熔盐电化学处理多氯联苯的技术研究
2018-07-13,,,,
, ,,,
(长江科学院 农业水利研究所,武汉 430010)
1 研究背景
多氯联苯PCBs是《关于持久性有机污染物的斯德哥尔摩公约》(简称《斯德哥尔摩公约》)的首批受控物质,在常温下是不溶于水、比水重的有机液体。由于多氯联苯对脂肪具有很强的亲和能力,容易在生物体脂肪层和脏器内累积,很容易由食物链的富集作用进入人体,严重影响人体健康[1]。多氯联苯属于致癌物质,容易造成脑部、皮肤及内脏疾病,同时会影响神经、生殖及免疫系统。它的难降解性、生物毒性、远距离迁移性等特点使之成为最具代表性、最难处置的危险废物之一[2]。
多氯联苯主要作为电容器介质以及用于油漆配剂和涂料添加剂等,是呈无色或浅黄色的油状物[3]。我国多氯联苯的生产从1965年开始,到1974年被禁止,主要用于电力变压器和电容器,使用类型主要分为3种:封闭式使用(应用于电力电容器和变压器)、半封闭式使用(导热油、液压油、真空泵、电器开关、稳压器和液体绝缘电缆等)和开放式使用(润滑油、表面涂料和添加剂等)。目前,绝大部分多氯联苯电容器已报废并收集存放,封存点分散在全国各地。由于长时间存放,封存起来的电容器外壳可能发生腐蚀,引起多氯联苯的泄漏,造成极大的生态和健康风险[4]。
1991年,原国家环保局等发布《防止含多氯联苯电力装置及其废物污染环境的规定》,要求各级电力部门必须对PCBs电力装置进行集中封存、管理,还对多氯联苯的申报、转移、运输、进口、处理处置、封存、库存等提出了具体要求。中国还制定了其他针对PCBs的专项部门规章和标准:1990年发布的《关于加强对废多氯联苯电力电容器管理的通知》,要求严禁经销和拆解下线的含PCBs电力电容器;1991年实施的《含多氯联苯废物污染控制标准》(GB 13015—1991),对多氯联苯废物污染控制标准值以及含多氯联苯废物的处置方法进行了规定,标准明确对含PCBs电力装置集中封存期限不得超过20 a。但是,由于国内废弃的多氯联苯电力装置封存量大,且缺乏相应的安全、高效、清洁的多氯联苯废物处置技术,废弃PCBs电力装置的处置进展缓慢[5]。
国内对于多氯联苯危废的处理方法主要包括封存法、焚烧法2种[6]。国外还探索了加氢脱氯技术、气相化学还原技术、碱金属还原技术、碱催化脱氯技术、氯解法、高温熔盐脱氯法等方法,但是在我国都没有得到推广和应用[7]。封存法是将废弃的电容器集中存放,是权宜之计,随着时间的增加,封存点的环境风险也随之增加,不能从根本上解决污染问题[8]。焚烧法是GB 13015—1991推荐的高浓度的PCBs液体处理技术。我国正式加入《斯德哥尔摩公约》之后的第一个履约示范项目——中国多氯联苯(PCBs)管理与处置示范项目,也是采用了焚烧技术。该焚烧工艺采用回转窑接二燃室组成的热解气化焚烧炉,PCBs在回转窑中热解、气化,含PCBs气体在二燃室高温气氛下充分裂解焚烧,处理效率可以达到99.99%。但是,该示范项目的技术缺点也非常明显:焚烧设备复杂,价格昂贵,处理成本较高;二燃室烟气焚烧温度控制在1 200 ℃以上,且焚烧的烟气为高含氯烟气,焚烧过程中还会容易产生二噁英等二次污染,污染限制条件较多[9]。国外在高浓度PCBs的处理技术上做了很多尝试,按照技术原理来分,主要包括还原法(加氢还原脱氯法和碱金属还原法)、碱催化脱氯法和氧化分解法(氯解法、高温熔盐加氧法)3种技术体系[10]。
