Morphological,mechanical and thermal properties of cyanate ester/benzoxazine resin composites reinforced by silane treated natural hemp fibers☆
2018-06-29AbdeldjalilZegaouiRuikunMaAbdulQadeerDayoMehdiDerradjiJunWangWenbenLiuYileXuWananCai
Abdeldjalil Zegaoui,Ruikun Ma,Abdul Qadeer Dayo,Mehdi Derradji,Jun Wang,Wenben Liu*,Yile Xu,Wan'an Cai
Institute of Composite Materials,Key Laboratory of Super light Material and Surface Technology of Ministry of Education,College of Materials Science and Chemical Engineering,Harbin Engineering University,Harbin 150001,China
1.Introduction
Along with the fast demands for the new generation of polymeric materials,thermosetting resin blends(TRBs)have recovered an increasing attention of scientific and research academia in most area of science and engineering due to their striking performances including good mechanical,chemical,dielectric and thermal properties[1].Among TRBs,cyanate ester/benzoxazine(CE/BOZ)resins have recently attracted and received worldwide attention of many researchers because of their intriguing properties like owning a good process ability[2,3],high thermal stability[3,4],low dielectric properties[5,6],excellent irradiation resistance at 500 kGy radiation dose[7],and most importantly low cost[8,9].In fact,CEs,generally characterised by their reactive functional cyanate groups,are a representative,well-known and recent arrival class of thermosetting resins owning a combination of astonishing properties such as a high thermal stability,low dielectric loss,near zero shrinkage after processing and high radiation resistance[10].On the other hand,BOZs are relatively new but constitute a substantial class of advanced polymeric materials featured by their advantageous mechanical properties,good thermal stability[11],high electrical resistivity[12]and so forth.Up to this point,several studies reported that the CE/BOZ resin could be used in various applications like aerospace industries,military services as well as electronic fields.Nevertheless,the virgin CE/BOZ resin unfortunately possessed some shortcomings and undesired properties especially their high brittle in nature that severely restricted their industrial applications[12].In fact,it is widely known that the unmodified TRBs could not satisfy the demands arising from the harsh situations where the combination of both mechanical and thermal properties is mandatory[13].Consequently,there is a crucial need to ameliorate the brittleness issue of the neat CE/BOZ resin by increasing its fracture toughness without declining its original properties in order to fulfill more and more applications that are nowadays still demanding.
In an endeavour at enhancing the brittleness issues of the CE/BOZ resin,in parallel,producing eco-materials possessing the distinguished features,the reinforcement of CE/BOZ resins with natural fibers(NFs)for manufacturing hybrid composites could be really a great strategy to fulfill the public growing's demands especially for more environmentally,economically and eco-friendly products[14].NFs are nowadays considered as a serious alternative to synthetic fibers(SFs)for use as reinforcements in composite materials.The benefits of NFs over SFs are enormous;among them are their low density,low cost,high resistance to breakage during processing,high strength to weight ratio,low energycontent,recyclability and so forth[14].According to the literature,the NFs can be divided into two groups namely: fibers that are presented in a fiber form,and fibers that are artificially created from the natural raw materials[14].Natural hemp fibers(NHFs),as being the second largestgrown bast fibers in the world after the widely known jute fibers,are produced from papers,clothes,sails/canavas and other materials,which chemically speaking contain the following compounds:1)cellulose(55%-76.1%),2)hemicellulose(12.3%-22.4%),3)lignin(0.9%-18%),4)pectin(3.3%-5.7%),and 5)ash(0.8%-7%)[14].These cited compounds would play important roles in the features of the NHFs,thus,they might affect the ultimate properties of the composites based on them[15].Up to this point,the usage of NHFs has been markedly increased and nowadays they are chiefly recognized to be an excellent and ideal candidate for future employments as reinforcing materials because of their sustainability,availability,low cost[16],high tensile strength and young modulus[17].Hitherto,NHFs have been used to reinforce several polymer matrices like polyethylene[18,19],polylactic acid(PLA)[15],polypropylene[20,21],vinyl ester[22],polybenzoxazine[23,24]epoxy resin[25],and stratch acetate[26].From these cited studies,excellent enhancements in the mechanical properties and to a certain extent the thermal stabilities have been achieved in contrast with the pure polymer matrices.However,to the best of our knowledge,no attempts till now have been carried out to improve the performances of the CE/BOZ resin by using NFs.Therefore,the authors have aimed in this current study to prepare new polymer composites that mingle the exceptional features of TRBs and NHFs.

Table 1 List of the materials used in this present study
In this study,the NHFs were initially treated by using 3-glycidyloxypropyltrimethoxysilane(GPTMS)coupling agent,and then systematically incorporated with various contents ranging from 0 to 20 wt%with an increment of 5 wt%.The effects of treated NHFs on the chemical structure and morphological behaviour were respectively studied by FTIR analysis and SEM test.The glass transition temperature(Tg)and the thermal stability parameters of the composite materials were assessed by DSC and TGA analysis,respectively,noting that this study also focused on the influence of the fiber loadings on the flexural,impact strength and microhardness properties of the prepared composites.
2.Materials and Method
2.1.Materials
All the materials used in this present study were collected in Table 1 and pictured in Fig.1.
