工业自动化改造探究
2018-06-21张金权
目前在我国机械行业整体水平不高的态势下,自动化改造只能是基于现状进行优化,最大化的努力,将我们现有的设备资源加深利用,为企业谋取最大利益。本文是作者将亲身经历的两次成功自动化改造案例中的一些经验和失误都做一剖析分享,希望能为今后需要改造的企业提供一些借鉴。
自动化在改造前后需要几点支持,首先是设备资源和人力资源的这两大核心资产的支持,其次就是建立工艺数字化,及时高效优化,再加上信息化的支撑,通过整体的信息规划布局,建立多种信息沟通渠道,达到制造过程的协同统一。自动化整线运行如图1所示。
1. 设备的选型
在自动化改造开启之前,设备的选型有三点要求:
(1)通过对产品进行评估,从现有设备资源中找出能够满足我们加工的产品需求及产品工艺要求的设备。比如,车床类就需要看两轴的有效行程范围能否满足加工产品尺寸要求,主轴转矩与切削半径能否满足切削力矩要求,刀台工位数是否与加工零件工艺相匹配。
(2)设备是否具有自动化改造的先天条件,包括设备数控系统的开放程度,能否进行控制方面的改造。
(3)选型设备的统一性,自动化设备选型的重要特征就是能够最大限度的统一设备类型,设备种类繁多容易引起备件的种类繁多复杂,储备备件不易,不利于在设备故障后快速恢复,也不利于企业资金占用成本控制。
2. 精度、可靠性的检查及恢复
自动化最重要的一个环节就是设备精度的稳定可靠性。稳定可靠的设备状态是指连续加工过程中能够确保加工产品的一致性,确保设备运行状态良好平稳,不出或少出故障,出现故障能够及时高效恢复并投入到生产中去。

图1 自动化整线运行
稳定的设备状态是加工的前提,设备一旦进入自动化生产线,以后再要进行精度方面大的维修很麻烦,严重影响生产节拍。因此,对设备选型有几个重点工作需要做,逐台针对设备进行各方面精度检查。比如车床类,各轴的几何精度包括定位精度、重复定位精度、平面度垂直度、主轴的回转精度,还有包括刀架回转定位的精度以及可靠性;再比如立加卧加类,除了各直线轴的精度检查,还有回转轴的精度检查,交换台、机械手及刀库的动作可靠性检查,及其各功能的恢复。机床工装的确认,自动化生产线工装不同于单机运行的工装,必须满足自动装夹工件功能。机床辅件功能的检查及恢复,冷却、排屑系统检查,确保辅件功能的完好性。
3. 设备控制改造
设备控制改造是自动化改造项目实施过程中最重要最复杂而且关键的一环,直接影响到自动化整线功能的成功实现,能否实现设计节拍效率的要求。设备控制改造初期,针对已选设备整理思路,根据工艺流程控制方案及自动控制原理,结合总控特点梳理出需要改造的项目。大致有以下几点:①自动化工装控制信号,包括工装检测装置、增加工件气密检测到位信号。②自动门控制及反馈信号。③切屑清理装置控制。④机床与总控柜联机信号等。
根据梳理出来的控制动作以及各种反馈信号统一整理,再根据所选型设备特点,编制逻辑控制梯形图,编制M代码。这个过程需要预先和工艺、设备、自动化厂家相关人员相互协调联系,要本着整体布局的思路,相互协调解决问题的方式,实现自动控制的整体运行。还需要学习新的知识,攻克在逻辑控制程序编制经验方面的不足,寻求各种资源,查阅相关资料,虚心请教机床及系统售后厂家技术人员,共同探讨面临的各种问题。自动化线实时运行如图2所示。
笔者通过两次自动化改造,在改造过程中遇到的问题主要有:
(1)整线开机运行加工时的首件工件有料无料的检测判断问题。针对这一问题,首先通过机床工装预夹紧动作检测及其工件气密检测信号联合起来准确判断,然后编制宏程序指令控制程序,完整可靠实现机床首件工件自动判断有无料,最后在加工程序前插入宏程序,默认后续有料运行,来节省机床判断频率,减少判断失误,实现高效可靠加工。
(2)机床呼叫机器人上料换料后,工件放置可靠性问题。通过机器人与机床位置的精确对点保证位置可靠唯一性,依靠定位销二次确认准确位置。
(3)机床切屑的问题。在自动化加工过程中,除了机床自身精度外,遗留切屑是影响加工精度的重要问题。切屑的来源主要有两个方面,即加工过程中产生和随着工件由上道工序带到下道工序的切削。根据这个思路,我们首先对上道工序加工完后再加装清理切屑装置工序,保证切屑不在两道工序间传递。针对加工过程中产生的切屑,通过改制原有工装减少切屑停留,再增加专门的冲屑装置,快速彻底清理。工件内部也能会有一些死角的切屑无法清理,在换料过程正掉落到工装的装夹定位面上,通过在装夹定位面上增加吹气孔,清理定位面切屑。
(4)设备备件的储备。针对已选型设备,总结平时维修经验,整理常用易损件明细,做好合理数量的储备,对于不经常损坏的大备件,也要做一定数量的储备,要防止一旦设备出现状况后能够在很短时间内不因为设备备件停机造成的损失。
总之,在自动化过程中会遇到种种问题,我们需要做的就是针对发现的问题,分析根本原因,研究解决实施方案。