典型的还原脱氯方法主要包括加氢脱氯还原法和碱金属还原法[11]。加氢脱氯还原法主要包括多相催化加氢法及气相化学加氢2种形式。二者都是以氢和有机化合物的气相热化学反应为基础,在一定的条件下,反应中氢与PCBs相结合将其还原成更小、更轻的烃类和HCl。碱金属还原法主要包括聚乙二醇/钠法、萘基钠法及钠粉气相还原法3种。聚乙二醇/钠法的优点是设备简单,处理后的变压器油易于回收且不会改变其介电性质;不足之处是反应中使用碱金属钠,有一定的危险,且惰性气体氛围使操作复杂化。萘基钠法方法由美国Sunohio公司发展,该方法已获美国环保署的批准用于PCBs的处理,其主要特点是反应效率高、条件温和,但是处理前必须仔细除水,增加了操作的复杂性。钠粉气相还原法需要将PCBs在300~600 ℃温度条件下蒸发、分解,会产生废气和废液,对系统的操作条件要求比较苛刻。在以上的还原脱氯方法中,气相化学加氢法由加拿大ELI公司开发,已经实现工业化,但是该技术尚未在国内引进,主要是考虑到高温加氢反应的安全风险较高。
碱催化脱氯技术(base catalyzed dechlorination)是在300 ℃左右,利用催化剂的作用,使氢氧化钠产生高活性的氢原子,打开高能化学键使化合物脱氯、分解[12]。对于该方法,日本报道了一个规模工厂用于国内PCBs的处理,但是技术细节,特别是处理效率、操作条件和催化剂材料等详细参数并没有公开。由于碱催化脱氯技术还是利用活性氢来实现脱氯,因此,严格来说,碱催化脱氯技术还是一种加氢还原脱氯技术。
PCBs的氧化分解技术,除了焚烧方法之外,报道的方法主要有氯解法和高温熔盐加氧法[13]。氯分解法的过程是:在高温高压条件下,在干燥过的PCBs中通入过量的氯气,使PCBs转化成四氯化碳和氯化氢。反应产物分离出四氯化碳后送回反应器进一步氯解至完全反应。根据报道,氯解法已经工业化,能连续处理PCBs,没有剧毒物产生,但是高压条件的反应条件比较苛刻,设备昂贵,操作复杂,且高压氯气不仅价格高,且存在较大的安全风险。熔盐加氧氧化技术尚处于试验探索阶段,该技术是在氧过量条件下,将PCBs液体加入到500~700 ℃的碱性熔融盐中,对PCBs进行氧化分解。目前,该技术主要由日本的东北大学开发,还处于实验室研究阶段。
本研究提出了采用碱性熔盐电化学方法处理PCBs的研究思路:在碱性熔盐中,通过电解熔盐原位产生氧气和碱性金属,在阴极区和阳极区同时产生碱金属(例如钠、锂)和原位氧气,通过碱金属和原位氧气的还原脱氯和加氧氧化分解过程,彻底分解PCBs分子。
系统的反应原理如下(以KOH为例)。