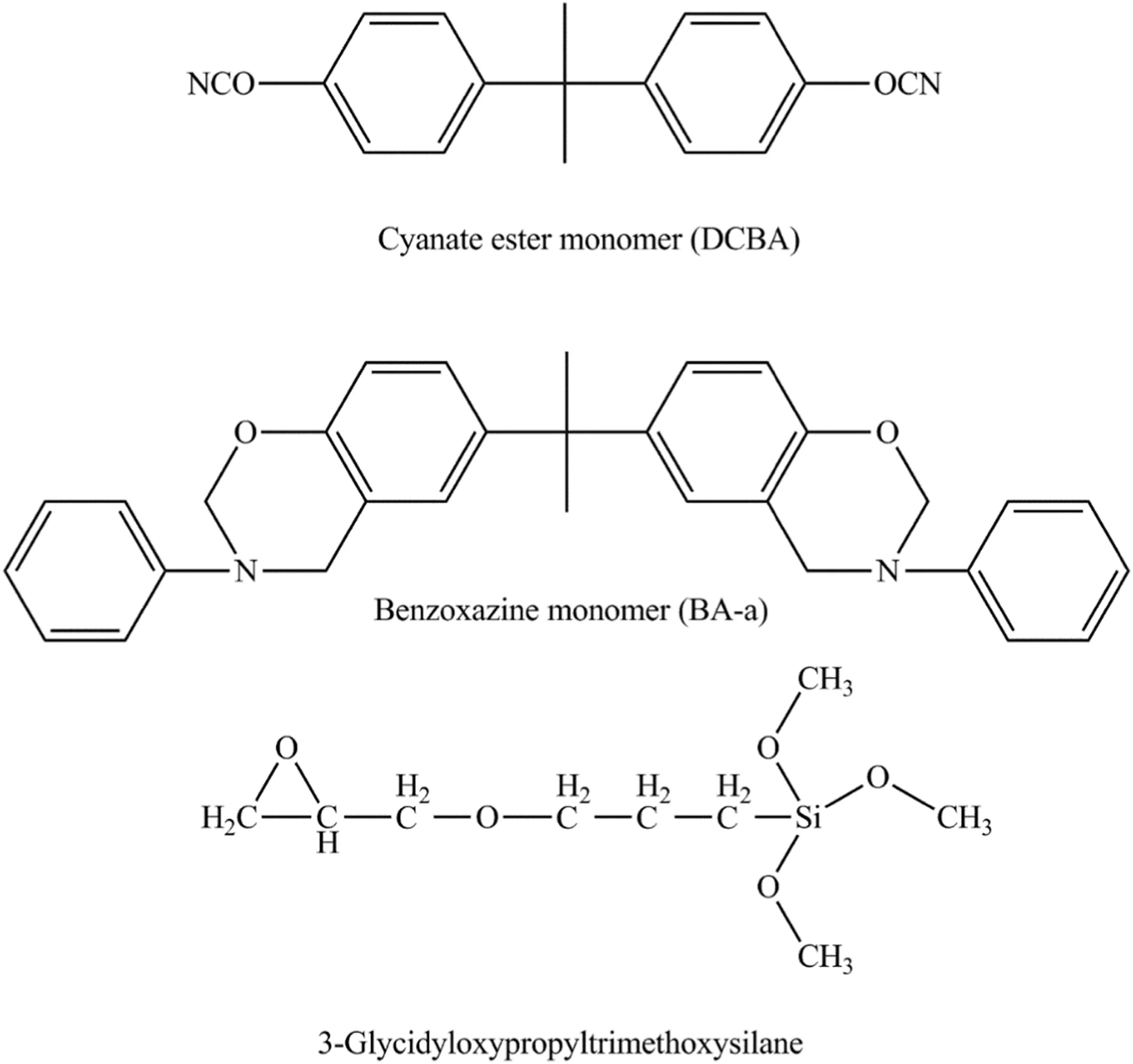
Fig.1.Chemical structure of the raw materials.

Scheme 1.Schematic diagram of the surface modifications of the NHFs.
2.2.Surface treatment of the NHFs
The NHFs were surface modified by the following steps(see Scheme 1): firstly,the NHFs were washed several times with distilled water,dried at 60°C and were then carefully shredded approximately into the length of(4±1)mm.Secondly,in order to extract the waxes and the fats from the NHFs,the soxhelt extraction method was performed by using the ethanol and cyclohexane solvents since the presence of these impurities at the fibers' external surface are responsible for the low fiber wettability by the polymer which increases the compatibility problem,then after,the NHFs were stirred in distilled water for 10 h at a room temperature followed by a drying at60°C.Thirdly,for the surface treatment of the external surfaces of the NHFs,appropriate quantities of the NHFs were thoroughly blended with 0.9 g of SCA in 60 ml of ethanol and 40 ml of water,and then mechanically stirred by using a glass stick for 30 min at a room temperature.Finally,the TNHFs were room dried for 12 h,and systematically followed by a vacuum drying at 50°C for 12 h.
To con firm the efficiency of the surface modifications of the NHFs,FTIR analysis was carried out.Fig.2 shows the IR spectra of the as received NHFs and NHFs modified with the SCA.Apparently,it was expected that the neat NHFs presented few absorption peaks indicating low possibilities of interactions with the CE/BOZ resin as it is well known that surface treatments of NFs play an important role in enhancing the natural fiber-matrix bonding.From Fig.2,we could evidence that the spectrum of the NHFs showed only a large transmittance band in the range of 1750-1000 cm-1,which could be due to the stretching vibrations of the pectin and wax at1750 cm-1,hemicellulose at 1650 cm-1and lignin at 1250 cm-1[24].On the other hand,the spectrum of the TNHFs clearly displayed some supplementary absorption bands.For instance,the absorption bands depicted in the region of 2930 cm-1and 2840 cm-1were respectively attributed to the valence stretching vibration of aliphatic C--H[21],whereas the absorption bands centered at around 1120 cm-1and 1060 cm-1were respectively assigned to the Si--O stretch and C--O stretch groups[27].Furthermore,the presence of the epoxy groups on the outer surfaces of the TNHFs was evidenced by the band that appeared near 906 cm-1[28].The possible reaction that could be occurred between the SCA and the NHFs was demonstrated in Scheme 2[29],which showed that the addition of SCA to the ethanol-water solution resulted in the hydrolyzation of the alkoxyl groups and the formation of the silanol groups.Afterwards,the resulted silanol groups underwent systematically condensation reactions with the hydroxyl groups of the NHFs to form a partially cross-linked surface.Based on the FTIR results,we could conclude that the SCA was successfully grafted on the outer surfaces of the NHFs.

