浅谈我国卧式粉罐半挂车的技术现状及发展趋势
2018-10-09航空工业安徽开乐专用车辆股份有限公司朱学平李卿王海涵
航空工业安徽开乐专用车辆股份有限公司 朱学平 李卿 王海涵
我国粉罐半挂车以卧式结构为主,承担着水泥、粉煤灰等常规散装物料的运输,占据着绝对的市场份额。通过对我国卧式粉罐半挂车技术现状分析,从车架、罐体、动力系统、结构铝合金化、卸料性能等方面进行了详细描述,阐述了我国目前卧式粉罐半挂车发展的水平,并根据目前国内市场形式,指出国内卧式粉罐半挂车的发展趋势。
目前,卧式粉罐半挂车在国内主要承担着散装水泥、粉煤灰、膨胀剂、石灰粉等粉状物料的运输,是粉罐半挂车的主力军。表1为2011~2017年粉罐半挂车产量数据,可以看出近7年粉罐半挂车的平均产量为14581台/年,但随国家政策、基建工程等的影响波动较大。2017年粉罐半挂车产量为33093台,是2016年产量16595台的2倍,是2015年产量7027台的4倍,也是近7年来年产量的最高峰。

表1 2011~2017年国内粉罐半挂车产量
我国卧式粉罐半挂车技术现状

图1 卧式单仓粉罐半挂车

图2 卧式双仓粉罐半挂车
卧式粉罐半挂车的快速发展始于本世纪初期,特别是2008年前后,随着国家基础建设的加大及政策的影响,粉罐半挂车出现一次产量高峰,实现了粉罐半挂车的飞速发展。卧式粉罐半挂车按结构分为卧式单仓(如图1)、卧式双仓(如图2)及卧式三仓粉罐半挂车。由于近年来治超力度的加大,目前市场上的卧式粉罐半挂车主要为卧式单仓、卧式双仓粉罐半挂车,而卧式三仓粉罐半挂车已成为历史中的“超级大粉罐”。
1.车架(底盘)技术现状
1.1 车架结构技术现状
卧式粉罐半挂车车架的结构应满足GB/T 23336《半挂车通用技术条件》、GB/T 20070《道路车辆牵引车与半挂车之间机械连接互换性》等要求,以满足设计的卧式粉罐半挂车车架(底盘)满足半挂车的通用性及与半挂牵引车的匹配性。为实现车辆的轻量化,卧式粉罐半挂车的车架大梁在满足基本性能的情况下,其他区域紧贴罐体,腹板最窄处宽度仅有70mm;同时在腹板较高处开轻量化孔,最大限度地降低车架的质量。从设计计算、CAE分析及市场验证来看,在车架支腿前端、V型底部、前支架处应力较为集中,易引起对应处车架开裂,进而造成罐体撕裂,因此需在车架相应位置焊接加强腹板进行强度的加强。
1.2 车架材料技术现状
目前国内卧式粉罐半挂车的车架大梁多采用Q345B、Q550D、T610L等材质,高强度钢Q550D或T610L的使用大大降低了车架质量。设计可根据经验公式t1/ t2= (σ2/ σ1) 1/2进行对比设计(式中t1、 σ1和t2、 σ2分别表示两种材料相对应的厚度和屈服强度)。使用高强度钢材料,对车架腹板、横梁等板材亦可进行相应减薄,从而实现卧式粉罐半挂车车架的轻量化目标。
1.3 行走系统等技术现状
1.3.1 悬架
