全包覆包芯纱的纺制及工艺研究
2018-05-24王建坤
王建坤,郭 晶,郑 帼,张 昊
(天津工业大学纺织学院,天津 300387)
0 前言
包芯纱是一种兼具皮纱和芯纱性能的复合纱线,广泛应用于机织和针织面料,织物舒适,易于洗涤,美观大方,颇受消费者喜爱。开发一种细绒棉包覆涤纶长丝的包芯纱,发挥利用涤纶长丝强力好、硬挺爽滑快干,不易产生褶皱,抗拉伸、撕裂性和抗收缩性的特点,和棉纤维吸湿快干性能,可应用于增强帆布领域。但包芯纱短纤维包覆长丝的独特结构,使包芯纱具有复合性能的同时,也存在包覆不严、露芯等问题,严重影响包芯纱织物的服用性能,现在仍存在实现包芯纱全包覆的技术难题。
目前,关于包芯纱纺制的研究比较少,研究角度分散。杨元从包芯纱包覆效果表征的角度,采用普通生物显微镜法、纺纱前染色法、成纱后染色法和视频变焦显微镜测试法,得出视频变焦显微镜法准确地定量测试包芯纱包覆量,但未对包芯纱包覆效果的影响因素进行研究[1]。闫海江对比普通环锭纺和赛络纺的成纱机理和成纱效果,得出赛络纺包芯纱的包覆效果更佳,但未对喷气涡流纺进行比较[2]。杨志清探究如何在棉纺设备上纺制包芯纱,采用普通环锭纺纺纱方法,对细纱机进行改装,在前罗拉皮辊前加装导丝轮工艺采取皮纱/芯纱包覆比在60/40 以上,捻系数在304~333左右纺制出包芯纱。但未对成纱方法和工艺因素对包芯纱包覆效果的具体影响进行研究。
对细纱纺制方法和工艺进行实验探究,采用单因素实验法对比普通环锭纺、赛络纺、喷气涡流纺,得出最佳纺制方法。同样采用单因素实验法分别对长丝退绕张力、捻系数、皮/芯包覆比进行单因素研究,分别得出较优范围。然后采取正交实验法,取三因素三水平,实验探究各因素对包芯纱包覆效果的影响顺序及最佳工艺。实验通过对纺制出的包芯纱进行染色,观察横向、纵向截面以及对包芯纱织物进行染色,摩擦测试的方法表征包芯纱的包覆效果。
1 实验部分
1.1 不同纺纱方法纺制包芯纱
1.1.1 包芯纱芯丝选择
芯纱从芯丝原料种类和芯丝纤度两方面进行选择。从芯丝原料种类角度选择,包芯纱的芯纱多采用强力和弹性较好的长丝,如涤纶长丝、氨纶长丝等。涤纶长丝具有较高强力近为棉的 2 倍,在合成纤维中具备优良的抗皱、耐磨性,富有弹性近似羊毛,同时具有较佳的耐热性和热稳定性。从芯丝纤度角度选择,应考虑芯丝的芯度值和单丝的根数,并针对织物的不同用途和所纺包芯纱的不同细度进行选择。同纤度的芯丝,单丝越细,根数越多,织物表现出柔软滑爽;反之织物表现刚性挺括的风格[3]。在芯丝的光泽度选择上,分为有光、半消光和消光三种类型,选用有光芯丝可降低生产成本,但包芯纱包覆不严的问题会使有光芯丝裸露感更加明显,适用于实验试纺,表征包芯纱包覆效果时容易对比和分析。实际生产中应尽量选用消光和半消光长丝,减少“星光”现象。本文选用 70D 有光涤纶长丝作为包芯纱芯丝。