Fig.2.FTIR spectra of(a)the as received NHFs and(b)the TNHFS.

Scheme 2.Schematic of the reaction between the NHFs and GPTMS.
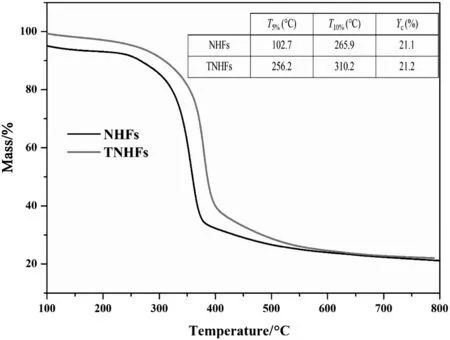
Fig.3.Thermal stability of the NHFs and TNHFs.
The thermal stability before and after treatments was also performed by using the TGA analysis in order to get an insight about the degradation temperatures of the fibers.Fig.3 displays the evolution of the thermal stability of the NHFs and TNHFs.As seen from this figure,theT5%andT10%of the NHFs were respectively 102.7 °C and 265.9 °C,however for the treated one,theT5%andT10%were pointedly increased to 256.2 °C and 310.2 °C.Indeed,there were respectively increased by 149.5%and 16.7%as compared to the NHF properties.Besides,the char yield(Yc)taken at 800°C was also improved.The higher degradation temperatures of the TNHFs could be possibly due to the reduction of the essential constituents as seen in the FTIR spectra in Fig.2[18]as well as the existence of a higher alkyl chain length in the silyl part of NHFs which might impart an improved hydrophobicity to the NHFs[28].Based on the TGA studies,we could conclude that the TNHFs possessed high degradation temperatures at the process of temperature of CE/BOZ resin composites.
To further ascertain the surface treatments of the NHFs,SEM was performed in order to distinguish the changes in the morphological states of the NHFs and the obtained micrographs were presented in Fig.4.By comparing the micrographs,we could notice that the pure NHFs[Fig.4(a)]showed no defects and holes within a smooth surface,however for the treated one[Fig.4(b)],we could observe that the surface became rough with the presence of some holes.This could be assigned to the removal of the essential compounds of the NHFs(cellulose,hemicellulose and lignin)by the pre-treatments process and the surface modifications using SCA[30],which could hereby contain the CE/BOZ resin and lead to a possible adhesion between the TNHFs and CE/BOZ resin matrix.Besides,this could also result in ameliorations in the ultimate performances of the CE/BOZ composites.
2.3.Samples preparation and processing
Through the compression molding technique,the cured composites were prepared,which essentially involved the following steps: firstly,the selected proportions of CE/BOZ resin(90 wt%/10 wt%)were carefully mixed in a glass beaker and then heated at a temperature of 100°C during 30 min.The obtained mixtures were maintained at that temperature range with a continuous stirring for additional 15 min until transparent solutions were distinctly observed.Secondly,the resulting sample solutions were immediately placed in an ultrasound bath for 15 min in order to facilitate the obtained CE/BOZ prepolymer to be homogeneously mixed.Thirdly,the various amounts of the NHFs and TNHFs were prudently put in the molten CE/BOZ resin solution,then poured into appropriate steel molds according to the samples test dimension requirements and degassed under a vacuum oven at 120°C for 2 h in order to remove any trace of the solvents and to avoid the presence of unwanted bubbles or voids in the final samples.Finally,the steel molds were placed on a hydraulic hot-press apparatus and cured following the curing schedule of 180 °C for 2 h,200 °C for 2 h and 220°C for 2 h at 15 MPa as an applied pressure.The resulted cured composites were demolded and labeled as CE/BOZ/NHFs-Nand CE/BOZ/TNHFs-N,where N represented the mass amount of the fibers added into the CE/BOZ resin matrices.
2.4.Characterisation procedures
The chemical status of the pristine CE/BOZ resin and those loaded with various TNHF contents was carried out by using a FTIR test.The FTIR spectra were obtained over the range of 4000 cm-1to 500 cm-1using a Perkin Elmer Spectrum 100 spectrometer(Waltham,MA,USA).The samples were milled and mixed with a dried potassium bromide(KBr)powder,placed in a sampling cup,and 32 scans were acquired at a resolution of 4 cm-1with the subtraction of the KBr background.The flexural properties of the cured CE/BOZ composites were determined using rectangular specimens with size 40 mm in length,10 mm in width and 2 mm in thickness in the three point bending mode.The impact strength properties of the samples were evaluated using the Tinius-Olsen impact-resistance machine.Samples possessing the dimension of(65×13.7)mm2were produced from the prepared composites having 3 mm as a thickness and polished with sand paper in order to have the rectangular dimensions(63.5×12.7)mm2.A notch with a 45°radius was produced on all specimens and the averaged values of the absorbed energy are reported as the results.The microhardness of the specimens was evaluated using the Impress or Hand-Held Portable 0558298254 Hardness Tester(American Standard ASTM B648).After performing the mechanical tests,the fractured surfaces of the composites was elucidated using a scanning electron microscope(Hitachi,model SUM800).Prior to the SEM observations,the fractured surfaces of the samples were first cleaned using the ethanol then immediately coated with a thin evaporated layer of gold.The DSC measurements were carried out using a TA Q200 differential scanning calorimeter under a 50 ml/min constant flow of nitrogen.The instrument was calibrated using a high-purity indium standard,and α-Al2O3was employed as the reference material.A sample of approximately 5 mg was weighed into a hermetic aluminum sample pan at 25°C,which was then sealed and immediately tested.Thermogravimetric tests of the CE/BOZ/TNHFs composites were performed using the TA Instruments Q50(New Castle,Delaware,USA).The samples(14-15 mg)were heated from30 °C to 800 °C at a dynamic heating rate of 20 °C·min-1under a nitrogen atmosphere using a flow rate of 50 ml·min-1.In the aim of assuring a good repeatability of the experimental results,all the performed tests were carried out at least three times.