慢性鼻-鼻窦炎术后3种不同填塞方法对患者不适感的影响(丁锋 王然然 刘艳 李波蓬 蔡洁 杨莎莎 刘雪萍)5∶354
目前国内卧式粉罐半挂车行走系统多采用钢板弹簧悬架,对32~40m3的卧式粉罐半挂车多采用少片簧结构,如3、4片簧结构;大立方卧式粉罐半挂车采用多片簧结构,如10片簧。同时对应片数的板簧又有不同的厚度,如4片钢板弹簧有20mm、22mm、24mm厚等,对不同设计总重的卧式粉罐半挂车,选用不同规格的钢板弹簧。
1.3.2 桥轴
卧式粉罐半挂车的桥轴多为鼓式桥轴,按吨位分有10t、13t、14t、15t、16t等。10吨位桥轴为近年来治超、限载情况下,富华、BPW等厂家推出的轻量化桥轴,但刹车片同13t桥轴有普通型(180)、加宽型(220)刹车片。
1.3.3 轮胎
卧式粉罐半挂车的轮胎多采用12R22.5子午线真空胎,少量亦有11.00R20子午线钢丝胎、11R22.5子午线胎及12.00R20子午线钢丝胎等。
1.3.4 钢圈
钢圈规格与轮胎规格匹配,卧式粉罐半挂车多采用9.0×22.5的钢圈,铁质钢圈厚度分12mm、14mm、16mm,根据不同设计总重及行驶路况选择不同的钢圈。近年来,随着治超、限载力度的加大,对标载车辆多采用轻量化12 mm厚铁质钢圈或铝合金钢圈。
由于卧式粉罐半挂车结构设计紧凑,联动支腿的连杆与罐体干涉,因此卧式粉罐半挂车的支腿多选用单动支腿。按可承受的动载可分为8、24(25)、30(28)吨位,其中目前使用的8t支腿为铝合金结构,仅能在车辆空载时撑起支腿;8t支腿是近年来治超、限载政策下的市场产物。
2. 罐体技术现状
目前,国内卧式粉罐半挂车的罐体主要有两种结构,一种是罐体呈单V型,又称单仓结构;另一种则是双V型,又称双仓结构。在罐体内部布置有气室结构及流化床,作用为依靠压缩气体将装载在密封罐内的物料流态化。




2.1 筒体结构的技术现状
卧式单仓粉罐半挂车筒体由标准蝶形或椭圆型封头及2段或4段斜锥形筒体构成;卧式双仓粉罐半挂车筒体由标准蝶形或椭圆封头、2段或3段斜锥筒筒体(前V型)、2段斜锥型筒体(后V型)、或直筒段构成;封头与筒体、筒体与筒体间采用混合气体保护焊双面焊接而成。封头材质一般选用低合金高强度压力容器钢Q345R或普通牌号的Q345B,封头经旋边板材有减薄量,但成型后的最小厚度应满足设计要求。斜锥筒的材质可选用Q345B、T610L等低合金高强度钢,筒体厚度根据压力容器[1]筒体计算公式计算。2017年初安徽开乐推出了异形封头结构的卧式单仓粉罐半挂车[2],封头采用类椭圆型,有效提高了罐体的倾角,容积利用率及卸料速度,同时罐体、整车外形美观,受到国内市场的青睐。
2.2 气室、流化床结构的技术现状
