解析新型数控机械加工进刀工艺的改进措施
2018-09-10李鹏
李鹏

摘 要:随着社会经济的发展以及科学技术水平的进步,数控机械加工技术有革命性的发展和进步。数控技术的发展,其应用的领域不断扩大,对于我国的汽车制造行业、轻工业以及医疗器械等各种行业的发展有着重要作用,促使其实现数字化发展。本文分析了数控加工工艺的现状,并且对其进刀工艺的改进展开探究,做好走刀的设置,最后对其进刀工艺的效果展开分析,促进新型数控机械加工工艺的发展。
关键词:新型数控加工机械;进刀工艺;改进措施;探究
数控机床生产的过程中,数控加工技术是其中一门重要的技术,借助数字化信息实现机床运行的控制,将刀具的移动进行数字化控制,将相关的信息数据在程序界面上展示,并且将信息输入到控制系统中,经过编码和转码操作,进行数据的运算和整合,发出机械指令,数控机床根据指令实现刀具和工具的相对运动,加工出符合标准和要求的零部件。加强新型数控机械加工进刀工艺的改进,能够有效增加零部件的精密度。
1 现阶段数控机械加工技术的现状
现代工业发展的过程中,数控技术是其重要的组成部分,是工业现代化的重要体现。数控简单说就是数字控制,相对于人工控制来说,是一次质的飞跃,预示着机械加工实现了高速化、精密化以及开放化。随着信息技术的发展,数控技术逐渐和计算机以及信息技术不断融合,在一定程度上反映出国家的工业化水平。通过综合性的分析,目前,我国的数控机床能够自给自足,借助国产数控机床能够满足一般的机械加工需求,对于性能高的卧式车削难以满足,需要借助相应的国外技术,或者从国外进口相应的机械产品。对于科研部门来说,对高端产品的需求更高,其主要的问题是Z轴和Y轴的车削中心。相对来说,我国立式车床加工技术比较完善,并且技术水平达到国际领先的地步,不少产品能够远销海外。立式相比卧式来说,其技术含量相对较低,成本低廉,并且后期维修简单。因此,其出口主要是针对世界欠发达地区,自主知识产权是我国数控车床发展的未来方向。在数控机床中,还包含电加工机床以及精密加工机床,同样实现了自给自足,但是,随着数控加工机床层面的增加,国产设备加工生产的产品,其表面比较粗糙,尺寸的误差较大,并且精密度不足,通常在冶金、重工以及发电等领域中使用。
数控加工对于大多数人来说,并不算陌生。数控技术逐渐成为一门比较热门的技术,不少职业院校为了能够提高就业率,让学生更好地适应社会,开设相应的数控专业。数控机床加工生产的零部件和普通机床加工生产的零部件,从整体上看没有明显区别,但是,实际上,两者有着质的差异。数控机床生产加工主要是借助数字化信息技术,如刀具的位移等。传统的加工方式操作比较简单,对于质量要求较低。从现状来说,不少地区依然采取陈旧的数控机械加工进刀工艺,这是一种比较传统的加工工艺,是根据当时设备和刀具的情况设置的。此种工艺的加工效率较低,质量不高,难以满足加工的要求和需求。因此,加强数控机械加工进刀工艺的改进措施,进一步优化数控机械加工进刀工艺,有效提高其加工质量和效率。
2 新型数控机械加工进刀工艺的改进措施
目前,数控机械加工进刀工艺中存在一定的缺陷,多数数控机械加工企业,在铣床厂家投入了不少的人力、物力和财力,来促进机械加工企业进刀工艺的改进,提升卧式铣床升降台的加工质量和交工效率。文章中根据实际的工作经验,结合相应的文献资料,在卧式铣床升降台的加工中,借鉴高速切削加工工艺,并且根据高速切削加工的特点,加强卧式铣床升降台进刀工艺的改进。
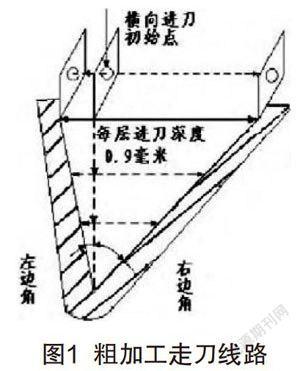
在图1中,展示的是改进之后的机械加工进刀线路,机械加工进刀工艺进行改进之后,螺纹沿着Z轴方向,加工作业过程中,进刀方式主要是交替进刀。在加工过程中,从牙底圆弧中性向左和向后同时偏移,偏移时,采取小线段的方式逐渐逼近。在切削过程中,借助相应的程序设计,对其横向走刀的起点以及进刀的次数进行设置,保证走刀的精确度。在X轴方向上,采取分层进刀的方式,进刀时,应当沿着其直径方向进行,每次进刀的深度控制在0.9 mm。对于其他类型的螺纹进刀方式,主要采取的是将牙宽中点作为中心线,同时向左右两侧进行偏移,开展进刀操作,在图l中的走刀线路就是粗加工的走刀线路。
针对沿着z轴方向和横向走刀来说,主要是走刀次数的设置问题,可以通过下面的方式进行计算。Z轴方向的走刀次数计算时,需要获取横向进刀初始点以左的进刀次数以及以右的进刀次数,两个次数的和就是Z轴方向的走刀次数。在横向进刀初始点以左进刀次数的计算中,需要计算出牙型高度精加工量、径向进刀次数、径向进刀量,根据相应的计算公式,计算出相应的走刀次数。新型数控机械建工进刀工艺改进之后,整个加工过程如图2所示。