1.1.2 包芯纱芯外包纤维的选择
包芯纱的外包纤维多采用棉、毛、粘胶以及锦纶等短纤维。棉纤维具有吸湿快干的特点,以及良好的舒适性。细纱纺制过程中,应尽量选用长度长、支数高、成熟度好的原棉纤维,但用作烂花织物的包芯纱的外包棉,要求棉结杂质要少。本文选用细绒棉作为包芯纱的外包纤维,制成 4.5g/10m 纯棉粗纱用于细纱纺制。
1.1.3 纱线规格设计
选用 4.5g/10m 纯棉粗纱作皮纱,50D 有光涤纶长丝作芯纱,拟采用控制变量法,对普通环锭纺、赛络纺、涡流纺三种纺纱方法进行探究,纺制细度为 18 支,细纱工艺参数相同的包芯纱。然后将纺制出的纱线进行染色,用透反射偏光显微镜观察包芯纱纵向,用 TM3030 电子显微镜观察包芯纱横截面,比较三种纺纱方法成纱包覆效果,从而判定三种纺纱方法的优劣,选出最佳纺纱方法,应用于后文纺纱工艺因素的探讨中。
在包芯纱的工艺设计中涉及皮纱/芯纱包覆比、外包纤维牵伸倍数、细纱号数等参数。皮纱/芯纱的包覆比指单位长度包芯纱中皮纱的重量和芯纱重量的比值,这里单位长度取 1000 米包芯纱,皮纱与芯纱细度之比即为包覆比。涤纶选用 70D,根据设定包覆比即可计算出皮纱细度。在包芯纱纺制过程中,牵伸倍数指皮纱牵伸倍数,因为芯纱几乎不参与牵伸,牵伸倍数的计算为粗纱细度与皮纱细度的比值,但赛络纺纺制包芯纱应特别注意,计算牵伸倍数时,由于皮纱由两根粗纱牵伸而来,因此牵伸倍数应为粗纱细度的两倍与皮纱细度的比值。细纱工艺中的细纱号数指包芯纱号数,是皮纱细度与芯纱细度之和,通过固定细度的芯丝和包覆比参数计算得出皮纱号数,从而得出包芯纱的纺纱号数即为细纱号数。
1.1.4 上机试纺
在上机试纺过程中,探讨普通环锭纺、赛络纺和涡流纺纺纱方法对包芯纱的包覆效果应注意采用控制变量法,控制细纱上机工艺参数完全一致。

表1 通环锭纺、赛络纺、涡流纺包芯纱上机参数
1.2 工艺参数对赛络纺包芯纱品质的影响
1.2.1 长丝退绕张力对包芯纱包覆效果的影响
包芯纱皮纱选用 4.5g/10m 纯棉粗纱,芯纱选用 70D 有光涤纶长丝,纺制细度为 18 支的包芯纱,具体参数如下表2。
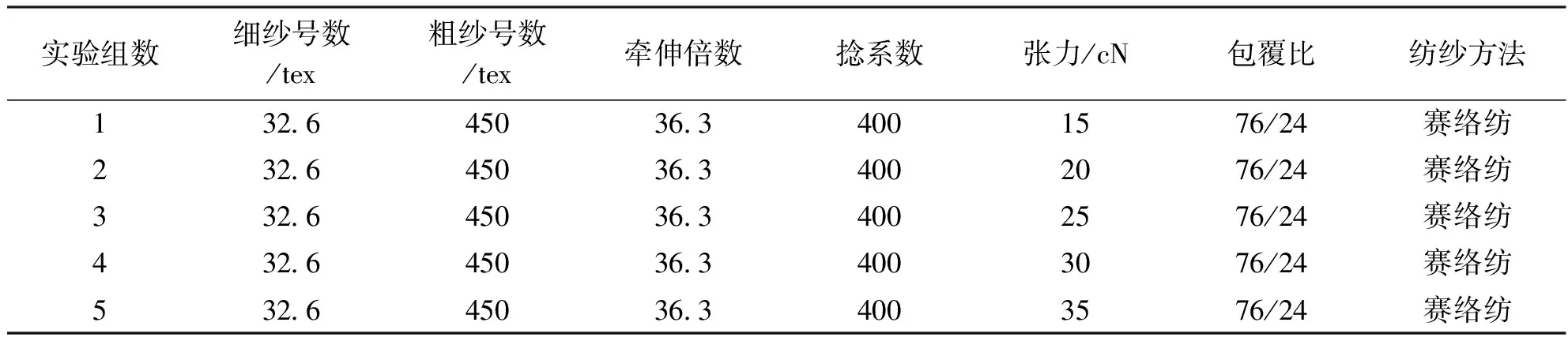
表2 改变张力因素细纱上机工艺
1.2.2 捻系数对包芯纱包覆效果的影响
通过调节细纱机纺制的工艺设定,控制捻系数分别为 250、275、300、325、350、375、400 进行细纱纺制,具体参数如下表3。