卧式粉罐半挂车筒体内部的封头处或卧式双仓粉罐半挂车的前、后仓的连接处布置有气室结构,在筒体底部铺设有喉管状帆布流化床。近年来单仓无侧化板结构[3]、 双仓无侧化板结构[4]得到了充分的发展,经过5年多的市场实际使用,单仓或双仓无侧滑板结构的卧式粉罐半挂车流化床性能基本稳定,卸料速度、物料残余率均得到了客户的认可。而单仓或双仓无侧滑板结构的根本目的是实现气室结构的轻量化,降低气室结构维护的难度和维护的频次。2017年年底安徽开乐开发出了无前后封头内气室的结构,对封头内的气室进行了改进,起到进一步气室轻量化、便于维护气室的目的。
3. 动力系统技术现状
目前国内卧式粉罐半挂车一般配有车载空压机,空压机主要分为摆式、螺杆空压机。由于摆式空压机价格低、空气排量大,为目前卧式粉罐半挂车车载空压机的首选。摆式空压机根据排量不同分为10/2、12/2、14/2、16/2空压机,换算成空压机进口处空气流量分别为10m³/min、12m³/min、14 m³/min、16m³/min,空压机出口处的额定气压为0.2MPa;摆式空压机根据气缸的数量又分为单缸、双缸空压机,由于单缸摆式空压机质量轻,在治超、限载后,单缸摆式空压机得到了广泛应用和推广。螺杆式空压机具有质量轻、排量大、可持续工作时间长、使用寿命长的优点,如格林众福XK18、英格索兰的GHH RAND CS90以及国内联汉晟的主车取力用螺杆空压机,但由于价格高出摆式空压机的数倍,使用市场受到限制。



卧式粉罐半挂车的车载空压机的动力源可选用独立的动力源如柴油机(如图3)、电机、柴油机与电机组成的双动力(如图4)、使用半挂牵引车的动力(即主车取力,如图5)、电机与主车取力组成的双动力(如图6)等。由于主车取力动力系统采用半挂牵引车的发动机动力,省去了配柴油机、电机的装置,因此在质量及成本上具有优势;在2016年9月21日国家加大对治超、限载力度后,主车取力动力系统得到了广泛的应用。
4. 结构铝合金化技术现状
铝合金材料的密度约2.7t/m3,仅是钢材密度的1/3,铝锰(3系)、铝镁(5系)、铝镁硅(6系)系列的铝合金材料具有强度高的特点,目前在卧式粉罐半挂车上得到了广泛的应用。图7为铝合金附件结构的卧式单仓粉罐半挂车,在外购件方面如六爪快开式人孔盖,轻型、标准支腿,液压成型弧形挡泥板,侧防护,储气筒、后防护、钢圈等结构件上均应用有铝合金材料;在自制件方面如罐顶走道、进气管道、车架的前后围板、工具箱等方面均可应用铝合金材料。随着国内铝合金专用车的迅速发展,目前全铝合金结构的卧式单仓粉罐半挂车(如图8)在国内市场上也崭露头角。全铝合金卧式粉罐半挂车的核心技术为罐体的安全质量、流化床布置、车架行走机构的布置、整车承受动载的安全性等。表2为室温下厚度为3~6mm罐体常用铝合金板的力学性能,可以看出,5083-O/H111作为铝合金粉罐半挂车筒体材料具有较好的强度理论基础;以及从欧洲粉罐半挂车市场看,具有较好的市场实践基础。由于全铝合金结构的卧式单仓粉罐半挂车的罐体安全质量、整车承受动载的安全性有待市场的验证,全铝合金结构的卧式单仓粉罐半挂车在国内还处于市场试验阶段。