Fig.4.SEM micrographs of the neat NHFs and TNHFs.
3.Results and Discussion
3.1.FTIR spectra of the cured CE/BOZ resin composites

Fig.5.FTIR spectra of the CE/BOZ composites at(a)0 wt%,(b)5 wt%,(c)10 wt%,(d)15 wt%and(e)20 wt%of the TNHFs.
A qualitative FTIR analysis was implanted in order to ascertain the chemical structure of the CE/BOZ resin composites upon adding various amounts of the TNHFs.Fig.5 showed the FTIR spectra of the pristine CE/BOZ resin and its related composites as a function of the weight amount of the TNHFs added.As observed from Fig.5a,the IR spectrum of the pure CE/BOZ resin clearly revealed the presence of the triazine(HCN)3groups in the region of 1565 cm-1and 1365 cm-1.Indeed,these detected vibrations,which were fairly similar to the previous studies related to the resin,were the basic characteristic bands of the blend[4,5,9].For those loaded with various amounts of TNHFs,these characteristic frequencies were also present as observed in Fig.5b-e.In general,the FTIR spectra of all composites should be similar to that of unreinforced resin.Additionally to these basic frequencies,a new absorption band appeared in the region of 940 cm-1,which could be attributed to the stretching vibration of C--O--C group.In fact,the former band was found to progressively increase by increasing the TNHFs content due to the formation of chemical bond between the hydroxyl(O-H)groups of the CE/BOZ and the functional groups(epoxy groups)of the SCA[31].This could indicate herein the possible TNHFs-CE/BOZ resin interfacial adhesion achieved upon treating the NHFs by SCA as illustrated in Fig.6.The aforementioned observation was in a good agreement with the previous work reported by Yanet al.who showed through the FTIR studies that the ether linkage resulted from the reaction of the SCA functional groups functionalized the outer surface of the nano-SiO2particles and the hydroxyl groups of the benzoxazine/bismaleimide resin[32].Therefore,it was expected in the following sections that the mechanical and thermal properties could be better than those of the pure CE/BOZ resin.
3.2.Flexural properties of the CE/BOZ resin composites
When polymer composites serve in applications with a high mechanical load and sliding velocity,it is important that these materials possess outstanding flexural properties in order to resist to the deformation and bending failures.Based on this consideration,the effect of incorporating various fiber contents within the CE/BOZ resin on the flexural properties of the composites was investigated.The variation of flexural strength(FS),which is frequently used for evaluating the integrated mechanical properties of polymer materials,and the flexural modulus(FM),which usually reflects the stiffness of the polymer materials[33],were presented in Fig.7.The FS value was observed to pointedly increase with the simultaneous increase in the fiber content.According to the data,the FS value of the pure CE/BOZ resin sample was 112.6 MPa.However,at the maximum fiber contents,this value gradually increased upon adding the reinforcing fibers whether or not the fibers were treated.In addition,composites containing treated fibers presented more enhanced FS values.In a similar way,the evolutions of FM values of the composites with or without treatment exhibited the same trend with the fact that the TNHFs based composites possessed much improved FM values as clearly observed in Fig.7(b).The lowest flexural parameters revealed by the pristine CE/BOZ resin enticed herein the brittle issue of the TRBs when subjected to a sudden mechanical test.To explain more,when a sudden and rapid load is applied,the initial fracture could mildly propagate in various areas leading unfortunately to long fracture lines.On the other hand,the excellent improvements could be explained by the optimal dispersion achieved of the TNHFs within the CE/BOZ blend matrix,which indicated the efficient stress transfer between the CE/BOZ polymer matrix and TNHFs[34].To clarify more,the TNHFs could disperse uniformly inside the resin and tend to occupy the small holes in the CE/BOZ resin,resulting in a reduction of the total free volume,limiting the chain segmental motions and reducing the flexibility of the total volume free.It is also noteworthy to mention that the TNHFs showed improved mechanical properties,which could herein undertake the applied mechanical load,thus,noticeable enhancements seen in the flexural properties of the composites[24].Based on the excellent enhancements seen in flexural properties of the CE/BOZ/TNHFs,we could conclude that the prepared composites could be used in various engineering applications.

Fig.6.The possible reaction between TNHFs and CE/BOZ resin matrix.
3.3.Impact strength properties of CE/BOZ resin composites
The impact resistance of the prepared CE/BOZ resin composites was explained by the absorbed energy using the Charpy impact during the fracture of the composites.The impact strength(IS)performances of the test specimens at a room temperature were depicted in Fig.8.From this figure,it was observed that the IS distinctly increased with the addition of the fibers from 5 wt%to 20 wt%with the regular interval of 5 wt%.Composites having 20 wt%of TNHFs revealed the best toughening and its related IS reached the value of 15.1 kJ·m-2,which was almost 31.3%and 8.6%higher than that of virgin matrix(11.5 kJ·m-2)and untreated NHFs filled CE/BOZ resin composites(13.9 kJ·m-2).The previous results did provide a clear picture about the importance of the fiber treatment to assure a much more ameliorated adhesion and dispersion between the matrix and the fibers,resulting in a consequent amelioration of the mechanical properties.Such good enhancements in the IS properties of the CE/BOZ resin composites could be explained by the fact that the incorporation of TNHFs along with the great wetting,dispersion and adhesion inside the resin matrix could effectively overcome the brittle behaviour of the CE/BOZ resin by absorbing the energy during the impact fracture[24].In other words,the reasons that could be ascribed to the gradual increase in the IS properties were namely:(1)The presence of high strength and modulus NHFs.(2)Improved interfacial adhesion due to the chemical treatments that had to a certain extent reduced defragmentation of fiber from the matrix increasing the ultimate properties of the hybrid CE/BOZ resin composites[35].Based on these results,we could sum up that the thus prepared composites exhibited an IS feature much more suitable for the use as coating materials in several industrial applications.

