齿轮降噪的工艺优化措施
2018-08-20李汪军
李汪军
摘 要:通过对齿轮啮合原理基本条件的运用及齿轮加工环境影响因素的改善,解决了减速器齿轮啮合异常噪音问题。随着客户对产品要求的进一步提高,齿轮传动声品质成为影响齿轮质量的重要衡量指标,将越来越受到广大制造商及客户的重视。本文主要把渐开线齿轮啮合原理及加工环境影响因素运用到实践中,预防及解决因设计及加工问题引起的齿轮箱啮合噪音等问题。
关键词:基节、过渡曲线、重叠系数、齿形、齿距
引言:
一般来说,一对齿轮啮合良好,首先应保证设计的合理性,即两齿轮的基节必须相等,过渡曲线不干涉,且重叠系数大于1,但实际上加工出来的齿轮因精度问题及存在误差,两轮的基节不可能相等,从而导致了嗓音、冲击等,影响了传动的平稳性。
本文研究基于一款减速器在性能测试阶段发现有超过60分贝以上的异常噪音,将主要从基节偏差方面研究解决齿轮啮合噪音问题
1、理论原因分析
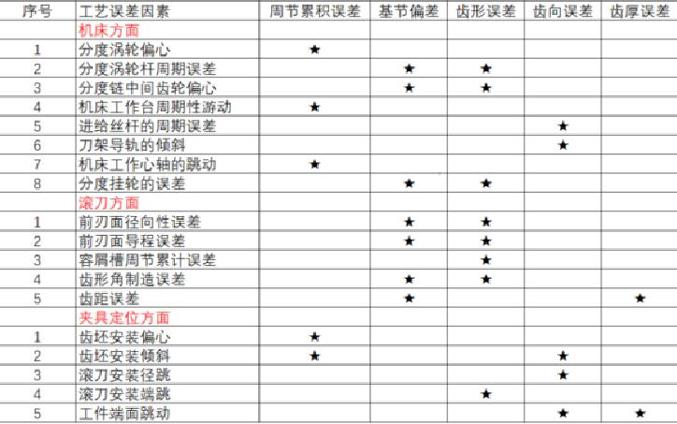
从基节计算公式 可知影响基节的有两大因素即周节和压力角(俗称齿距、齿形),故对齿轮的这两个项目应严格控制,确保符合图纸精度要求,而影响齿距、齿形质量的主要因素有机床、刀具、夹具等,因此需要对以上三点要素进行分析
1)滚齿机精度主要由工作台导轨精度、分度涡轮副精度、刀架导轨精度、差动机构误差等因素保证。滚齿机精度不够,将引起齿轮共法线超差、齿面光洁度差及齿形误差,导致啮合不平稳,产生噪音
2)齿轮精度主要由齿形、齿线、齿距保证,而滚刀主要影响齿轮的齿形误差(压力角)及齿距偏差
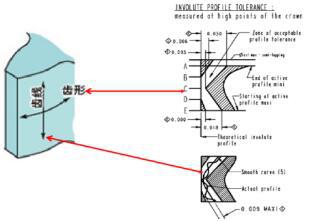
3)夹具精度包含滚刀装夹的跳动误差及齿轮安装心轴的跳动,其中滚刀的端面跳动影响齿轮的齿形精度,径向跳动影响齿轮的齿线精度(图一);齿轮的安装心轴跳动影响齿轮的齿距偏差
根据以上影响基节因素总结分析对比如下表一
2、零件存在的问题
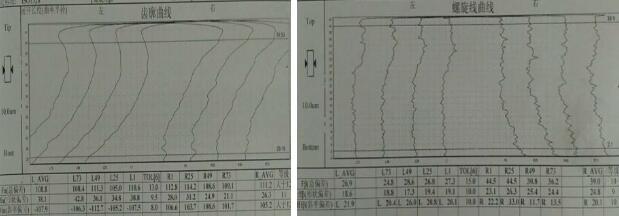
通过拆解故障减速器进行齿形、齿向分析,判定异常噪音主要是由于动力输入端主动齿轮的齿形偏差造成。故障减速器齿轮的齿形、齿向精度误差如图二、三所示。
根据齿轮精度分析,啮合噪音主要是齿形异常导致的,根据表一分析得出齿形误差可能是由于机床分度蜗杆周期误差、分度链中间齿轮偏心、分度挂轮误差;滚刀前刃面径向性误差、容屑槽周节累积误差、前刃面导程误差、齿形角制造误差;滚刀安装断跳引起的。同时,考虑到齿轮受载时实际齿形与理论齿形将会产生误差,也会增加啮入、啮出冲击,产生噪音
3、降噪的优化措施
