某助推器壳体旋压工艺研究
2018-07-07王晓菊王静薇李铭曦
何 芳 王晓菊 王静薇 蔺 海 李铭曦
某助推器壳体旋压工艺研究
何 芳 王晓菊 王静薇 蔺 海 李铭曦
(西安长峰机电研究所,西安 710065)
介绍了一种材料为合金结构钢30CrMnSiA的双台阶固体火箭助推器壳体强力旋压工艺方法。通过分析零件的结构特点,确定出采用正向旋压方法,设计相应的旋压毛坯和旋压工装。通过工艺试验过程检测与数据分析,确定出合理的旋压工艺流程,经过生产验证旋压工艺流程的合理性和可行性,旋出满足设计要求的产品,为同类结构壳体旋压提供技术参考。
固体火箭助推器壳体;强力旋压;工艺试验

1 引言
强力旋压是成型薄壁空心回转体金属零件的主要加工方式之一,也是一种重要的少无切削塑性成形加工方法,在航空航天行业得到了广泛的应用[1]。本文针对某固体火箭助推器壳体采用强力旋压加工,根据其结构特点,初步制定出旋压工艺方案,通过试验旋压加工工艺,确定出最佳工艺方案,旋压出满足设计要求的产品。
2 零件结构及工艺分析
2.1 零件的结构特点

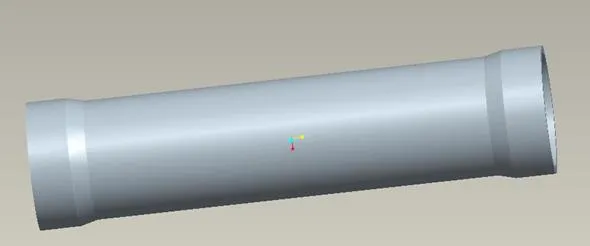
图1 壳体三维结构图
2.2 零件的可旋性分析
两端台阶旋压成型是工艺难点,台阶成形的好坏,尤其是上下坡段的旋压表面光洁度对筒体的外观质量有决定性的影响,台阶壁厚不小于6mm,台阶段与薄壁段壁厚相差4mm以上。30CrMnSiA 筒形件不进行中间半成品退火的总减薄率约为75%,一般道次减薄率为30%。考虑到材料的道次减薄率,台阶段若一次直接成形为薄壁段,理论计算的减薄率为66.67%,大大超过了30CrMnSiA钢材料的道次减薄率,台阶不可能一次旋压成型,因而薄壁段采用两道次旋压成型。三旋轮旋压过程中,旋轮压下量的匹配、过渡段角度,成为制约旋压成型零件质量的重要因素。
3 旋压工艺设计
3.1 工艺方案设计
旋压道次的确定需要考虑多方面的因素,从效率上来说,旋压道次越少越好,考虑材料的道次减薄率,旋压道次不可能太少。筒形件变薄旋压,旋压过程中遵循体积不变规律和最小阻力定律[3]。根据材料减薄率、设备旋压能力,设计出旋压毛坯的壁厚9mm。采用三道次旋压成形,第一道次将9mm的毛坯旋到6mm直筒件,第二道次旋成4mm台阶件,第三道次再将中间段从4mm厚旋成2mm的产品。
正旋与反旋相比,虽然旋压过程中旋轮要走完全部工件长度,其生产效率相对低,但所需旋压力较小,旋压产品精度较高,考虑到要精确控制台阶间距,选用正旋方法加工。
3.2 毛坯结构设计
坯料内径与芯模的间隙值应以变形金属塑流稳定为原则,针对该小直径壳体,旋压毛坯与旋压芯模的间隙取0.10mm,毛坯壁厚与工件壁厚简化为纵截面积不变的关系,即旋压前后体积相等,依据芯模结构形式设计出带托底的旋压毛坯,毛坯起旋处结构与第一个旋轮起旋型面一致,便于稳定旋压,毛坯结构如图2所示。
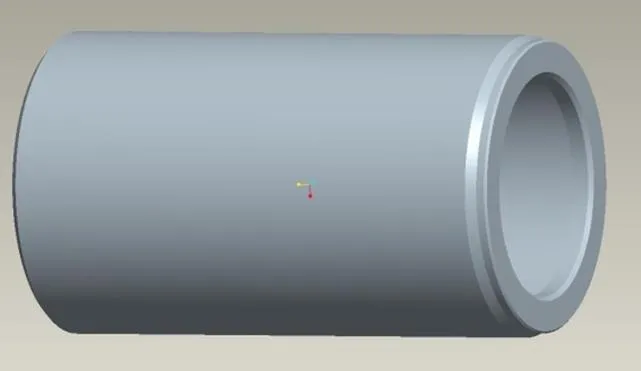
图2 毛坯结构图
4 工艺装备
旋压设备选用数控强力旋压机,三旋轮均布,旋压过程中,不但径向力可互相平衡,而且变形区由点接触变为近似环形,其在工件圆柱面上沿螺旋线纵向前进,变形条件得以改善,工件的尺寸、形状及表面质量大为提高[2]。
芯模相应地设计成正旋结构,选择尾部带凸台的形状,不仅便于毛坯装夹,也易于定位,结构如图3所示。芯模材料选模具钢CrWMn,硬度HRC58~62,旋压芯模的表面光洁度a0.8μm。