Fig.7.Flexural strength(a)and modulus(b)of CE/BOZ/NHFs and CE/BOZ/TNHFs composites.

Fig.8.Effect of the fiber loadings on the impact strength properties of the CE/BOZ composites.
3.4.Microhardness properties of the CE/BOZ resin composites
The effects of the fiber contents on the microhardness properties of the CE/BOZ resin were investigated and the obtained results are presented in Fig.9.It could be seen from this figure that the overall trend of the microhardness behaviour was similar to the IS and FS,where the microhardness values of the CE/BOZ composites remarkably increased with the addition of fiber loading in the studied fraction range.Although the addition untreated NHFs showed an increase in the microhardness values;nevertheless,the TNHFs based composites presented more ameliorated microhardness values.For example,the value of 290 MPa was recorded for CE/BOZ/NHFs and this value sharply increased to 335 MPa for the treated one at the 20 wt% fiber loading.The significant increase in the microhardness properties could be attributed to the distinguished mechanical properties of the TNHFs,which could hold a promise as a composite reinforcement for applications where the energy absorption is important as it was enticed with the sample contained the maximum TNHFs mass amount.Additionally,the more even silane distribution on the NHFs and more suitable organofunctional reactive groups would also play herein a role in the amelioration of the fiber/resin matrix interfacial adhesion[36].In other words,the organofunctional groups grafted on the outer surface of the NHFs formed a stable hindrance layers between the fibers,which inhibited their agglomeration process and consequently enhanced their distributions within the CE/BOZ resin matrix.Therefore,the prepared CE/BOZ/TNHFs composites revealed good mechanical properties,which could promote their uses in various environments.

Fig.9.Influence of the fiber loadings on the microhardness properties of the CE/BOZ composites.
3.5.SEM micrographs of the CE/BOZ resin composites
In order to assess the contribution of the interfacial adhesion between the CE/BOZ resin matrix and the TNHFs to the mechanical properties of the CE/BOZ composites,SEM analysis was performed to observe the fracture surfaces for the pure CE/BOZ resin and its related composites,and the corresponding micrographs were pictured in Fig.10.For the pure CE/BOZ resin[Fig.10(a)],we could obviously confirm the presence of a high brittle behaviour through the appearance of clear as well as regular river lines along with the smooth and glassy surfaces,which undoubtedly would have complex effects on the mechanical properties.In contrast to the pure CE/BOZ resin system,we could notice from Fig.10(b)-(e)the following remarks:1)Alarge number of TNHFs could be observed as far as we increased in their contents,which could be ascribed to the appearance of wire drawing of these fibers when the prepared composites were broken.2)Good bonding areas between the TNHFs and CE/BOZ resin as the TNHFs increased.3)Practically unremarkable gaps could be seen in the mechanical fracture surfaces of the composites.4)Small voids and bubbles were seen on the fracture surfaces,which could be due to the simultaneous decompositions of the essential compounds such as hemicellulose and cellulose presented in the TNHFs during the curing procedure.All these aforementioned remarks could evidence herein that the TNHFs were successfully bonded to the CE/BOZ resin matrix especially when the content of the TNHFs reached the maximum.These micrographs also con firmed the excellent mechanical properties obtained upon adding various amounts of TNHFs within the CE/BOZ resin matrix.