熔盐电解过程:
(1)
阴极钾还原过程:
C12H7Cl3+K+KOH→KCl+C12H7+K2O。
(2)
阳极氧氧化过程:
C12H7Cl3+O2+KOH→KCl+CO2+H2O。
(3)
由于同时具有分区的还原和氧化处理过程,因此,这个方法的处理效率是有保证的;其次,该过程并不需要在体系中额外加入氧化剂和还原剂,而是通过电解的方式原位产生氧化剂和还原剂,并通过碱性高温熔盐(主要为NaOH、KOH以及钠钾锂的碳酸盐等)作为反应介质促进分解反应的发生。本文通过对载气流速、油浴温度、熔盐体系、电解电压、反应温度等工艺参数进行优化,探索最佳的工艺条件,为PCBs的治理提供新的途径。
2 试验方法
2.1 试验装置
分析纯NaOH和KOH以摩尔比0.515∶0.485(最低共熔点配比)称量总质量约400~500 g,同时也按比例分别配置具有最低共熔点的NaOH和LiOH,Na2CO3,NaCl等混合盐,混合盐倒入直径为10 cm、长度为15 cm的石墨坩埚,坩埚套置于不锈钢反应器内,不锈钢反应器则放入保温炉内进行升温控温。反应温度范围为200~800 ℃,升温速率为5 ℃/min。电解过程采用两电极电解系统。双层泡沫镍作为电解用阳极,尺寸为2 cm×8 cm,螺旋铜丝作为电解用阴极,直径为2 mm,长度为20 cm。电极均由直径为2 mm的Mo丝在上端牵引,并通过聚四氟乙烯套固定密封在不锈钢反应器盖上,Mo丝部分伸出反应器盖作为电子导体。多氯联苯气体发生装置采用氩气负载的沸腾蒸发方式,将150 mL分析纯多氯联苯倒入250 mL容量的吸收瓶内,吸收瓶塞通过凡士林封口并用胶带缠绕保证密封性。吸收瓶置于恒温油浴加热器内升温保温,温度范围为150~200 ℃。吸收瓶进气为高纯氩气,气体流速为10~40 L/h,出气接入反应器内。反应器进气采用直径为0.45 cm、长度为20 cm的铜管,进气铜管可伸入至熔盐底部,出气也为相同的型号的铜管,出气铜管底部与反应器盖齐平,上端接入150 mL的乙醇吸收瓶。反应器盖设置有防爆口和循环冷却水,当内部气体压力过大时,防爆口亚力塞自动打开漏气。
2.2 电解试验
电解试验将采用单因素法考察载气流速、油浴温度、熔盐温度、电解电压、工作时间、熔盐组分、预电解过程等因素对PCBs降解效率的影响。电解过程中载气流速为10~40 L/h,油浴温度为150~200 ℃,电解电压为1.7~2.3 V,熔盐温度为250~450 ℃,电解时间为0~15 h,熔盐组分以碱盐为主。多氯联苯的收集在乙醇吸收瓶中,通过高效液相色谱检测(检测限可达10-6级),并根据标准曲线进行计算。
3 结果与分析
3.1 载气流速对PCBs处理效率的影响
