浅谈普通车床和经济型数控车床加工三角螺纹
2018-09-19曹淑红
刘 霞,曹淑红
(新疆工程学院,新疆 乌鲁木齐 830000)
三角螺纹应用广泛,具有自锁性能好、联接强度高、制造简单等优点,除常用于一般联接外在工具中还具有调节作用。在机械制造中,三角螺纹的加工方法较多,但车床应用最为广泛,其中,普通车床和经济型数控车床使用又为最多。
1 普通车床加工方法
普通车床加工三角螺纹的主要采用低速和高速两种方法。低速车削虽然能获得高的加工质量,但生产效率不高;高速车削可将生产效率提高数十倍,并能获得较高的加工质量。因此,高速法应用越来越广泛。(高速法在经济型数控车床中讲述)
低速切削螺纹时,采用粗、精两个加工阶段能较好的保证加工质量同时由于高速钢具有锋利、热硬性好等优点,能有效的延长刀具使用寿命,因此,实际生产中常采用高速钢做为刀具材料。低速切削常用方法包括直进法、左右切削法和斜进法。
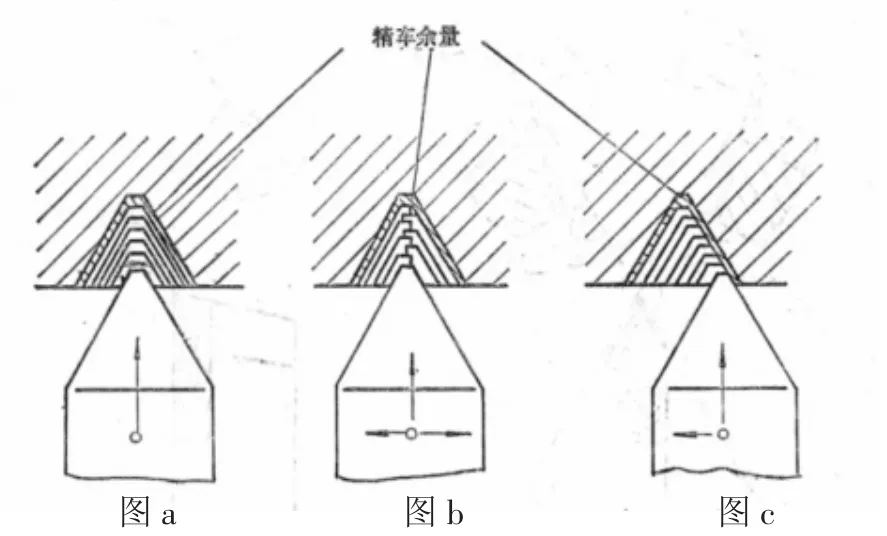
1.1 直进法(如图a)
直进法是径向走刀,因加工时两侧刀刃都参加切削工作,切削力比较大且生成的切屑(v形切屑)较多,导致切削热较大,刀具磨损严重,一般小螺距三角螺纹较适合使用。
1.2 左右切削法(如图b)
左右切削法加工三角螺纹时,因螺纹刀的两侧刀刃是交替参与切削的,排屑顺畅,刀具的磨损均匀,刀具的寿命较长,一般在加工较深牙型大螺距的三角螺纹时使用此方法。
1.3 斜进法(如图c)
斜进法加工三角螺纹时,以一侧的刀刃进行切削,产生较小的切削力且切屑流向工件的待加工表面,排屑顺畅,易形成卷曲的切屑,有利于保证以加工螺纹的表面质量。一般使用在螺距较大,螺纹长度较长的场合。
使用时应注意:使用左右切削法和斜进法加工时,参与切削的刀面仅有一侧,所以不容易产生扎刀现象。精车时选择很低的切削速度(v<5米/分),再配合切削液的使用,可以获得很高的表面粗糙度。但是采用左右切削法时,车刀左右进给量一定要小,若形成过宽的牙底或表面坑洼,使得工件表面质量降低。
2 经济型数控车床加工方法
由于数控车床具有高速、高强度等特点,高速法适应数控车床的加工特点,是经济型数控车床加工螺纹的主要方法之一。与低速切削相比较,高速切削的转速可提高15~20倍,而吃刀次数可减少2/3以上。
硬质合金是高速切削常用刀具材料,切削螺距为3 mm,为中碳钢或中碳合金钢的工件材料时,一般只需要5~6刀即可完成车削(可查表得知)。加工时,第一刀深度较大,往后逐见减少,但最后一刀不能小于0.1 mm。常见经验如下:
螺距t为1.5 mm,由h1≈0.65 t可知总吃刀深h1约0.975 mm,吃刀深度分配如下:

第一刀切深t1=0.5 mm 第二刀切深t2=0.25 mm
第三刀切深t3=0.125 mm 第四刀切深t4=0.1 mm
车削时,越车到螺纹的底部,切削面积越大,车刀的刀尖负荷就会成倍增大,刀头就越容易被损坏。因此,每一刀的吃刀深度不能都相同。车刀刚切人工件时,总的切削面积不是很大,第一刀的吃刀深度可以大一些。随着加工的螺纹深度加深,切削深度应逐渐减小。
使用时应注意:硬质合金是高速切削螺纹时常采用的刀具材料。最好使用YT15的硬质合金螺纹车刀。当车刀径向前角y=0°时,车刀的刀尖角应等于牙型角,若y≠0°时,应进行修正;螺纹升角对车刀后角有影响,后角在刃磨时应磨得较大;车刀左右切削刃必须是直线;刀尖角对于刀具轴线必须对称;对车刀的前面和后面的表面质量要求较严格,表面粗糙度值较小。
3 刀具安装及螺纹测量
车螺纹时,严格的螺纹车刀的安装要求保证了螺纹的正确齿形。如果车刀安装有较大偏差,齿形就会歪斜,将严重影响螺纹加工质量。对于三角螺纹的齿形要求对称并且垂直于工件轴线即螺纹车刀的两个牙型半角要相等,因此,装刀时常用对刀样板来对刀,既方便,准确度又高。同时装刀时螺纹刀的刀尖一般要求与工件中心等高(实际加工中,硬质合金刀具可略高,高速钢刀具可略低)。
测量方法:单项测量法、综合测量法。
单项测量法:
(1)外径测量:使用游标卡尺或千分尺。
(2)中径测量:使用螺纹千分尺测量。测量时,千分尺上的两个触头跟被测螺纹牙形角相同,把两个触头卡在螺纹的牙形面上,螺纹的中径尺寸就是千分尺的读数。螺纹千分尺配备不同牙形角的测量触头,还可测量不同螺距的螺纹。测量时,调整测量触头,就能读出不同规格的三角螺纹的中径的实际尺寸。
(3)螺距测量:一般使用钢板尺。对于螺距较小的普通螺纹,测量时,一般量10个螺距长度,然后把长度除以10;对于螺距较大的普通螺纹,测量时,一般量2或4个螺距长度,然后把长度除以2或4,得到实际螺距值。
综合测量法:使用螺纹环规和塞规。外螺纹的尺寸精度由环规保证,内螺纹的尺寸精度由塞规用来保证。测量时,量规过端恰好通过,而止端不通过,说明螺纹精度符合要求。
单项测量和综合测量一般结合使用。在综合测量之前,先对螺纹的直径、牙形、螺距进行检测后再用量规进行综合测量。
4 结语
低速法和高速法是普通三角螺纹的主要加工方法。不论使用哪一类机床,只有熟练掌握了低速法和高速法的基本知识才能加工出高质量的三角螺纹。