3.6.DSC of the CE/BOZ resin composites

Fig.10.SEM micrographs of the neat CE/BOZ resin and its related composites at various TNHF contents.
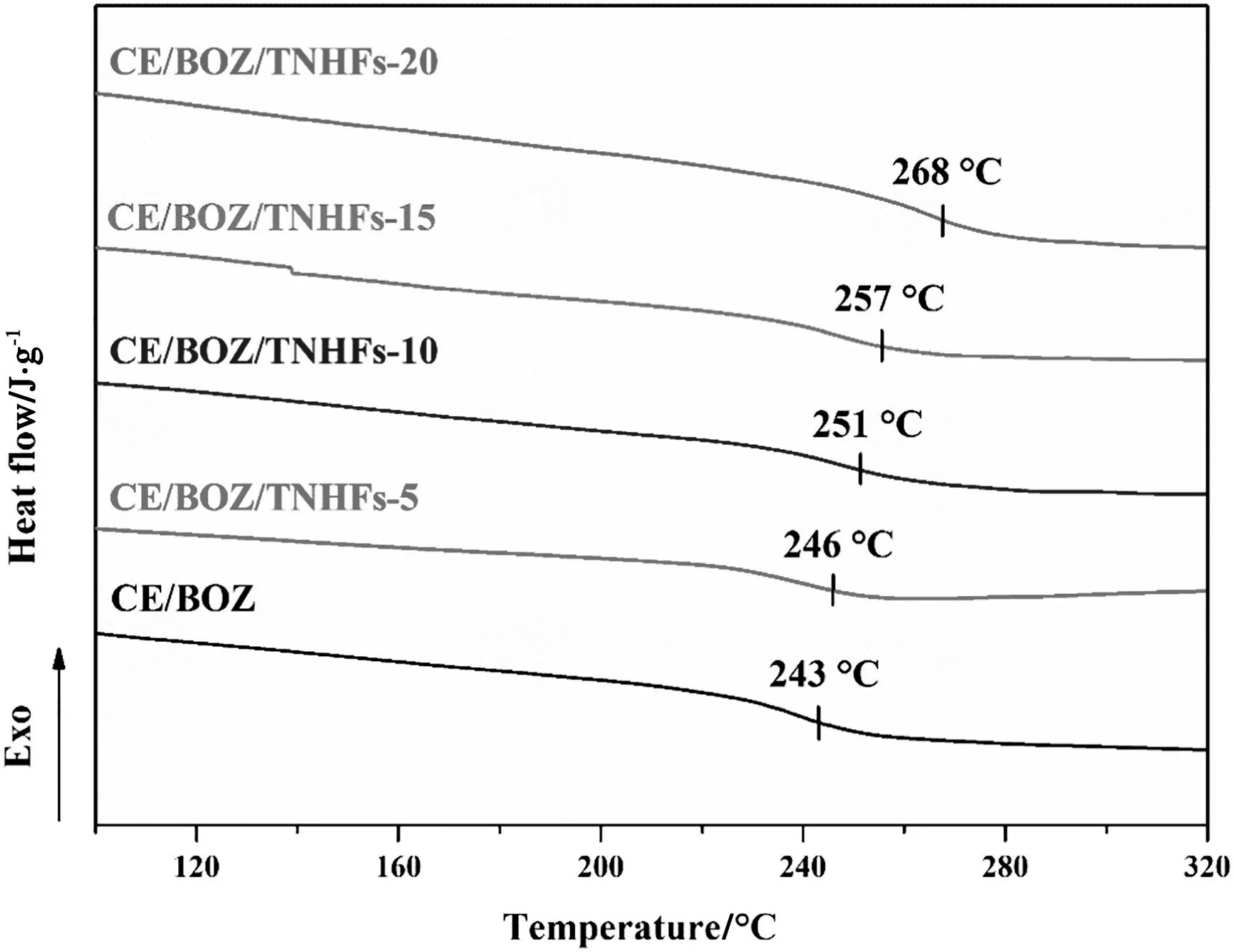
Fig.11.DSC thermograms of the CE/BOZ/TNHFs composites at the heating rate of 20 °C·min-1.
The DSC,which is known to be one of the routine techniques used to determine various thermal parameters,was performed in order to evaluateTgof the thus prepared composites,since theTgreflects the ability of the performances of polymer materials to be used in different applications.Fig.11 depicts the influence of loading various proportions of TNHFs on theTgof the CE/BOZ/TNHFs composites.The obtained results were collected and presented in Table 2.From this present table,it could distinctly be seen that the incorporation of diffident mass proportions of the TNHFs within the resin matrix led to a remarkable increase in theTgvalues as compared to the pure resin.For example,theTgvalues were respectively 246 °C,251 °C,257 °C and 268 °C for CE/BOZ/TNHFs-5,CE/BOZ/TNHFs-10,CE/BOZ/TNHFs-15 and CE/BOZ/TNHFs-20,which were approximately higher by 1.2%,3.3%,5.8%and 10.3%than that of the pure CE/BOZ resin(243°C).This remarkable increase in theTgvalues could be obviously connected by the simultaneous addition of the TNHFs.Pothan and others reported that the high fiber/matrix adhesion could strongly lower the polymer chain mobility thus increasing theTgof the composite[37].Thus,the increase in theTgparameters could be justified by the better interfacial adhesion of the TNHFs within the CE/BOZ resin matrix achieved by using the SCA,which might restrict the polymer chain mobility.To clarify more,the incorporation of TNHFs to the CE/BOZ resin matrix acted as a hindrance and increased the heterogeneity of the cross-linked structure of the reinforced composites.Furthermore,the increased in the heterogeneity might minimize the empty free spaces and subsequently limit the CE/BOZ resin mobility(movement)as well as rotation within the CE/BOZ composites.The pronounced restriction in the chain mobility of the resin chain could ultimately lead to an increase in theTgparameters of the composites.The obtained results were also explained by other scientists in their previous studies.

Table 2 Detailed parameters of the thermal properties analysis results of the CE/BOZ/TNHFs composites with different amounts of TNHFs
3.7.Thermal stabilities of the CE/BOZ resin composites
TGA is one the commonly used techniques for its fast evaluation of the thermal stability of different polymer materials,in parallel,it indicates the state of degradation of the polymers at various temperatures.Indeed,the thermal stability is much more important and nowadays is known to be one of the major factors in the use of natural fibers as reinforcement for the composite products.Hence,the thermal stability of the pure CE/BOZ resin and hybrid composites was investigated as depicted in Fig.12.Besides,the corresponding data such as the initial mass losses(T5%andT10%)and char yield(Yc)taken at 800°C were collected and tabulated in Table 2.
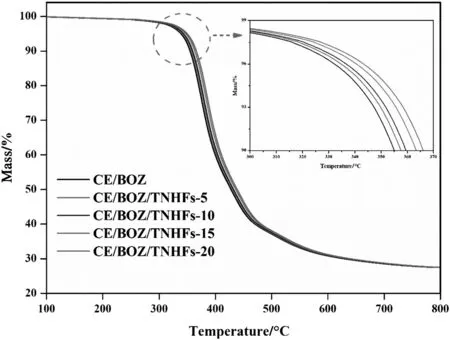
Fig.12.Thermal stability of the CE/BOZ/TNHFs under nitrogen atmosphere(N2)at various TNHF loadings.
