寸规格准确,并且节约能源。
2)无论是粘衬还是未粘衬,在同一温度条件下,乔其纱和塔夫绸的经向热缩率值都高于纬向热缩率值。因此制作真丝面料服装时,要根据经、纬向热缩率的不同,在门襟、袋盖、裤门襟等处适当增加放松量。
3)未粘衬时,乔其纱的经向热缩率值基本上随遇热温度的升高而变大,纬向热缩率值随遇热温度的变大先提高后变小,当温度提高到170 ℃时热缩率反而变小了;塔夫绸的经、纬向热缩率值随遇热温度的变化情况相近,都随着温度的升高而变大;这说明温度的变化对不同品种的丝绸面料影响是不同的,相关性需做进一步研究。
4)粘着不同种类的粘合衬后,乔其纱和塔夫绸的经、纬向热缩率值都发生了不同程度的变化,且大于未粘衬时,说明粘合衬的种类对面料的热缩率是有影响的。量化程度需要对各种衬料做进一步深入研究。
