重整预加氢装置脱硅保护剂的应用
2018-07-21时宝琦
时宝琦
(中国石油化工股份有限公司天津分公司,天津 300271)
中国石油化工股份有限公司天津分公司(以下简称天津分公司)0.8 Mt/a连续重整装置于2000年6月建成投产,采用全馏分石脑油和重石脑油作为原料,产出重整产品作为下游芳烃联合装置的原料。加氢部分处理能力为0.5 Mt/a,采用先分馏后加氢工艺设计;重整部分采用超低压重整技术,设计反应压力为0.35 MPa,目前使用中国石油化工股份有限公司石油化工科学研究院(以下简称石科院)研制的PS-Ⅶ重整催化剂;催化剂再生部分采用UOP第三代CycleMax连续再生工艺,催化剂再生能力为681 kg/h。装置投产后保持满负荷运行,加氢装置由于原料组分变化较大出现床层压降上涨和硅含量超标等问题,对装置长周期稳定运行造成一定影响。
1 装置出现的问题
连续重整装置配套的500 kt/a预加氢装置于2012年8月停工检修并更换了15 t的RS-1(s)催化剂。RS-1(s)催化剂由石科院研制开发、中国石化催化剂有限公司长岭分公司(以下简称催化剂长岭分公司)生产。自开工以来装置运行正常,加工负荷为设计量的78%,催化剂的加氢性能良好。
2015年2月天津分公司0.8 Mt/a重整装置催化剂出现持氯性能下降,同时还伴随着预加氢反应器床层压降快速升高。针对出现的情况,对加氢反应器进行了“撇头”处理,并将卸出的加氢催化剂和重整催化剂样品送至中国石油化工股份有限公司北京石油化工研究院进行分析。经过分析,发现卸出的加氢催化剂硅质量分数达到7%~10%,属于严重硅中毒,且上下部硅质量分数相差不大,证明硅元素已经穿透催化剂床层(见表1)。对重整催化剂进行分析,重整催化硅质量分数达到13%,大幅超过技术协议要求。由于企业本身没有石脑油硅含量分析的仪器及方法,将现有原料外委分析,经过分析确定硅主要来源于外购的石脑油,硅质量分数为6.2 μg/g。
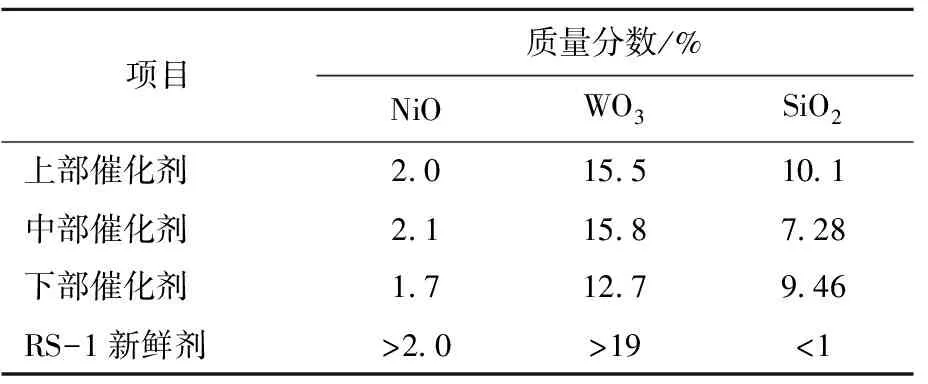
表1 催化剂主要指标分析
研究表明硅在重整催化剂表面沉积后,一方面覆盖了催化剂表面活性中心;另一方面堵塞催化剂孔道,降低催化剂的孔容和比表面积,使催化剂的活性大幅度降低并且沉积的硅无法通过烧焦再生的方法除去。由于重整催化剂硅含量较高已经开始影响装置平稳运行,因此要求重整进料硅含量小于0.1 μg/g。
2 解决方案
