汽车座椅激光焊接工艺研究介绍
2018-08-22吴纯浩
吴纯浩

摘要:随着汽车工业的快速发展,人们对于汽车座椅的安全性和舒适性的要求也随之提高。另外,座椅的调节又影响着乘客乘坐的舒适度,可根据不同乘客需求适当进行调整。以往汽车座椅采取的焊接工艺大都是点焊、弧焊技术,其中点焊技术存在显著缺陷,比较容易变形、一般情况下,点焊预留空间都会比较大,而且焊接速度过于缓慢,由此可见,以往的传统焊接方式根本无法契合现代汽车工业发展的实际应用需求。反观现在兴起的激光焊接技术则完全不存在以上缺陷。所以这个激光焊接被广泛应用于汽车工业领域。
关键词:汽车座椅;激光焊接
1激光焊接的原理
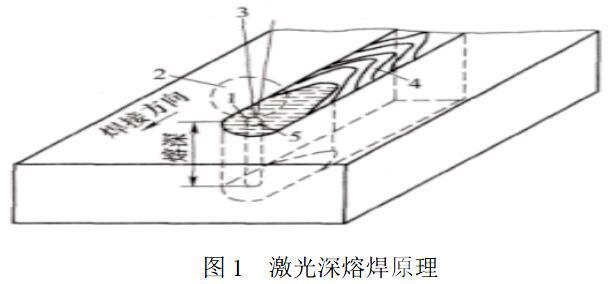
激光焊接使用激光作为焊接的热源。它使用光学振荡器激发具有诸如电能和化学能等一次能量的某些固体,液体或气体介质,以产生几乎相同相位和接近通用波长的光束。这些光线具有相同的相位并具有单一波长。因此,差角非常小,可以长距离传播,因此可以集中使用。当激光束的功率密度足够大时,激光束照射下的金属表面迅速升温,沸点可以在很短的时间内达到并蒸发。当金属蒸汽以一定的速率离开金属浴的表面时,会产生额外的应力以抵消熔融金属,导致其下沉,形成小坑。随着加热的进行,槽逐渐形成。当激光束移动时,熔融金属通过小孔前面的小孔向后流动并在凝固后形成焊缝(见图1)。焊缝的深度取决于激光功率密度。当使用的激光功率密度低时,穿透深度小,深度和宽度相对较小。当激光功率密度较高时,穿透深度较大,纵横比也较大。此时,形成较深的焊缝比较容易。目前许多焊接工艺,包括座椅,都使用这种激光焊接技术。
如图2所示。根据激光焊接原理,单个激光焊接是一种自熔焊接的焊接工艺。这种焊接工艺需要焊接件的高安装距离,并且必须实现深熔焊接所需的激光器。功率密度高,因此焊接成本相对较高,并且存在一些限制。经过研究人员的不断探索,激光焊接已被结合到激光复合焊接中。原理如图2所示。当激光器向焊缝金属供热时,电弧也将能量注入焊接区。由于激光和电弧会影响不同程度和形状的复合焊接性能,因此焊接速度会增加,焊接周期缩短并且需要相同的穿透深度。激光功率也大大降低,从而降低了焊接成本。然而,激光混合焊接在发动机中的投资成本相对较高,这限制了发展。随着市场的进一步扩大,发电机组价格将继续下降,激光焊接技术将更加普及。
2试验方法
该测试是在环形焊接之一,因为外圈的厚度为1mm,属于薄壁搭接焊中,正离焦量应该用于焊接,以便更好的熔体宽度可以由测试样品的渗透,所述外环和获得碱,以确保当盘被安装为一体,深激光焊接应该基于“孔效应”的测试和最重要的工艺参数会影响低焊接质量,激光功率P,焊接速度v和散焦f的量使用。然而,工件表面上的焊接间隙氧化物和油会影响焊接作用。因此,在夹紧之前,使用丙酮小心除去试件表面上的油,并用铡刀去除氧化物,以确保外圈和底板无油和氧化。改变焊接工艺参数,例如激光功率,焊接速度和离焦的量,并且通过金相显微镜观察在焊缝形成的变化,选择工艺参数和最终导致正交试验以获得最佳工艺参数。使用金相切割机在垂直于焊缝的方向上将样品切割,抛光和抛光在焊缝中心以产生分析样品,并且通过金相显微镜观察并测量焊缝的横截面。熔深度和宽度值;而焊接速度是从每小时生产量单位计算的?