表3 改变捻系数因素细纱上机工艺
1.2.3 外包纤维与芯丝包覆比对包芯纱包覆效果的影响
改变皮纱与芯纱包覆比,由于芯丝细度固定,根据不同包覆比可计算出皮纱细度,皮、芯细度之和即为上机试纺的纱线号数,并且根据皮纱号数可以计算出粗纱牵伸倍数,即通过改变牵伸倍数改变细纱号数,从而控制不同皮/芯包覆比,具体参数如下表4。

表4 改变包覆比因素细纱上机工艺
1.2.4 正交实验设计
拟采用正交实验法,进行三因素三水平正交实验。在单因素探究中,已找到各项单因素的最佳工艺范围,但各因素间存在互相制约关系,因此拟采用正交实验法对长丝退绕张力、捻系数、棉/涤包覆比对包覆效果的综合影响进行探讨。利用正交实验助手软件设计正交实验表,填入三因素三水平数据,选取张力为25cN、30cN、35cN,包覆比为 275、300、325,棉/涤包覆比为 70/30、75/25、80/20制定实验方案。根据正交实验表的工艺参数进行纺纱,将纺制出的纱线进行染色,利用透反射偏光显微镜观察包芯纱纵向,用 TM3030 电子显微镜观察包芯纱横截面,并进行单纱摩擦实验表征包芯纱的抗脱散程度,将 9 组实验结果进行露芯程度和抗脱散程度两个角度进行评级,包覆效果越好,级别越高,将露芯程度和抗脱散程度的综合评级结果输入正交表进行极差分析,得出芯丝退绕张力、捻系数、棉/涤包覆比对包芯纱包覆效果影响主次顺序,得出优水平和最优参数组合。最终分析得出最佳、最差包覆效果下的张力、捻系数、包覆比组合参数。
在正交实验中,增加单纱脱散实验多角度,全方位地表征包芯纱的包覆效果。单纱脱散实验利用单纱耐磨仪,摩擦50次,观察包芯纱的露芯情况,若摩擦50次包芯纱已出现露芯,则比较露芯的多少和露芯面积;若摩擦50次还未出现露芯情况的包芯纱,则继续进行摩擦,记录刚出现露芯时的摩擦次数,对9组包芯纱摩擦实验进行评级,抗脱散效果最佳的纱线评为最高级9级,抗脱散效果最差的纱线评为最低级1级。最终将包芯纱的染色表征评级与抗脱散表征评级线性相加即为每组正交实验的最终结果,并对结果进行极差分析。

表5 改变包覆比因素细纱上机工艺
根据正交实验列表中的参数,设定纺纱上机工艺参数,分别进行纺制。

表6 正交实验上机参数
2 结果与分析
2.1 纺纱方法的确定
通过实验,三种纺纱方法纺制出的包芯纱包覆效果最好的是赛络纺,其次是涡流纺,普通环锭纺效果最不理想,因此后文探究细纱工艺对包芯纱包覆效果的影响实验中将采用赛络纺纺纱方法。
普通环锭纺包芯纱的包覆效果较差,染色观察露芯严重。普通环锭纺纺制包芯纱存在较大的弊端,难以控制长丝积极退绕,导丝轮跑偏导致中间纤维张力松弛导致纤维间空隙较多,导致无法保证芯丝在前罗拉钳口处处于外包纤维须条中心,且由于普通环锭纺中存在内外层纤维转移,导致外包纤维以单纤维的形式呈螺旋线缠绕在芯丝表面从而发生成纱中芯纱外露的现象[4]。