图2 自动化线运行
4. 工艺流程的确立及方案实施
工艺流程是在自动化方案确立初期就应该设计好的,因为整个自动化方案的实施过程就是建立在工艺流程基础之上的,工艺流程方案就是整个自动化方案的预先逻辑推演,确定好了工艺流程就是确定了自动化的整线框架,这也涉及到方方面面的问题。首先就是根据自动化线体设备情况选用什么样的走线方式,包括机器人的选型方式,是桁架式还是地轨式,这是自动化初期必须确立的方案;其次就是机床的摆放形式及摆放位置,比如直线式还是环绕式,或者小单元型,这直接关系到自动化线整体布局问题;再就是加工工艺工序方案的确立,加工工艺方案的确立涉及到许多因素,比如单工序加工能力的测试,总工序节拍合理规划,各个设备呼叫机器人上下料的时间分配等,其中还涉及到刀具刀片选型等诸多因素,当然还有毛坯料尺寸稳定性也是自动化线平稳运行的因素之一。
生产过程中加工零件的尺寸控制是保证产品质量稳定可靠的根源,产品质量一致性问题是困扰我们生产的重要因素,我们采用在重要加工环节加入在线测量装置,将一些重要尺寸纳入监测范围内,并将在线测量装置与每台设备相连接,保证加工尺寸能够实时反馈,进行刀补,得以实时矫正(见图3)。
5. 设备、产品等多种信息数据的采集,建立整体信息化支撑
设备、产品信息化是实现自动化整线生产的有力保障,信息化涵盖的内容也是多方面的。从设备方面看,设备备件信息化处理要准确无误处理好各个设备备件明细,处理好备件及设备全生命周期的大数据,处理好设备控制程序、加工程序,及各种参数备份等。从生产加工方面看,包含毛坯料厂家的各种信息、加工工序、操作人员、加工日期及流水号等各种加工过程中涵盖的信息。
在产品加工过程中,我们采用每台设备单独标识信息反馈到总控系统,在加工完成后再由总控系统反馈给打标机,通过二维码和明码的形式,在每个工件上做好共有信息及单独标记,做到产品标识的唯一性(见图4)。
最终我们将这些数据通过建立一整套信息化方案布局,通过将各种工艺方案、图样等数字化,部署MES系统等来解决产品追溯性等许多问题(见图5)。通过设备与系统数据集成,建立产品信息数据库,将计划、物流、质量过程与设备集成制造过程的协同,来支撑生产组织实施,实现产业链信息互通共享,确保生产组织高效运行,为资源匹配奠定基础。
6. 人员素质和能力的提升及培养
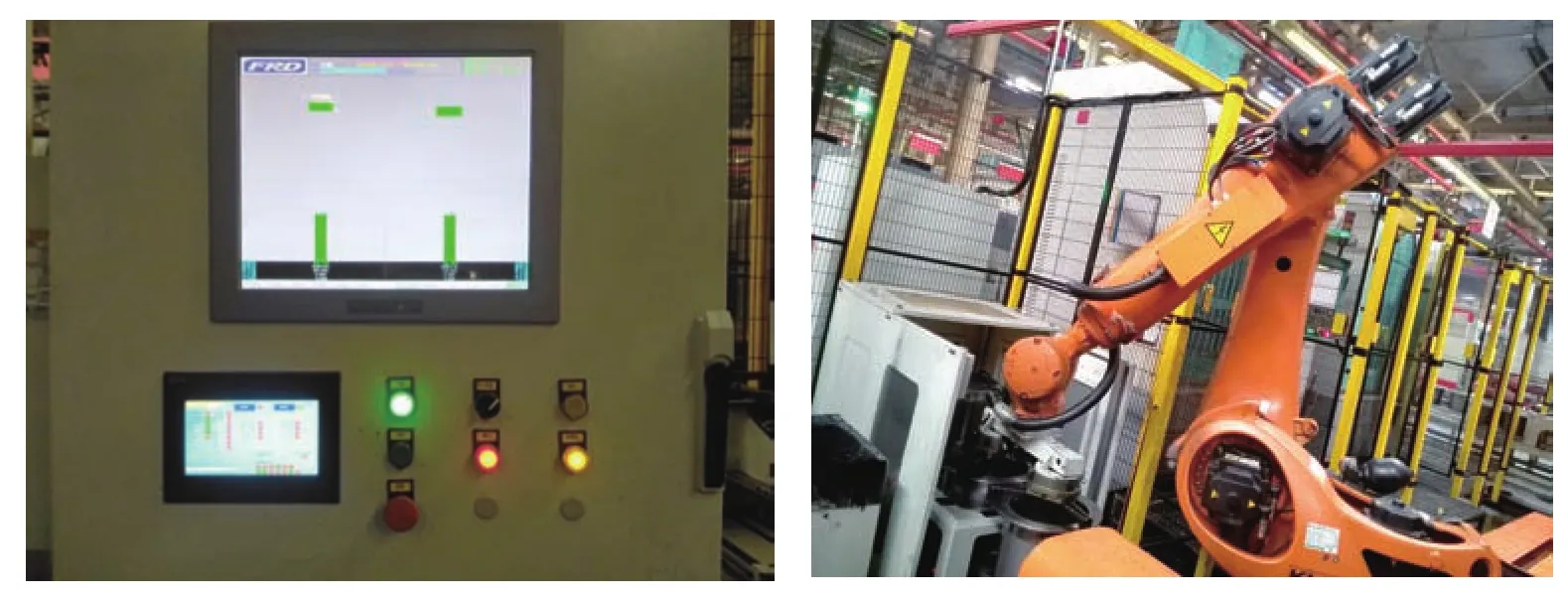
图3 工件在线实时测量