3激光焊接相对于普通焊接的优势
(1)激光束易于聚焦,光线的方向可以通过反射镜或光纤改变,并且可以围绕工件转动,使其具有良好的可接近性,并且可以焊接工件的其他部分焊接过程无法进行。这不是通过其他焊接方法实现的。(2)非接触式激光焊接还避免了电极帽,电极棒,电缆等易损件的频繁更换和维护,节省了成本,提高了效率。(3)激光焊接还具有特殊的清洗功能,可清洗焊缝金属。在焊接过程中,焊接部件的金属由于激光的作用而熔化并且部分蒸发。由于污染物以高效率吸收光能,因此金属中的杂质首先被蒸发和吸入,从而降低了焊缝中杂质的含量,降低了焊接质量。改进。(4)由于激光束斑点小,功率密度高,加热面积小,高速和非接触式焊接,残余应力和焊接变形小,这对焊接质量非常重要。
4汽车座椅激光焊接工作站的组成部分
4.1安全房
安全房与焊接工作站类似,可以促使焊接减少环境污染、焊接环境更加安全。
4.2激光器
当前激光器主要分为两大类:一类是固体激光器,另一类是气体激光器。综合输出光束的质量和功率考虑,气体激光器比固体激光器更具有优势。而国外在大功率固体激光器研制生产上取得了较大进展,最大功率达到5kW并迅速投进了市场。固体激光焊接不仅促进金属表面吸收,同时还能使用光纤传输,把导光系统简单化,因此固体激光器与气体激光器相比更具优势。
4.3光导和聚焦系统
光导和聚焦系统主要是由圆偏振镜、反射镜或聚焦镜等部分组成,它们与激光焊接质量密切相关。激光功率较大时,受其影响光学部件会逐渐劣化,甚至导致激光束透过率降低;同时光学部件表面污染将增加传输中能源损耗,最终导致聚焦距离发生变化,直接影响焊接的质量和效果。由此可见,要想保证优质的焊接质量,必须要严格把控光导部件的质量,以及做好焊接过程中维护和监测工作。
4.4焊接机器人
焊接机器人就是实现光束与工件的相对运动,完成激光焊接。因为焊接机器人有6个自由度,因此可对多个角度进行柔性焊接。
4.5焊接夹具
焊接夹具可以促使座椅连接件的位置更加精确,还可以有效地防止和矫正部分焊接变形。以往焊接模式模块较多,强度大,但由于焊枪具备可达性的特性,导致局部定位极为受限,进而导致焊后变形难以掌控。激光焊接夹具不用考虑预留较大的焊接空间,可均匀支撑压紧工件,以应对传统焊接无法定位焊接的地方,此时激光焊接存在显著优势.
综上所述,激光焊接工艺的产生完美地取代了传统点焊?弧焊工艺,促使座椅各部件的焊接工艺得到了很大的提升,随着激光焊接工艺的不断发展及工业自动化程度的逐渐提高,在不久的未来,激光焊接技术会广泛应用于各个领域?(1)熔深与熔宽随焊接功率的减小而减小,呈正相关趋势变化,但熔宽较熔深的变化较小;而随速度增大而减小,呈负相关趋势变化;熔深随着离焦量的增大而减小,呈负相关变化;熔宽随着离焦量的增大而增大,呈正相关变化?(2)对相关试验及检测数据进行分析并综合考虑各焊接试样性能数据,最后得到最优的调角器生产中焊接工艺参数为激光功率4kW,离焦量2.5mm,速度3m/min?(3)激光功率对调角器生产中的综合焊接指标影响最大,离焦量的影响次之,速度的影响较小?综合焊接指标与激光功率呈正相关趋势,而离焦量呈负相关趋势?
参考文献:
[1]錢志刚.汽车座椅激光焊接工艺研究阐述[J].中国新技术新产品,2018(04):57-58.
[2]张建亮,周建忠,罗敬文,黄舒,孟宪凯.汽车座椅调角器激光焊接工艺研究[J].应用激光,2015,35(02):216-220.
[3]林中坚.汽车座椅激光焊接工艺研究介绍[J].汽车零部件,2014(01):53-58.