在气体发生装置中,载气流速和加热温度决定有机物蒸汽进入反应器的速度。因此,进入反应器内的PCBs会随着载气流速的改变而变化。试验中选取了4个不同的载气流速,分别为10,20,30,40 L/h。空白试验用来检测不同载气流速下进入熔盐中的PCBs含量。将PCBs溶液油浴温度升至150 ℃,熔盐温度升至250 ℃。接入不同流速的载气(氩气),系统保持2 h以达到稳定状态,此时用乙醇吸收液吸收出气中的PCBs,收集时间为10 min。经过高效液相色谱检测,得到空白组试验结果,即PCBs在不同载气流速下的进样浓度。待系统进样稳定后,开始电解,电解电压为2.0 V。持续电解2 h,待系统再一次稳定后,开始收集出气中的PCBs。得到PCBs剩余浓度,计算后得到PCBs在不同载气流速下的处理效率。试验结果如图1所示。

图1 不同载气流速下PCBs的进样浓度、剩余浓度和 处理效率
由图1可知,随着载气流速的提高,PCBs的进样浓度也相应增加,载气流速从10 L/h提高至40 L/h,PCBs进样浓度也从36.44 mg/h增加至201.61 mg/h。载气流速与PCBs的进样浓度呈正比关系。因此,试验中可以通过调节载气流速控制PCBs进入熔盐的浓度。在电解作用下,不同载气流速下的PCBs都得到一定程度的处理,剩余的PCBs浓度与初始进样浓度相比明显下降。10 L/h载气条件下,PCBs的浓度从电解前的36.44 mg/h下降至1.46 mg/h;40 L/h载气条件下,PCBs的浓度从电解前的201.61 mg/h下降至64.52 mg/h。但值得注意的是,随着PCBs进样浓度的提高,PCBs处理效率有所下降。在10 L/h的载气流速的情况下,处理效率达到了96%。而当载气流速分别提高至20,30,40 L/h时,PCBs的去除效率分别下降至89%,80%,68%。产生这个现象的原因主要有2方面:一方面是PCBs进样浓度的提高导致部分PCBs还没有来得及反应就逃逸出熔盐;另一方面是载气流速提高导致PCBs在熔盐中的停留时间缩短,从而缩短了PCBs在熔盐中的反应时间。试验结果表明,低流速载气虽然降低了PCBs的进样浓度,但PCBs的处理效率可以得到提高。因此,在综合处理效率和处理能力的平衡时,载气流速应<20 L/h。因此,后续试验中,除特别指出外都采用20 L/h的载气流速。
3.2 油浴温度对PCBs处理效率的影响
温度会影响PCBs蒸汽进入熔盐浓度。在选取的油浴温度(150~200 ℃)范围内,PCBs的蒸汽量会有不同,从而导致进入反应器的PCBs浓度有所不同。试验过程采用的熔盐温度和电解过程与上一部分相同,载气流速为20 L/h,不同油浴温度条件下,PCBs的进样浓度、剩余浓度和处理效率如图2所示。

图2 不同油浴温度下PCBs的进样浓度、剩余浓度和 处理效率
由图2可知,PCBs的进样浓度受油浴温度的影响比较明显,150 ℃时进样浓度为82.14 mg/h,而200 ℃时进样浓度为434.34 mg/h。在温度较低时,PCBs的进样浓度也较低,而当温度提升时,PCBs的进样浓度也得到提升。由于PCBs进样浓度的差异,在不同油浴温度下的PCBs处理效率也明显不同,从150 ℃的89%降至200 ℃的50%。这表明过高的PCBs进样浓度超过了熔盐电解的处理能力,大量的PCBs还未来得及反应就已经逃逸出熔盐,使得PCBs处理不充分,处理效率低下。因此,在后续试验中,除特别说明外油浴温度都控制在150 ℃。