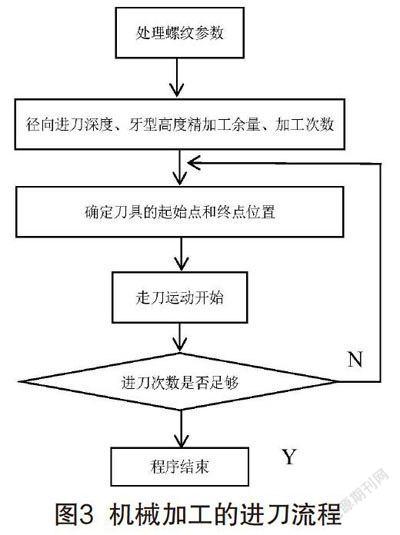
在加工的过程中,切割螺纹时,机床Z向的电机需要开展加速和减速运动,在螺纹的开始和结束环节中,会出现一些不整齐的牙型。针对此种情况,在螺纹切割作业之前,需要做好升速进刀段和退速进刀段的设置工作,避免由于伺服机构的拖延,导致螺距出现较大误差。在机械加工的过程中,应当做好螺纹的参数处理,加强径向进刀深度的控制。在刀具选择之后,明确进刀的起点和终点位置,在做好相应的准备工作之后,开展进刀作业,判断进刀的次数。如果进刀的数量足够,可以输出相应的程序:如果进刀的次数不足,则需要按照进刀的流程重复进刀操作。机械加工的进刀流程如图3所示。
3 新型数控机械加工进刀工艺改进后的效果
数控机械技工进刀工艺经过上述的改进后,在切削加工过程中,进刀的速度明显增加,基本上实现了高速进刀。高速是一个相对的概念,由于加工材料的不同,其高速的鉴定范围是不一样的,切削方式的不同,其范围也不尽相同。通常来说,高速切削加工相对于普通切削加工来说,其速度增加5-10倍,这样的切削借工进刀速度才能够称为高速切削。如铝合金的切削來说,高速切削的速度是1500~5500 m/min;铜的切削加工速度在1000 m/min就可以称为高速切削加工;铸铁材料的高速切削加工速度是500~1500 m/min;钢材的高速切削加工速度是300~800 m/min。同时,切削方式的不同,对其高速切削的定义范围存在一定的差异。对于车削切削方式来说,700~7000 m/min是其高速切削的范围;铣削切削方式中,高速切削的范围是300~6000 m/min;钻削切削方式中,高速切削的范围是200~1100 m/min;磨削切削方式中,9000~21600 m/min才能够达到高速切削的标准。结合实际的生产来说,数控机械加工进刀工艺的改进,能够针对不同的材料和不同的切削方式,采取相应的进刀方式,实现高速切削生产。
新型数控机械加工进刀工艺的改进,实现了高速切削生产,在实际生产的过程中,利用高速切削主要有以下几点作用:(1)在切削加工时,高速切削时,随着切削速度的提升,采取比较小的切削深度和厚度。刀具的每刃切削量也非常小,能够有效地降低切削力。根据实际的生产数据研究,通过这样开展切削生产,能够减少30%以上的切削力,在脆性材料和薄壁材料加工的过程中,能够有效防止此类材料受损。(2)切削速度的提升,在单位时间内,材料的切除率增加,机械加工的工作效率不断提高。(3)通过进刀工艺改进之后,实现高速切削加工,在机械加工时,切削产生非常大的热量,切屑能够以非常高的速度排出,能够带走90%以上的切削热,有效降低加工工件的热量,能够减少加工过程中的内应力和变形热,减少加工工件的变形问题,有效地提高加工精确度。(4)机械加工进刀工艺的改进,使得切削加工实现了高速化,高速切削加工,有效降低切削系统的工作频率,使其低于低阶固有频率,有效地减少振动的发生,做好工件表面的粗糙度控制,保证工件的生产质量。(5)高速切削加工过程中,磨削加工工艺被高速切削加工取代,实现对新型高硬度材料的加工,保证加工的效率和质量。
4 结语
随着社会的发展以及科学技术的进步,数控加工技术处于不断地发展创新中。在螺旋刀口的进尺加工中,数控技术得到普遍的应用。机械加工的发展,数控加工技术的普遍应用,注重加工工艺的改进,促进数控加工效率和质量的提高。虽然我国的数控加工技术已经得到一定的发展,但是在加工的速度和精度中,依然存在很大的不足,和国际水平存在一定的差距。一些速度和进度要求较高的产品,还需要引进外国的先进技术和产品。我国的数控加工机械进口较多。因此,应当加强新型数控机械加工进刀工艺的改进研究,通过这样的方式促进我国数控加工技术的发展,使其能够和我国制造业同步发展。文章中分析数控加工技术的改进,并且对其改进后的成果有效展示,促进我国数控加工技术的进一步发展和改进。
[参考文献]
[1]黄秋婷.进刀工艺在新型数控机械加工中的改进措施分析[J].城市建设理论研究(电子版),2015 (18):6.
[2]他文娟.新型数控机械加工进刀工艺的改进措施[J].同行,2016(12):34.
[3]鄭 苇.新型数控机械加工进刀工艺的改进措施[J].科技经济导刊,2017(36):77.
[4]马1 骢.新型数控机械加工进刀工艺的改进措施[J].民营科技,2017 (7):42.