由于天津分公司需要长期外购石脑油进行加工,外购油属于高硅含量的石脑油,针对目前及今后加工原料油的情况,石科院与天津分公司化工部技术处人员进行沟通后,针对该装置加工原料的特殊性,提出3个阶段的解决方案:短期过渡方案自2015年4月24日至5月底,尽快解决当前重整原料硅含量超标状况,保证装置运转至2015年5月加氢换剂;中期运转优化装填方案自2015年5月底加氢换剂后至2016年9月装置停工检修;长期运转方案为2016年9月装置停工改造过程中增加正式脱硅反应器。
2.1 过渡方案
为了保证2015年5月底预加氢停工前,预加氢装置精制油中的硅质量分数满足重整进料的要求(<0.1 μg/g),将预加氢装置反应器后串联的脱氯罐切出卸出脱氯剂,其装填方式见图1,装填部分RSi-1脱硅剂来满足5月底停工前对重整进料要求。
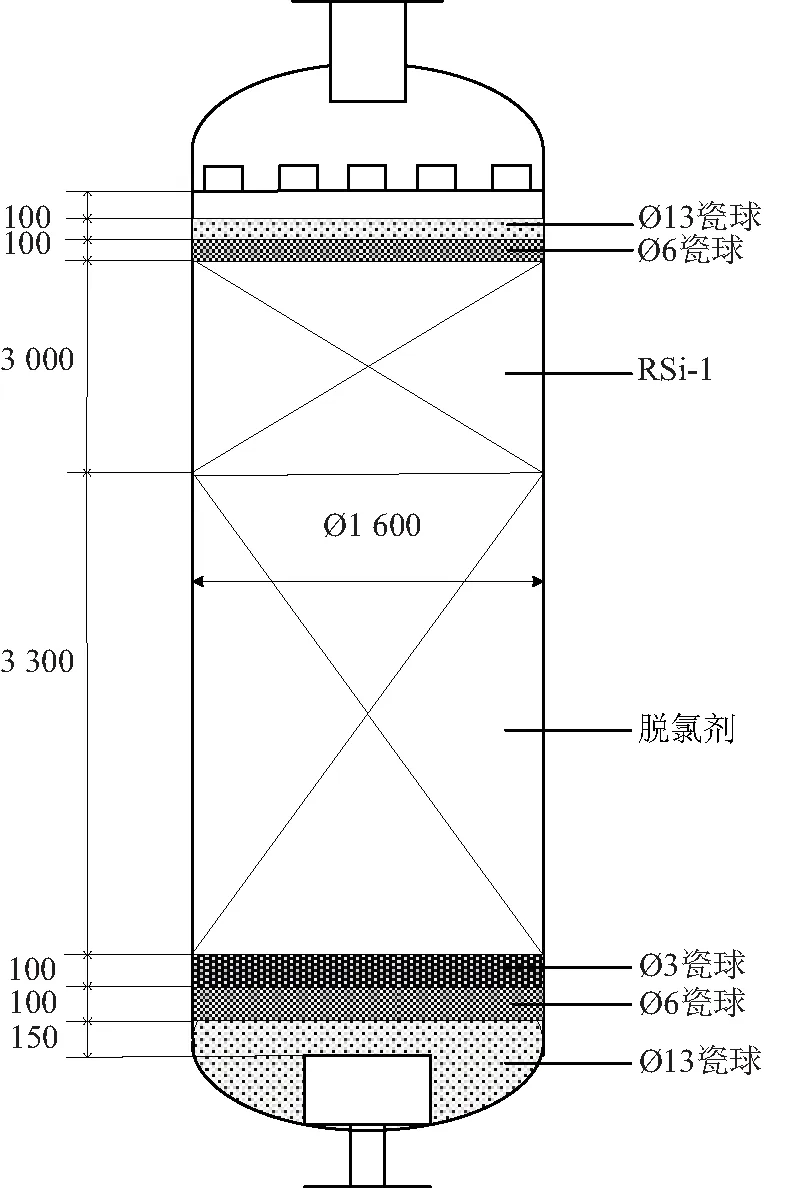
图1 脱氯罐中脱硅剂装填示意
2.2 中期期运转优化装填方案
为了在较长周期内满足对重整进料的要求,保证2016年9月前停工检修前重整进料合格,中期方案在2015年5月加氢反应系统换剂过程中实施,对预加氢反应系统进行优化级配装填。结合天津分公司预加氢装置装填量和原料情况,级配装填方案如下:加氢精制反应器可供装填的体积为12.92 m3,反应器后串联的脱氯罐为12.64 m3。要满足预加氢反应系统的加氢精制性能,RS-1加氢催化剂空速不可以超过7 h-1,根据装置加工量及常规原料油性质计算需要装填RS-1催化剂为11.55 m3。若按照目前脱氯罐中脱硅剂及脱氯剂不改变的基础上,主反应器中仅剩余1.37 m3来进行装填脱硅剂。此工况下,脱硅剂的空速达到了60 h-1,在此超高空速下,很难保证脱硅效果,若控制预加氢进料硅质量分数不超过1 μg/g,脱硅剂失效时长仅有3个月。尽管后续脱氯罐中已经装填的脱硅剂可以保证重整进料对硅含量的要求,但是进料中的硅会造成RS-1加氢催化剂中毒,从而影响其活性。在目前的情况下,若控制预加氢进料硅质量分数不超过1 μg/g,运行周期16个月,需要装填RSi-1脱硅剂6.9 m3;若控制预加氢进料硅质量分数不超过2 μg/g,运行周期16个月,需要装填RSi-1脱硅剂14.0 m3。由于反应器体积是有限的,为了满足加氢精制的性能需要,需将部分RS-1催化剂装填于脱氯罐中。按照常规脱氯剂的性能指标计算大约需要装填7.1 m3的脱氯剂,余下的空间用于装填RS-1催化剂,同时要求控制预加氢进料硅质量分数不超过1 μg/g。
按照上述分析及装置现有反应器情况,石科院推荐的装填方案为:加氢精制反应器上部装填6.9 m3的RSi-1脱硅剂,下部装填6.02 m3的RS-1催化剂,脱氯罐上部装填5.53 m3的RS-1催化剂,下部装填7.1 m3的脱氯剂。
2.3 长期解决方案