3.3 反应温度对PCBs处理效率的影响
在化学反应中,温度是影响反应快慢的重要因素。熔盐的温度范围可以广泛调控,因此熔盐非常适于用来考察温度对反应的影响。NaOH和KOH的最低共熔点为170 ℃,为考察不同的反应温度对PCBs在熔盐系统的反应动力学速度的影响,试验选取250,350,450 ℃的熔盐温度进行电解反应,研究不同反应温度对PCBs处理效率的影响。PCBs的进样方式一致,进样浓度相同,试验结果如图3所示。
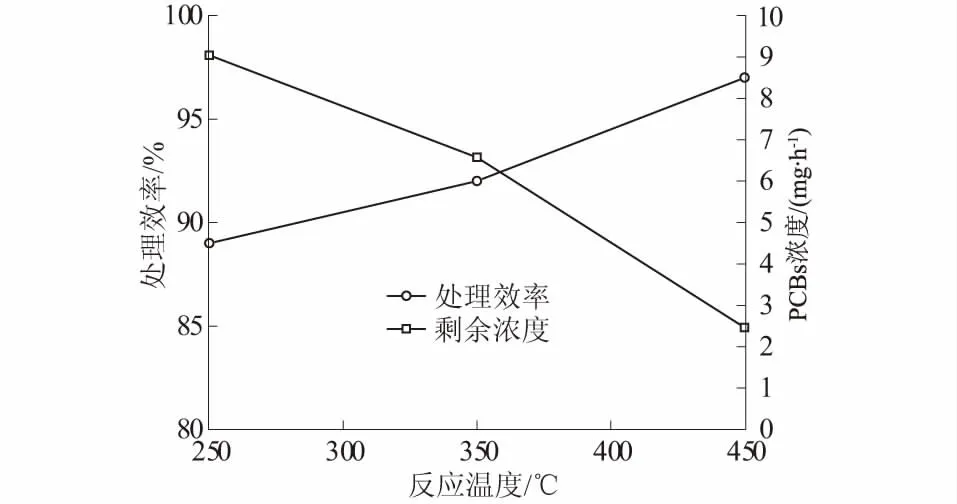
图3 不同反应温度下PCBs的剩余浓度和处理效率
由图3可知,在所有的温度范围内,PCBs都能够得到高效的处理。而提高反应温度可以进一步加速PCBs在熔盐中的反应动力学过程,这也符合一般的反应规律。在温度达到450 ℃时,PCBs处理效率达到了97%,比250 ℃时提高了8个百分点。但是反应温度的提高会带来一些其他的负面影响,如增加了处理成本和电极耐高温腐蚀性能需要提高等。因此,后续试验中温度都控制在250 ℃,以降低运行成本和工艺难度。
3.4 电解电压对PCBs处理效率的影响
不同电解电压下NaOH和KOH的金属Na、K以及氧气等的析出量会有不同,同时PCBs在电极上直接反应的驱动力也会有所不同。因此,为考察电解电压对PCBs处理效率的影响,试验分别选取了1.7,2.0,2.3 V 3个电解电压分别进行电解,试验结果如图4所示。

图4 不同电解电压下PCBs的剩余浓度和处理效率
由图4可以看出,电解电压对PCBs的处理效率影响比较明显。在低电解电压下,PCBs的处理效率仅有76%,而在高电解电压下,PCBs的处理效率达到了98%。考虑到IR降的影响,1.7 V的电压较接近NaOH和KOH熔盐的最低分解电压,此时,熔盐分解较为缓慢,产生的降解PCBs的活性物质较少,这导致PCBs的处理效率低。而当电压提高到2.3 V时,此时熔盐分解快速,大量的活性物质产生并与PCBs反应,从而提高了PCBs的去除效率。同时,增加的电压可能也进一步驱动了PCBs在电极上的直接反应,使得PCBs处理效率进一步上升。
3.5 工作时间对PCBs处理效率的影响
为考察处理系统的稳定性,试验过程连续进行了15 h,并检测PCBs的处理效率,试验结果如图5所示。由图5可知,PCBs的处理效率随着系统工作时间的延长略有下降,从2 h的89%下降至15 h的83%,但总体上保持稳定,15 h后仅下降了6个百分点。这表明电极在处理过程中保持了较好的耐蚀性能,保证了系统的连续运行能力。

图5 不同工作时间下PCBs的剩余浓度和处理效率
3.6 不同熔盐体系对PCBs处理效率的影响
