钢-铝热致搅拌摩擦点焊工艺研究
2018-07-11崔琪睿
胥 锴,崔 强,崔琪睿
(1.安徽机电职业技术学院 机械工程系,安徽 芜湖 241000;2.西北工业大学 理学院,陕西 西安 710072)
汽车轻量化主要是通过采用高比强度、高比刚度的新型材料制造车身、底盘和动力系统来实现的。目前,用于制造轻量化汽车的新材料主要包括高强度钢、铝合金、镁合金和复合材料等。钢-铝复合结构能充分发挥这两种材料的优势,在汽车和飞机制造等领域具有良好的应用前景,但是异种金属的优质高效连接是制约制造钢-铝复合构件的最大技术瓶颈[1-5]。汽车零部件的焊接多以点焊为主,而钢-铝混合车身不能通过传统的电阻点焊完成。为此,有必要研究和开发一种新型的焊接工艺来满足钢-铝的可靠焊接的需要[6-9]。
钢-铝复合结构的车身会存在异种金属间的连接问题、接缝两边材料的匹配问题、电偶腐蚀导致的车身损坏问题及热致变形造成的不协调问题。为此,国内外一些专家、学者和技术人员进行了相关的研究,开发了钢-铝焊接的一些新技术和新工艺。在本文中,我们采用热致搅拌摩擦点焊工艺对DP590钢与6061铝板进行了焊接实验,通过扫描电镜与拉伸试验研究了焊接头的微观组织和力学性能,为异种金属材料特别是难焊异种金属材料间的焊接提供了有价值的参考。
1 实验材料、设备及焊接方法
实验材料为DP590钢板和6061铝板,尺寸均为150 mm×100 mm×2 mm。实验材料中所含的其他成分见表1和表2。

表1 DP590钢中的其他成分

表2 6061铝中的其他成分
焊接设备是北京赛福斯特技术有限公司制造的龙门式FSW-LM-AM16型搅拌摩擦焊机(图1),焊机的搅拌头如图2所示。
实验方法是采用搭接的连接方式,在异种材料的搅拌摩擦点焊中,较软的材料通常放置在上层,较硬的材料在下层,这样能减少搅拌头的磨损,延长搅拌头的使用寿命,提高焊接工艺的经济性。因此,我们将铝合金板材放在上面,钢板放在下面,搭接接头如图3所示。
焊接前先用砂纸分别打磨钢板和铝板的上下表面,并用酒精清洗去除氧化皮和油污,再将钢板放在下面,铝板放在上面,并用夹具将这两种实验板固定好(图4)。焊接工艺采用的是“带有退出孔的搅拌摩擦点焊”,具体的焊接过程分为三个阶段,即压入阶段、连接阶段和回撤阶段。回撤后在焊缝中心留下的是典型的退出“匙孔”。
焊接实验的条件如下:搅拌头的转速为1 000 r/min,扎入深度为0.2 mm,搅拌头停留时间为90 s,焊接压力为0.2 MPa。

图1 搅拌摩擦点焊设备

图2 搅拌头

图3 焊接形式

图4 夹具
2 实验结果与分析
下面我们研究焊接头的成形效果、微观组织及其力学性能。
2.1 接头的成形效果
图5是上述条件下冷却空气流量为20 L/min时的焊接接头形貌特征。这时的摩擦发热量较大,温度较高。由于钢板和铝板都固定在平台上,传热效率很高,这会导致搅拌头的温度高于母材钢的温度,使钢-铝发生塑性流动。从图5a可以看出,焊接接头正面成形效果较好,表面光亮,退出孔较小;从图5b可以看出,焊接接头背面的焊核比较明显,没有留下焊瘤,焊接效果比较理想。
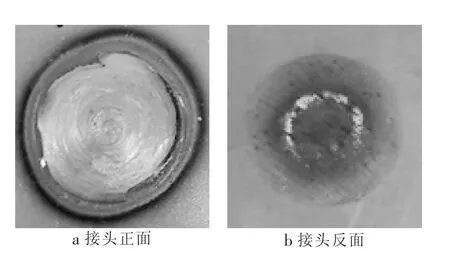
图5 焊接接头的形貌特征
2.2 搅拌区的显微组织
扫描电镜下搅拌区的显微组织如图6所示。从图6可以看出,钢-铝的焊接点经充分搅拌后已结合在一起,有较多的铝颗粒嵌入钢材料中,也有很多大小和形状不同的钢颗粒渗入铝材料中,这说明在焊接过程中搅碎的钢颗粒被搅入塑性较好的铝材料中,铝颗粒也被搅入钢材料中。
完成焊接后,铝颗粒和钢颗粒呈片层状交错分布,这是在搅拌针的作用下,铝颗粒和钢颗粒得到了充分混合。在强烈的塑性剪切作用下,这两种材料发生变形和流动,材料发生流动后显示出河流状特征[10]。

图6 接头搅拌区的显微组织
2.3 剪切断裂处的显微组织
焊接后,接头的抗剪载荷可达10.9 kN。扫描电镜提供的剪切断裂处的显微组织见图7。从图7可以看出,该显微组织的形貌特征是一个个大小不等的圆形或椭圆形韧窝。韧窝是微孔长大形成的,是微孔形核长大和聚合在断口留下的痕迹。
韧窝的形状取决于所受应力的状态,韧窝的大小和深浅取决于第二相的数量分布以及基体的塑性变形能力。若第二相数量较少且呈均匀分布,基体的塑性变形能力就强,就会形成大而深的韧窝。若基体的加工硬化能力很强,就会形成大而浅的韧窝。若微孔聚集断裂就一定会形成韧窝,而在微观形态上形成韧窝,宏观上不一定出现韧性断裂,这是因为宏观上的脆性断裂,在局部区域内可能是塑性断裂,也可能是塑性变形,但显示的都是韧窝。

图7 断裂处的显微组织
3 结论
在搅拌头的旋转速度为1 000 r/min、扎入深度为0.2 mm、停留时间为90 s及焊接压力为0.2 MPa、冷却空气流量为20 L/min的条件下,焊缝表面成形较好,表面光亮,退出孔较小,即通过搅拌摩擦点焊能获得成形较好的钢-铝异种金属焊搭接接头。
在搅拌针的作用下,搅拌区里的钢-铝产生强烈的塑性剪切变形与流动,这两种材料能充分混合在一起,呈现出河流状的流动特征。
剪切断裂显微组织的形貌特征是一个个大小不等的圆形或椭圆形韧窝,韧窝是由微孔长大形成的,是微孔形核长大和聚合在断口留下的痕迹。