赛络纺包芯纱的包覆效果在三种纺纱方法中最佳,染色观察露芯最少。赛络纺中的外包纤维由两根粗纱牵伸而成,在牵伸过程中自弱捻聚集,经后区牵伸形成两条平行顺直的须条,虽存在有少量纤维从内向外层转移,但由于两根平行粗纱在喇叭口喂入时存在一定的间距,使纤维转移受到阻碍,从而在卷捻芯丝过程中达到降低露芯,纱线表面光滑的效果。赛络纺包芯纱中两根棉粗纱牵伸后的纤维的平行伸直度要优于普通环锭牵伸出的单根棉须条中的纤维,因此赛络纺包芯纱断裂强力和断裂伸长明显优于普通环锭纺包芯纱。
涡流纺纺制包芯纱受张力影响较大,导致包芯纱质量稳定性较差。若张力控制较小芯丝没有充分伸直则易造成芯丝外露现象,若张力控制较小则易出现回缩打皱现象。涡流纺纺包芯纱需注意选择合适的纺纱速度、前罗拉钳口到锭子前端的距离、喷嘴压力、纺锭直径和喂入比等工艺参数。目前采用涡流纺纺制包芯纱技术仍不是十分成熟。
2.2 工艺参数对赛络纺包芯纱品质影响的分析
2.2.1 长丝退绕张力对包芯纱包覆效果影响的分析
包芯纱的包覆效果采用评级法表征,包芯纱露芯越少,包覆效果等级越高,包覆效果越好。通过控制变量法探讨长丝退绕张力为15cN、20cN、25cN、30cN、35cN 工艺对包芯纱包覆效果的影响进行实验探讨,根据定性观察法,将纺制出的纱线染色后进行对比和显微镜观察,得出长丝退绕张力在15cN~30cN范围内,随着张力增大,包覆效果逐渐变好,张力为30cN时包芯纱包覆效果最好,张力大于30cN时包芯纱的包覆效果随张力的增大逐渐变差。
长丝退绕张力对包芯纱的包覆效果起着关键性作用,张力合理而恒定的控制对改善包芯纱包覆不良和张力不匀十分重要。若张力过小,芯丝在前罗拉钳口处受到的向心压力会导致芯丝无法处于纱芯之中,从而产生包覆不严露芯现象[5];若张力过大,芯丝进入前罗拉时会出现卡顿,从而产生短纤维屈曲形成疵点的现象。因此张力稳定控制在 30cN 左右,纺制出的包芯纱包覆效果较佳。在后文的控制单因素变量的工艺实验探讨中,将控制长丝退绕张力为 30cN,在正交实验探讨中将选取较优张力25cN、30cN、35cN三个水平。
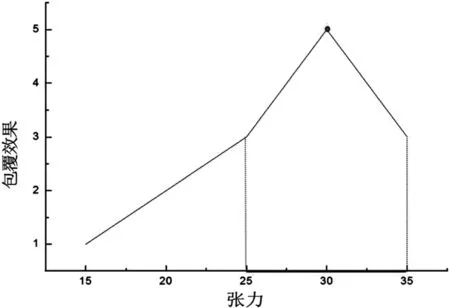
图1 张力对包芯纱包覆效果的影响
2.2.2 捻系数对包芯纱包覆效果影响的分析