For the pure CE/BOZ resin,there was no obvious decomposition in terms ofT5%andT10%before the temperature of 330°C,which could evidence the good thermal stability of the CE/BOZ resin.The main weight loss was observed between the temperature of338 °C and 355 °C,which could be explained by the decompositions of the macromolecular chains of the CE/BOZ resin[4,9].For those loaded with various proportions of TNHFs,we could notice that the thermal stability was slightly enhanced by incorporating more TNHFs in the CE/BOZ resin.For instance,theT5%,T10%andYcwere gradually increased from 341 °C,357 °C and 27.1%that were measured for the CE/BOZ/TNHFs-5 to 350 °C,367 °C and 27.2%at the maximum TNHF contents.Such a gradual increase in the initial decomposition temperatures could be due to the increase in the amount of the heat resistance of the TNHFs,which could plausibly improve the thermal stability of the composites by delaying the escape of volatile degradation products,fragments as well as char formation.In the other words,the surface modification of the NHFs could enhance the interface bonding between the fiber and the resin matrix,further improving the degradation temperatures.A Similar behaviour was also observed by Panaitescuet al.in which they reported that the surface treatment of the fiber by using an appropriate silane coupling agent could have slightly favourable effect on the thermal stabilities of the hybrid composites[21].Additionally,Balan and others found that the surface modification of the coconut powders with the SCA led to a slight improvement in the onset degradation temperatures of the polyurethane/natural rubber composites[28].It is also important to point out that the distributions of these TNHFs within the CE/BOZ resin matrix achieved upon using the SCA could also play a vital role in these improvements.
4.Conclusions
For the first time,a natural fiber reinforced CE/BOZ composite containing various proportions of TNHFs was prepared and systematically investigated under mechanical and thermal tests,which were respectively flexural tests,impact strength tests,microhardness tests and DSC and TGA.The measured mechanical tests of the CE/BOZ composites were found to increase remarkably with the simultaneous increase in the TNHFs as compared to the pure CE/BOZ resin.For example,at the maximum TNHFs content(20 wt%),the flexural strength,impact strength,microhardness were 129.8 MPa,15.9 kJ·m-2,445 MPa,which were higher than that of the pure resin properties.What is more,the addition of the TNHFs resulted in a slightincrease in the thermal stabilities of the CE/BOZ resin composites.These good results achieved in the ultimate properties of the CE/BOZ resin composites could be possibly attributed to the excellent dispersion and adhesion of the TNHFs within the resin matrix,which were further con firmed by SEM,with respect to the astonishing properties of the TNHFs.Thus,the good mechanical and thermal properties ofCE/BOZ blend composite suggested a possible application in the field of construction products,shipping pallets,furniture and household products.
[1]I.Hamerton,High-performance thermoset-thermoset polymer blends:A review of the chemistry of cyanate-bismaleimide blends,High Perform.Polym.8(1996)83-95.
[2]X.Li,X.Luo,Y.Gu,A novel benzoxazine/cyanate ester blend with sea-island phase structures,Phys.Chem.Chem.Phys.17(2015)19255-19260.
[3]H.Kimura,K.Ohtsuka,A.Matsumoto,Curing reaction of bisphenol-A based benzoxazine with cyanate ester resin and the properties of the cured thermosetting resin,Express Polym.Lett.5(2011)1113-1122.
[4]X.Li,Y.Gu,The co-curing process of a benzoxazine-cyanate system and the thermal properties of the copolymers,Polym.Chem.2(2011)2778.
[5]K.S.Santhosh Kumar,C.P.Reghunadhan Nair,K.N.Ninan,Investigations on the cure chemistry and polymer properties of benzoxazine-cyanate ester blends,Eur.Polym.J.45(2009)494-502.
[6]C.H.Lin,S.J.Huang,P.J.Wang,H.T.Lin,S.A.Dai,Miscibility,microstructure,and thermal and dielectric properties of reactive blends of dicyanate ester and diaminebased benzoxazine,Macromolecules45(2012)7461-7466.
[7]A.Zegaoui,A.Wang,A.Qadeer,B.Tian,W.Liu,J.Wang,L.Yu-guang,Effects of gamma irradiation on the mechanical and thermal properties of cyanate ester/benzoxazine resin,Radiat.Phys.Chem.141(2017)110-117.
[8]X.Li,X.Luo,M.Liu,Q.Ran,Y.Gu,The catalytic mechanism of benzoxazine to the polymerization of cyanate ester,Mater.Chem.Phys.148(2014)328-334.
[9]H.Yan,T.Li,M.Zhang,S.Feng,Mechanical and dielectric properties of blends of dicyanate ester and bisphenol A-based benzoxazine,High Perform.Polym.26(2014)618-624.
[10]G.Wu,Y.Cheng,K.Wang,Y.Wang,A.Feng,Fabrication and characterization of OMMt/BMI/CE composites with low dielectric properties and high thermal stability for electronic packaging,J.Mater.Sci.Mater.Electron.27(2016)5592-5599.
[11]X.Zou,X.Yang,M.Xu,K.Jia,X.Liu,Curing behaviors and properties of allyl-and benzoxazine-functional phthalonitrile with improved processability,J.Polym.Res.23(2016)1-9.
[12]Y.Wang,G.Wu,K.Kou,C.Pan,A.Feng,Mechanical,thermal conductive and dielectrical properties of organic montmorillonite reinforced benzoxazine/cyanate ester copolymer for electronic packaging,J.Mater.Sci.Mater.Electron.27(2016)8279-8287.
[13]G.Wu,J.Li,K.Wang,Y.Wang,C.Pan,A.Feng,In situ synthesis and preparation of TiO2polyimide composite containing phenolphthalein functional group,J.Mater.Sci.Mater.Electron.28(2017)6544-6551.
[14]H.N.Dhakal,Z.Y.Zhang,M.O.W.Richardson,Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites,Compos.Sci.Technol.67(2007)1674-1683.
[15]R.Hu,J.-K.Lim,Fabrication and mechanical properties of completely biodegradable hemp fiber reinforced polylactic acid composites,J.Compos.Mater.41(2007)1655-1669.