图4 工件信息标刻

图5 信息实时采集
人员素质和能力的培养提升是一个较为漫长的过程,人员不仅包含操作人员,还包括设备维修、工艺技术、管理人员整体的素质能力提升。
对于自动化线操作人员要求,由原来的单机操作变成自动化整体监控,要摆脱单机操作的定式思维,做到整体掌握自动化线所有设备的全局思维,熟悉整线设备生产流程(包含单机操作能力),做到会简单预判设备故障,能够快速开机运行投产。
设备维修人员能力也需要上一个大的台阶,有如下三个方面要求:一是加大日常巡检巡查力度,做好预防预见性维修工作;二是加强对自动化线设备的学习,熟练掌握单机工作原理及整线工作流程,努力提升自身工作能力和水平,并对新增设备及其新技术新知识加快学习;三是做好合理准确储备整线设备备件,根据平时经验积累,判断设备备件寿命周期,做好合理安排储备数量,在保证安全运行前提下尽可能减少库存占用,降低消耗指标。
工艺技术也要转换,由单机运行模式到整线联机模式,计算整线生产节拍,合理安排加工流程,实现最大化排产,在自动化线整体改造前期做好换产准备,以备后续运行时换产顺利进行。特别是做好日常刀具寿命管理工作,在刀具磨损方面积累数据,并能将大量的记录数据合理有效转换为经验积累,有效分析当前生产中存在的刀补问题,为自动化刀具补偿加工做好准确有效的铺垫。
7. 安全因素
自动化改造除了上述几点外,安全方面也是一个不可忽略的重要因素。安全主要是设备与总控联机后要实现不漏一个细节,做到安全互锁的完善、可靠性。
但在这个过程中可能也会发生一些难以预料的问题,比如在机床加工中,当设备出现报警提示信号处理起来还是比较容易,但是当设备异常时并没有报警提示信息时,我们还难以处理。
为此,除了加强人员巡检力度,我们通过正常状态的数据积累,利用超时报警方法监控设备状态,利用远程遥控来控制异常设备,及时处理设备异常但又无法及时处理的情况(见图6)。在机器人控制程序中增加防撞力矩设计,将力矩在每段程序中调节到合适大小,保证既能正常生产又能在出现意外时检测到力矩异常而报警停止。

图6 远程控制
自动化改造是一个未知的道路,是一个需要永远前进的道路,前面不管我们遇到什么困难,都需要通过自身努力探索,不断完善加强学习,才能取得更大的进步。