通过上机试纺,并对纱线进行染色和显微镜观察得出,在捻系数为 250~400 范围内,包芯纱的抗剥离性能随捻系数的增大而增强,但露芯程度随捻系数的增大露芯增多,包覆效果变差。捻系数为 250 时,包芯纱的包覆效果最佳,但由于捻系数越小纱线强力越小,综合考虑捻系数对纱线强力的影响,捻系数取 300 较佳,用于后文控制变量单因素工艺实验探讨,在正交实验中将选取较优捻系数 275、300、325 三个水平。
捻系数对包芯纱包覆效果的影响主要由于:在钢丝圈携带纱线绕钢领高速回转加捻的作用下,纱线中纤维间受到向心压力,产生纤维的内外转移,导致纤维间的抱合力增大,外包纤维对芯丝包覆得更加紧密,使包芯纱的抗剥离性及抗脱散能力增强[6]。但随着捻系数减小,外包纤维较为松散,将芯丝覆盖范围更大,因此露芯更少,包覆效果越好。
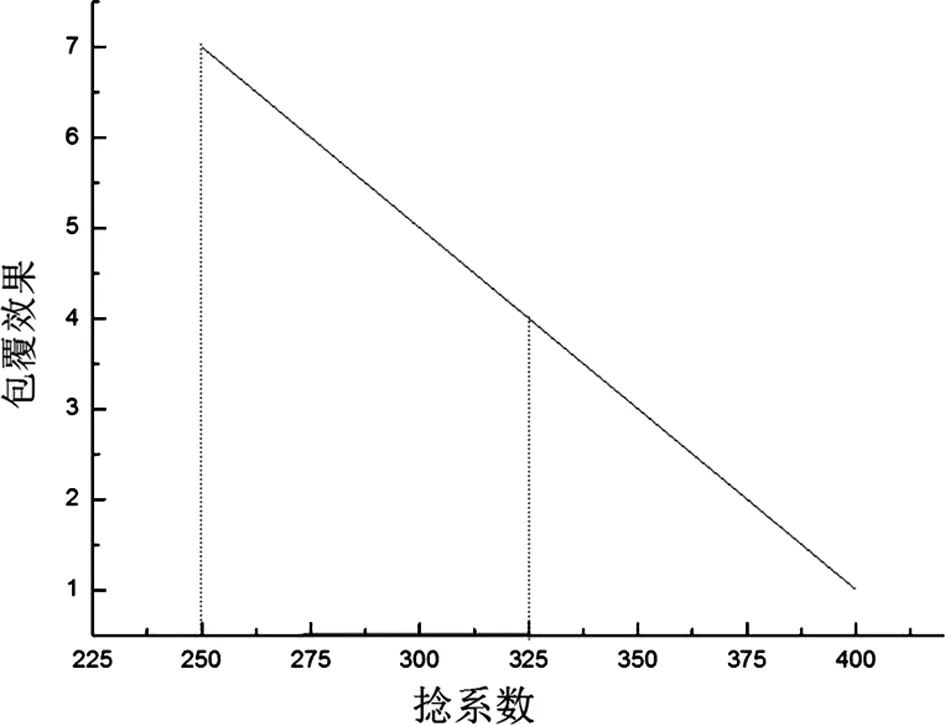
图2 捻系数对包芯纱包覆效果的影响
2.2.3 捻系数对包芯纱包覆效果影响的分析
通过上机试纺,并对纱线进行染色和显微镜观察得出,皮/芯包覆比比值越大,包芯纱包覆效果越好,当包覆比为 80/20 时,包覆效果最好,在后文正交实验中将选取较优包覆比 70/30、75/25、80/20 三个水平。
包覆比越大包芯纱的包覆效果越好是由于芯丝比例的减少,使外包纤维的中空程度降低,纤维间的抱合力增强,包裹更加紧密,同时减少芯纱裸露在皮纱表面,因此随着皮纱/芯纱包覆比的增加,包覆效果越好。

图3 包覆比对包芯纱包覆效果的影响
2.2.4 正交实验分析
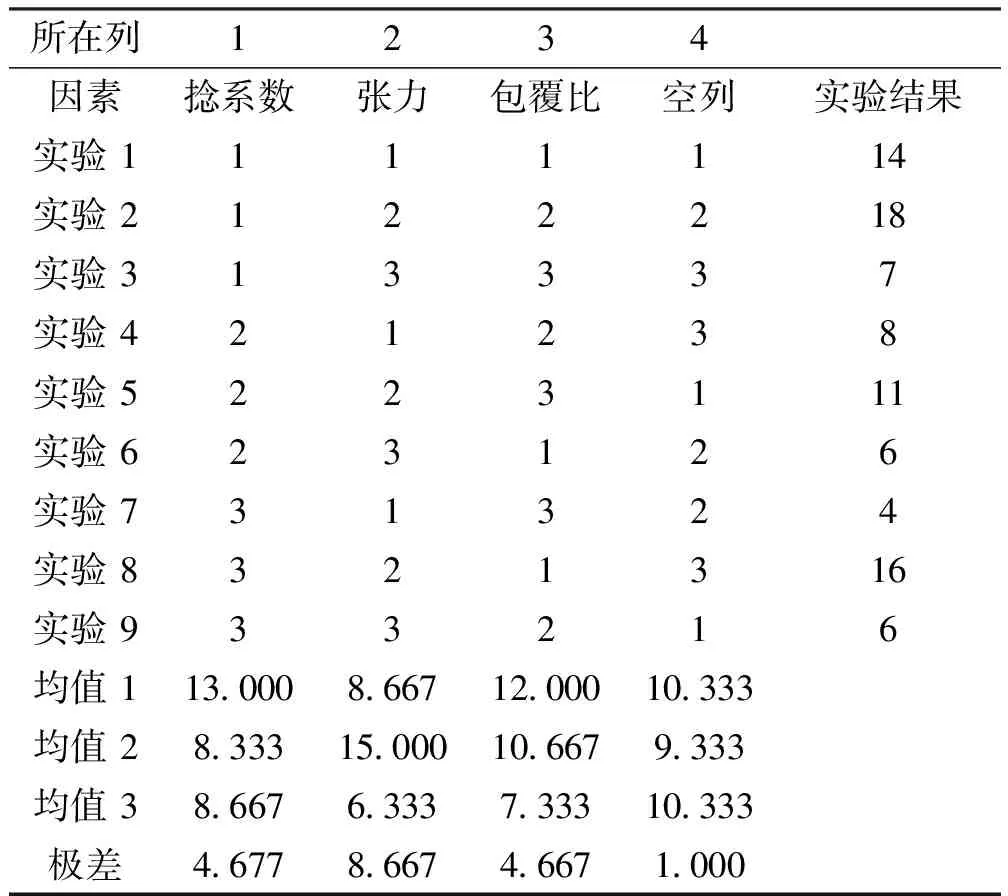
表7 包芯纱正交实验综合影响因素
实验结果综合考虑包芯纱的露芯程度和脱散程度,根据露芯程度分别对 9组纱线进行排序,露芯最少的纱线评为 9 级,露芯最多的纱线评为 1 级;根据单纱脱散实验,对 9 组纱线的脱散程度进行排序评级,脱散程度最小的纱线评为 9 级,脱散程度最严重的纱线评为 1 级,最终实验结果数据为露芯程度和脱散程度评级之和的数值。
从上述实验结果认为:长丝退绕张力的大小是影响包芯纱包覆效果的主要细纱工艺因素,其次是捻系数,末位是棉/涤包覆比。根据包芯纱赛络纺纺制工艺,认为影响包芯纱包覆效果的主要因素有芯丝长丝退绕张力、捻系数、外包纤维与芯丝包覆比三个因素,结合各因素的较优水平,用 L9(33)正交实验设计方案,根据实验和极差分析,找到包覆效果最佳包芯纱的纺制工艺。由表7可知,因素捻系数取第一水平(A1,275)为最好,(K1=13);捻系数取第二水平(A2,300)为最差,(K2=8.333)。因素长丝退绕张力取第二水平(B2,30cN)为最好,(K2=15);长丝退绕张力取第三水平(B3,35cN)为最差,(K3=6.333)。