[16]Y.K.Dasan,A.H.Bhat,F.Ahmad,Polymerblend of PLA/PHBVbased bionanocomposites reinforced with nanocrystalline cellulose for potential application as packaging material,Carbohydr.Polym.157(2017)1323-1332.
[17]M.A.Sawpan,K.L.Pickering,A.Fernyhough,Effect of fibre treatments on interfacial shear strength of hemp fibre reinforced polylactide and unsaturated polyester composites,Compos.Part A Appl.Sci.Manuf.42(2011)1189-1196.
[18]S.Oza,Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites:Effect of two different chemical modifications,Compos.Part B44(2013)484-490.
[19]A.Fotouh,J.D.Wolodko,M.G.Lipsett,Uniaxial tensile behaviour modelling of natural- fiber-reinforced viscoplastic polymer using normalized stress-strain curves,J.Compos.Mater.49(2015)2389-2402.
[20]S.Panthapulakkal,M.Sain,Studies on the water absorption properties of short hemp-glass fiber hybrid polypropylene composites,J.Compos.Mater.41(2007)1871-1883.
[21]D.M.Panaitescu,C.A.Nicolae,Z.Vuluga,C.Vitelaru,C.G.Sanporean,C.Zaharia,D.Florea,G.Vasilievici,Influence of hemp fibers with modified surface on polypropylene composites,J.Ind.Eng.Chem.37(2016)137-146.
[22]G.Francucci,N.Manthey,F.Cardona,T.Aravinthan,Processing and characterization of 100%hemp-based biocomposites obtained by vacuum infusion,J.Compos.Mater.48(2013)1323-1335.
[23]A.Q.Dayo,Y.-L.Xu,A.Zegaoui,A.A.Nizamani,J.Wang,L.Zhang,W.-B.Liu,A.H.Shah,Reinforcement of waste hemp fibres in aromatic diamine-based benzoxazine thermosets for the enhancement of mechanical and thermomechanical properties,Plast.Rubber Compos.46(2017)442-449.
[24]A.Q.Dayo,B.Chang Gao,J.Wang,W.Bin Liu,M.Derradji,A.H.Shah,A.A.Babar,Natural hemp fiber reinforced polybenzoxazine composites:Curing behavior,mechanical and thermal properties,Compos.Sci.Technol.144(2017)114-124.
[25]Y.Xu,A.Q.Dayo,J.Wang,A.Wang,D.Lv,A.Zegaoui,M.Derradji,W.Liu,Mechanical and thermal properties of a room temperature curing epoxy resin and related hemp fibers reinforced composites using a novel in-situ generated curing agent,Mater.Chem.Phys.203(2018)293-301.
[26]R.Joffe,B.Madsen,K.Nattinen,A.Miettinen,Strength of cellulosic fiber/starch acetate composites with variable fiber and plasticizer content,J.Compos.Mater.49(2014)1007-1017.
[27]P.J.Jandas,S.Mohanty,S.K.Nayak,Renewable resource-based biocomposites of various surface treated banana fiber and poly lactic acid:Characterization and biodegradability,J.Polym.Environ.20(2012)583-595.
[28]A.K.Balan,S.Mottakkunnu Parambil,S.Vakyath,J.Thulissery Velayudhan,S.Naduparambath,P.Etathil,Coconut shell powder reinforced thermoplastic polyurethane/natural rubber blend-composites:Effect of silane coupling agents on the mechanical and thermal properties of the composites,J.Mater.Sci.52(2017)6712-6725.
[29]X.Li,L.G.Tabil,S.Panigrahi,Chemical treatments of natural fiber for use in natural fiber-reinforced composites:A review,J.Polym.Environ.15(2007)25-33.
[30]R.Sepe,F.Bollino,L.Boccarusso,F.Caputo,Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites,Compos.Part B133(2018)210-217.
[31]Y.Jia,H.Yan,L.Ma,J.-P.Zhang,Improved mechanical and tribological properties of benzoxazine-bismaleimides resin by surface-functionalized carbon nanotubes,J.Polym.Res.21(2014)499.
[32]H.X.Yan,Y.Jia,M.L.Li,T.T.Li,The tribological properties of benzoxazinebismaleimides composites with functionalized nano-SiO2,J.Appl.Polym.Sci.129(2013)3150-3155(d).
[33]B.F.Yousif,A.Shalwan,C.W.Chin,K.C.Ming,Flexural properties of treated and untreated kenaf/epoxy composites,Mater.Des.40(2012)378-385.
[34]N.C.Loureiro,J.L.Esteves,J.C.Viana,S.Ghosh,Development of polyhydroxyalkanoates/poly(lactic acid)composites reinforced with cellulosic fibers,Compos.Part B Eng.60(2014)603-611.
[35]D.Shanmugam,M.Thiruchitrambalam,Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites,Mater.Des.50(2013)533-542.
[36]S.Tragoonwichian,N.Yanumet,H.Ishida,A study on sisal fiber-reinforced benzoxazine/epoxy copolymer based on diamine-based benzoxazine,Compos.Interfaces15(2008)321-334.
[37]L.A.Pothan,Z.Oommen,S.Thomas,Dynamic mechanical analysis of banana fiber reinforced polyester composites,Compos.Sci.Technol.63(2003)283-293.
杂志排行

Chinese Journal of Chemical Engineering的其它文章
- Bioregeneration of spent activated carbon:Review of key factors and recent mathematical models of kinetics
- CFD simulations of quenching process for partial oxidation of methane:Comparison of jet-in-cross- flow and impinging flow configurations☆
- Quantifying growth and breakage of agglomerates in fluid-particle flow using discrete particle method☆
- Coupling simulation of fluid structure interaction in the stirred vessel with a pitched blade turbine☆
- An integrated model for predicting the flame propagation in crimped ribbon flame arresters☆
- Assessment of k-ε models using tetrahedral grids to describe the turbulent flow field of a PBT impeller and validation through the PIV technique