NaOH是一种较为廉价的熔盐,在达到分解电压下的电解过程中会产生碱金属、氢气以及氧气。为增加熔盐的种类选择,在以NaOH为基本盐的条件下,配比不同的混合盐,可以起到调节熔盐组分和反应温度的效果。试验中,除了选取KOH作为NaOH的混合盐以外,还选取了LiOH、NaCl和Na2CO3等盐作为混合盐组分,并分别测试了它们在最低共熔点附近温度处理PCBs的效果。结果如图6所示。
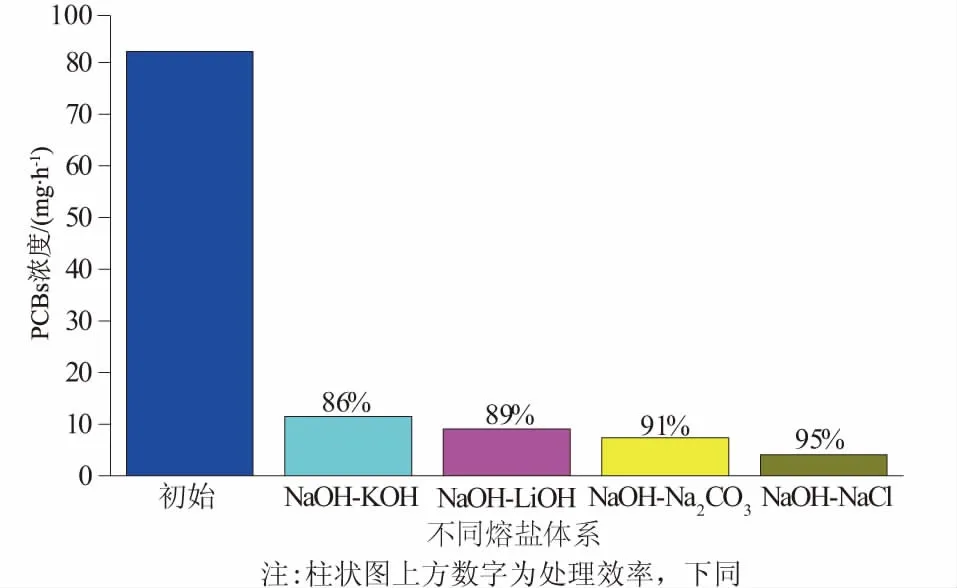
图6 不同熔盐体系下PCBs的剩余浓度和处理效率
由图6可以看出,以NaOH为主的不同组分的熔盐均有较好地去除PCBs的效果,表明采用碱性熔盐电化学法处理PCBs具有较好的普适性,能针对不同情况甄选合适的熔盐体系。由于不同组分的熔盐最低共熔温度不一致,由此引起的反应温度的差异也导致了PCBs去除效率的变化,上述4种熔盐温度分别为200,250,300,400 ℃。可以看到,随着熔盐温度的提高,PCBs的去除效率也得到提高,这与之前试验中提高相同熔盐温度可促进PCBs处理效果的结果相同,而这也说明了以强碱盐为基础的不同熔盐组分对PCBs在熔盐中的脱氯行为没有太大的影响,这使得熔盐的选择性变得更加广泛。
3.7 预电解对PCBs去除效率的影响
在电解反应的初始阶段,活性物质的产生是一个缓慢持续的过程,因此,在活性物质还没有充分形成的情况下,PCBs的处理效果会比较差。活性物质在PCBs持续通入的过程中被消耗,这导致即使电解过程持续一段较长时间也难以积累较充分的活性物质,以至于后期的去除效率难以达到非常高。针对这一缺点,本研究提出先电解后处理的过程,即预先电解使熔盐分解产生较充分的活性物质,再通入PCBs与活性物质反应,后期的电解持续不断地补充消耗掉的活性物质,使活性物质一直保持在充分状态。试验中,采取了先电解1 h,再处理PCBs的方法,结果如图7所示。

图7 预电解条件下PCBs的剩余浓度和处理效率
由图7可知,相对于没有预先电解的处理方法,预先电解1 h很大地提高了PCBs的处理效率,处理效率均能达到99%以上,基本上处理了所有的PCBs。这说明预先电解产生的活性物质与PCBs充分反应,使得熔盐中没有反应死角形成。
4 结 论
本研究采用碱性熔盐电化学方法处理PCBs。试验结果表明,采用该方法,PCBs成功地在NaOH和KOH等熔盐中得到处理。通过分析载气流速、油浴温度、反应温度、电解电压、工作时间、熔盐体系和预电解等对PCBs去除效率的影响,得到优化的PCBs处理试验参数。载气流速和油浴温度的提高会增加PCBs进样浓度,导致PCBs处理效率下降。反应温度和电解电压的升高会加快反应动力学过程和增加熔盐中活性物质的量,从而提高PCBs的处理效果。连续15 h的处理过程中,系统的稳定性得到基本保持,PCBs处理效率略有下降。不同的熔盐组分对于脱氯效果的影响不大,这使得熔盐的选择更加广泛。预先电解1 h使熔盐中充满活性物质,使熔盐中不存在反应死角,显著提高PCBs的处理效率至99%以上。试验结果表明该方法具有处理PCBs的优良能力,这为后期进一步扩大试验提供了有力的支持。