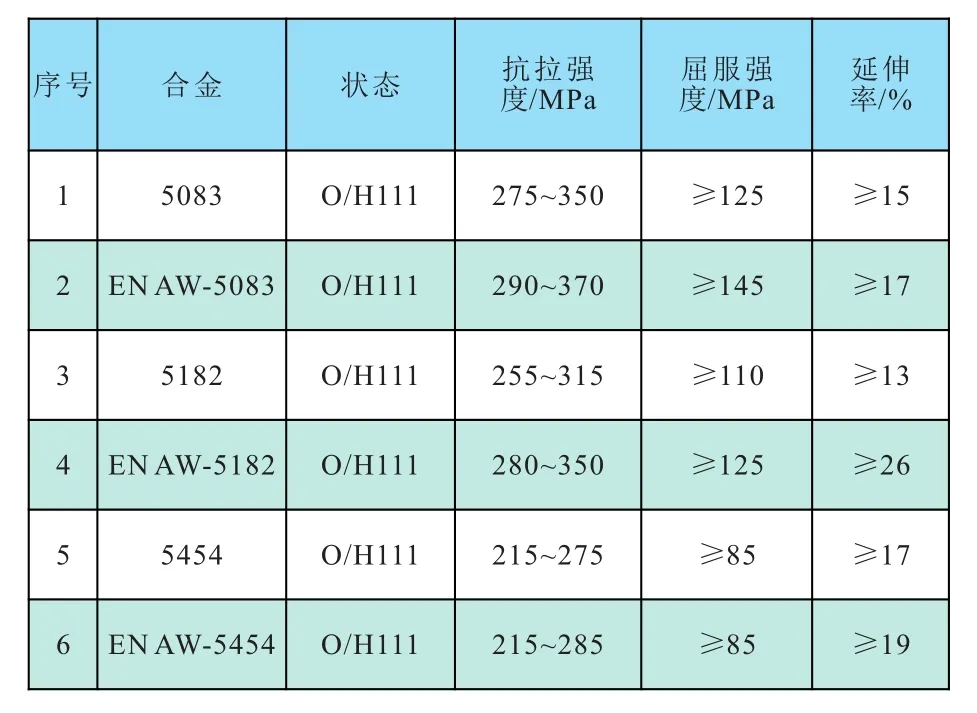
表2 室温下厚度为3~6mm罐体常用铝合金板的力学性能[5][6]
5. 卸料性能技术现状
未来我国卧式粉罐半挂车的发展趋势
1.罐体安全质量
随着市场对轻量化车辆的追求,卧式粉罐半挂车的罐体在使用高强度钢的情况下,罐体厚度越来越小,近年来市场上多家企业的的卧式粉罐半挂车出现了卧式粉罐半挂车罐体塌陷、凹瘪等变形现象。这与罐体厚度小、未对罐体薄弱处进行加强有关,需从设计计算、CAE分析方面着手认真论证,同时需对罐体进行严格的耐压强度试验。因此,对罐体进行轻量化,采用高强度钢减轻自重的同时,需注意罐体的安全质量,在两者求交集的情况下,得出理论可靠、经得起市场验证的最小罐体厚度及罐体加固方法。
2.轻量化
纵观国内卧式粉罐半挂车飞速发展的二十年,前十年卧式粉罐半挂车在向大立方、大载重方向发展;近十年来,卧式粉罐半挂车在向小立方、轻量化发展,这与市场需求及国家政策导向息息相关。纵观近两次GB 1589《汽车、挂车及汽车列车外廓尺寸、轴荷及质量限值》的修订,紧跟其后交通运输部便会出台超限运输车辆行驶公路管理规定加大对超载、超限车辆的管理,随之是市场对轻量化车辆的严重渴求。车辆的轻量化可降低油耗、环保,多载货,是争得市场的必胜法宝。因此,轻量化技术是专用车辆的关键技术,也是未来卧式粉罐半挂车发展的重要方向之一。
3.卸料速度更快、剩余率更低
卸料速度、剩余率是粉罐半挂车的重要性能指标,一直以来也是卧式粉罐半挂车需要提升的性能指标。根据伯努利方程式[8]
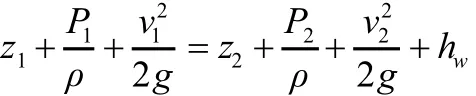
式中,z1、 z2, P1、 P2、 v1、 v2分别为流体在截⾯1、截⾯2的势能⾼度、压强及平均流速;hw为流体从截⾯1到截面2的流动过程中的机械能损失(又称为总流的水头损失)。从上述可以看出,为提高卸料速度v2,可从提高初始压强P1(如提高空压机或气源排量);降低机械能损失hw(减少出料管摩擦及沿程能量损失等)方面着手进行改进;同时卸料速度还与物料的属性、含水量、卸料高度等因素有关。对降低物料剩余率应不断缩小流化床面积,减少罐体流动死角以及采用下出料方式卸料,杜绝罐体卸料剩余的可能。
4.标准化、模块化、组装化
随着轻量化车型的推广,目前市场的主流区域基本都是需求32~45m3之间的卧式单仓粉罐半挂车,而大多数厂家的自重基本相差在0~300kg以内。同时在卸料速度、剩余率性能相差不大的情况下,对于专用汽车企业而言,对车辆进行标准化、模块化、组装化设计,是实现在最短的时间内提车的有效途径。如德国的Schmitz公司实现了侧帘厢式运输半挂车在18h内接车。提高产品零部件之间的通用性,实现小总成部件的模块化设计、制造及装配,降低整车制造的误差,提高每个部件之间焊缝的精细化是在目前市场卧式粉罐半挂车“同质”化严重情况下的提升目标。