图3 芯模尾部结构图
旋轮材料选模具钢CrWMn,硬度HRC58~62,旋轮工作型面的表面光洁度a0.8μm。
错距旋压使用2个双锥旋轮和1个带修光角的台阶旋轮,同步旋压使用3个双锥旋轮,双锥旋轮结构如图4所示。

图4 双锥旋轮结构图
5 工艺试验过程及结果分析
5.1 第一组试验情况
三道次同步旋压成形,一、二道次间真空退火。由于第一道次材料减薄率较大,为了减小扩径,第一道次旋压进给率为1.8mm/r,最终旋出的筒体表面质量不好,过渡段角度基本一致但表面有起皮现象,且三道次同步旋压后的筒体两端扩孔严重,容易出现尺寸超差。
5.2 第二组试验情况
三道次全部选用错距旋压,扩孔的问题基本解决了,但是因三个旋轮上下台阶的压下量及角度匹配问题,后面的旋轮不能将前一个旋轮的旋压痕迹消除,在上下台阶的斜面上留下波浪式的旋压纹,需要后期机加光整,由于受到壳体圆度、跳动量等综合因素的影响,机加后的过渡段与台阶的交线不规则,表面质量不能满足设计要求。
5.3 第三组试验情况
通过对比和分析前两组试验的数据,调整旋压工艺,壳体第一道次错距旋压,第二、三道次同步旋压成型。错距旋压道次减薄率大、工序少、效率高、工艺流程短,但是错距旋压过渡坡段两次压下时的表面质量受反弹量对角度影响不好控制,同步旋压与其优缺点正好互补,第一道次错距旋压材料减薄率与同步旋压一致,无需中间热处理,成型内孔和表面质量明显好转。由于一道次旋压后内孔尺寸好,二、三道次采用同步旋压,两端台阶过渡段表面质量好、内孔尺寸都在公差范围内,工艺难点在于要控制好上下台阶的衔接位置,严格计算薄壁段的体积,保证两道次后薄壁段长度。采用这种方法既可以保证过渡段的表面质量,又减少了加工工序,同时避免了中间来回转件流程对毛坯磕碰以及热处理后毛坯变形不利于旋压的风险。经过调整成型过程中的旋轮压下量以及反弹量摸索,确定出合理的补偿值,最终确定出台阶与薄壁段合理的角度,解决了实际加工中遇到的问题。001#~008#壳体旋压试验数据如表1所示。

表1 壳体旋压试验数据 mm
6 结束语
a. 壳体旋压过程中,经过工艺试验,调整工艺思路,采用同步与错距相结合的旋压方法,加工出满足设计要求的产品;
b. 正向旋压时,采用带凸台结构的旋压芯模,便于毛坯安装、定位,旋压过程稳定、可靠;
c. 工艺试验过程中,通过采取切实可行的工艺措施,解决了加工中出现的问题,为同类零件的旋压提供技术参考。
1 王成和,刘克璋. 旋压技术[M]. 北京:机械工业出版社,1986
2 张涛. 旋压成型工艺[M]. 北京:化学工业出版社,2009
3 赵云豪,李彦利. 旋压技术与应用[M]. 北京:机械工业出版社,2007
Technology Study of Spinning with Rocket Booster Case
He Fang Wang Xiaoju Wang Jingwei Lin Hai Li Mingxi
(Xi’an Changfeng Research Institue of Mechanism and Electricity, Xi’an 710065)
This paper introduces a kind of double-step rocket booster whose case is made from structual alloy steel 30CrMnSiA and formed by means of shear spinning. By analysing the structual character of the component, forward stroke spinning has been chosen and corresponding blank and auxiliary assembly have been designed. By analysing the data and testing the process, rational spinning process has been ascertained. the rationality and practicability have been tested by producing, and the products can satisfy the demands. This can provide technological reference for case spinning of similar construction.
solid rocket booster case;shear spinning;process testing
何芳(1980-),高级工程师,材料成型及控制工程专业;研究方向:固体火箭发动机壳体旋压成型。
2017-09-25