因素棉/涤包覆比取第一水平(C1,70/30)为最好;(K1=12);棉/涤包覆比取第三水平(C3,80/20)为最差,(K3=7.333)。从极差显示看,因素 B 的极差为 8.667,最大;因素 C 的极差为 4.667,最小。
通过正交设计实验可以认为该实验方法的最佳组合为:长丝退绕张力为30cN,捻系数为 275 时,棉/涤包覆比为 70/30,最差组合为:长丝退绕张力为35cN,捻系数为 300,包覆比为 80/20。
3 结论
本文对细纱纺制方法、细纱工艺参数对包芯纱的包覆效果的影响进行实验探讨,并对包芯纱和织物的包覆效果进行表征,得出以下结论:
(1)利用控制变量法保持细纱参数一致,探讨普通环锭纺、赛络纺、喷气涡流纺三种纺纱方法,得出赛络纺纺制包芯纱,包覆效果最佳,其次为喷气涡流纺,普通环锭纺纺制包芯纱效果最不理想。
(2)影响包芯纱包覆效果的主要细纱工艺因素为长丝退绕张力、捻系数、皮纱/芯纱包覆比。通过单因素实验探讨得出长丝退绕张力对包芯纱包覆效果的影响,先随张力增大包覆效果逐渐变好,包覆效果达到最佳值后,后随张力增大而变差,包覆效果最佳张力在30cN左右,张力在25cN~35cN较优;捻系数对包芯纱包覆效果的影响成一次函数下降态势,包覆效果随捻系数的增大而变差,包覆效果最佳捻系数在 250 左右,综合考虑纱线强度,认为捻系数在275~325较优;皮纱/芯纱包覆比对包芯纱包覆效果的影响成一次函数上升态势,包覆效果随皮纱比例的增加而变差,包覆效果最佳包覆比为 80/20,包覆比为 70/30~80/20 较优。
(3)多因素正交实验得出,对包芯纱露芯程度影响最大的工艺因素是长丝退绕张力,其次是捻系数,棉/涤包覆比影响最小。包芯纱纺制的最佳工艺为:张力 30cN、包覆比 70/30、捻系数 275。最差工艺为:张力 35cN、包覆比 80/20、捻系数 300。
参考文献
[1] 杨元.包芯纱包覆效果测试分析[J]. 纺织导报,2005(7):53-57.
[2] 闫海江.两种包芯纱的工艺优选及质量对比[J].棉纺织技术,2015(1):37-40.
[3] 李建华,沈晓飞,任学勤. 新型包绕纺包芯纱的开发与研究[J].毛纺科技,2007(1):38-40.
[4] 甄在星,刘连军,任英. 赛络纺在棉/Modal 氨纶包芯纺纱中的应用探讨[J].山东纺织科技,2005(2):11-14.
[5] 王思顺,徐仁利,刘涛,等. 双丝包芯纱的生产及在牛仔面料中的应用[J]. 棉纺织技术,2014(11):33-37.
[6] 梁蓉,林建华.传统和赛络纺锦纶长丝包芯纱的比较[J]. 纺织学报,2006(8):85-88.