长期解决方案为2016年9月利用检修改造机会在加氢反应器前增加装填14 m3脱硅保护反应器,彻底解决硅含量超标问题,同时将加氢反应器床层压降转移到脱硅反应器上,实现加氢反应系统运转周期达到4年以上。
3 投用后运行效果
2015年4月25日装填部分脱硅剂的加氢脱氯罐R-102升温预热,4月25日串入系统。在脱氯罐升温投用过程中,装置平稳,无飞温和大幅波动现象。RSi-1脱硅剂属于氧化态催化剂,正常操作工艺流程需要连同预加氢精制催化剂进行干燥及硫化来达到其最佳的脱硅效果。因为本装置无法进行停工操作,所以取消RSi-1脱硅剂的干燥及硫化过程,通过反应物流中进行热油干燥及通过循环氢中的硫化氢进行缓慢硫化。投用后按照脱硅剂技术协议,加氢装置进行了72 h标定,标定期间加氢产品各项杂质指标合格,硅质量分数降至0.1 μg/g以下(见表2)。

表2 脱硅剂首次使用标定数据
2015年5月预加氢装置更换催化剂按照中期运行方案,对预加氢装置反应器和后面串联的脱氯罐进行级配装填RSi-1脱硅剂,以满足停工检修前重整进料要求。根据原料硅质量分数和使用周期计算最终确定,加氢反应器上部装填石科院RSi-1脱硅保护剂3 t,下部装填加氢RS-1催化剂6 t;加氢脱氯罐上部装填RS-1加氢催化剂6 t,下部装填西安元创化工科技股份有限公司生产的T-408型脱氯剂5.6 t。级配装填投用后装置稳定运行至2016年9月检修前,重整进料中硅质量分数保持0.1 μg/g以下。
2016年9月检修改造后脱硅保护反应器投入运行,装填RSi-1脱硅保护剂7 t。检修改造后由于系统内杂质较多投用后至2017年4月保护罐压降由0.1 MPa增长至0.3 MPa,加氢反应器压降一直保持0。2017年5月加氢脱硅保护罐在线切出更换部分了脱硅剂,投用后床层压降降至0.02 MPa,2016年投用后至2018年3月加氢催化剂床层压降一直保持0。加氢脱硅保护罐投用后将原来应该产生在加氢反应器上压降转移到保护罐上,通过保护罐实现在线更换消除系统压降,起到明显保护作用。
4 结论
(1)加氢装置原料杂质含量较多,尤其在使用外购原料时,一些新杂质不在原料检验计划内,仅依靠加氢催化剂无法完全除去系统内杂质,造成下游重整装置催化剂中毒。
(2)石科院RSi-1脱硅剂能够有效除去原料硅杂质并且能够分担一部分加氢催化剂功能达到延长催化剂使用寿命目的,在使用过程中达到了技术协议指标。
(3)加氢反应系统床层压降上涨是加氢装置的常见问题,在加氢反应器前增加脱硅保护罐后,可以将系统压降转移到保护罐。通过保护罐切入和切出实现了在线降低加氢反应整体压降目的,避免定期“撇头操”作影响装置正常运行,从而保证装置长周期运行。保护罐还可以根据原料情况,装填不同保护剂来适应多种生产条件。