a)采用高精度数控滚齿机代替传统的机械传动式滚齿机。主要是数控滚齿机以电子齿轮箱代替传统滚齿机的各种交换挂轮,传动刚性好、精度高,操作调整简单方便,其主要目的是避免由于挂轮更换、机床刚性等问题影响齿轮加工精度。现代数控滚齿机可以采用CNC数控编程来设定齿轮的加工参数,消除传统的滚齿机过于依赖操作员工技能的风险,操作简单方便。同时,现代数控滚齿机由于传动刚性好、自动化程度高,能够更加有效的提高的齿轮的加工精度及效率
b)严格控制滚刀精度要求。滚刀采购时应采用A或AA精度的滚刀,加工齿数较多的齿轮时,滚刀应长些,否则滚刀易磨损,若用较短的滚刀则应增加切削锥,以减轻负荷。滚刀加工过程中应实时监控滚刀的磨损情况,符合以下情况之一者,刀具必须停止使用,对前刃面进行刃磨:
(1)当滾刀刃部最大磨损量Δ达到下表值;
(2)滾出工件齿形不合格;
(3)滾出工件齿面质量差,有拉毛、啃齿等现众;
(4)加工时发出“吱吱”等异常声音;
(5)滾出工件啮合不良;
(6)滾齿机异常震动;
(7)其他影响滾齿质量、效率的情况。
滚刀重磨后其前角应满足下列三方面的要求
(1)容屑槽周节的最大累积误差应控制在一定范围内。滚刀容屑槽圆周齿距不等分,将会造成周节和齿厚的变化,最终会影响齿形误差。
(2)容屑槽导程误差应控制在一定范围内。滚刀前刀面的导程误差,将引起刀齿在滚刀长度方向逐渐偏离基本蜗杆表面,使滚刀的外径、中径形成锥度,造成加工齿形不对称。滚刀前角误差,也将引起齿形不对称。
(3)滚刀前刀面径向性误差应控制在一定范围内前刀面的径向误差会减小或增大刀齿的齿形角,还会导致齿形不对称
c) 產品安装过程采用液压胀套或者带有锥度的心轴固定,严格控制安装产品后的心轴跳动;滚刀由杆式改为孔式,同时在滚齿机上安装滚刀时严格控制滚刀的端面跳动及径向跳控制;减少滚刀及产品在装夹过程中的同轴度偏差。
d) 齿顶修缘,在齿顶附近对齿廓形状进行有意识的修磨,即在齿顶处增加倒角。理论和实践都证明,实际啮合过程中齿形对噪音的影响因素最大,当齿顶具有较大的正偏差时,将会产生刺耳的尖叫声。因为齿轮啮合时齿面会发生负载变形和齿轮本身齿形误差和齿距误差叠加,将导致齿轮啮合时的瞬时冲击,产生噪音、冲击等现象。因此,为了减少齿轮在啮合时由于齿顶凸出而造成的啮合冲击,使齿轮均匀而圆滑地传动,将齿顶的干涉部分切除即修缘。修缘是减少因基节误差而产生噪音、冲击等现象的一个有效办法,这也是现代大部份重要齿轮都是设计成带修缘的主要原因。
4、降噪问题的结果
采用上述措施能消除啮合噪音问题,提高齿轮传动输出扭矩。同时,还能提高零件的加工效率,以下主要就对其优化后的效果进行分析:a) 性能测试阶段啮合声音降低了20%,满足了客户的需求b) 啮合噪音的消除,减少了传动过程的效率损耗,从而增加了齿轮传动输出扭矩c)完成设备及加工技术优化后,生产周期能得以缩短,从而使得其加工时间及费用只有原来的70%,这样就有效提升了生产经营效率,并大大缩短了生产周期;
5、结语
齿轮的噪音有很多影响因素,经实践证明,从加工设备至工艺的优化可以很大程度的消除齿轮噪音的影响,改进措施的实施能获得非常显著的效果
