LDK发动力连杆生产工艺优化
2018-05-24虞积民
虞积民
(上海交运集团股份有限公司汽车零部件制造分公司,上海 201206)
引言
发动机是汽车的心脏,连杆是发动机的关键零部件,连杆受到复杂变化的交变载荷的作用,因此发动机连杆的的生产质量直接影响到发动机的整体性能和可靠性[1]。因为连杆是发动机重要的运动部件,所以要求连杆有很高的加工质量精度,必须保证连杆表面无折叠、裂纹和横向磨痕等缺陷,这就意味着对连杆的设计和加工有更高的要求。随着汽车行业的飞速发展,连杆的需求量在不断增加,许多新的制造加工工艺也在不断应运而生,连杆作为发动机的关键零部件,其加工技术一直受到广泛的关注。如何提高连杆的生产效率,提高加工精度,降低成本,延长连杆的使用寿命对现今各大汽车制造商具有重要的战略意义。
1 发动机连杆制造技术的发展
1.1 连杆制造工艺的发展

表1 不同连杆制造工艺比较
随着汽车行业的飞速发展,连杆的需求量在不断增加,因此出现了许多不同的加工制造工艺。目前,连杆坯料制造工艺主要有铸造工艺、模锻工艺、粉末锻造工艺、常规粉末冶金工艺等,表1为连杆各种坯料工艺的比较。
从连杆的生产发展历程可看出,粉末冶金零件的开发与应用,和汽车制造业所追求的轻量化、改进零件性能、降低生产成本、保护环境等目标息息相关。因此汽车制造业中,粉末冶金连杆的生产与发展已得到越来越广泛的应用。
1.2 连杆加工工艺
连杆作为发动机的一个关键零部件,其加工技术一直受到广泛的关注。随着制造业的飞速发展,许多制造加工的新工艺新技术应运而生。连杆裂解工艺就是上世纪90年代出现的一项连杆加工新技术。图1为传统工艺与裂解工艺的比较。

图1 传统连杆加工与裂解工艺比较
1.3 粉末锻造与裂解工艺相结合
LDK发动机连杆坯料制造采用粉末锻造工艺,连杆体与连杆盖分离面的制造采用裂解加工工艺,由于制造 LDK发动机连杆采用了粉末锻造与裂解工艺相结合的工艺,故其相对于传统连杆很大的优势。
2 分析连杆的结构工艺性
连杆是发动机中主要传动部件之一,它的功用是将活塞承受的力传给曲轴,并将活塞的往复运动转变为曲轴的旋转运动。它主要由小头、杆身和大头组成。大头为分开式结构,连杆体与连杆盖用螺栓连接,并与曲轴装配在一起。连杆的结构形式,直接影响机械加工工艺的可靠性和经济性。LDK汽油机连杆为大量生产,因此其在结构工艺方面有很高的合理性。
3 研究连杆加工工艺路线
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。由于发动机连杆的加工为大批大量生产,应该广泛采用先进工艺和高生产率的专用机床,实现机械加工、连杆盖和连杆体装配、称重、检验、清洗和包装等工序自动化。除此以外,还应考虑经济效果,以便降低生产成本。加工工艺路线考虑的因素可归纳为表2:

表2 加工工艺路线考虑的因素
综上所述,并根据机加工顺序原则“先粗后精、先主后次,先面后孔、基面先行”对连杆加工进行合理的工艺路线的设计,连杆加工工艺流程图如下:
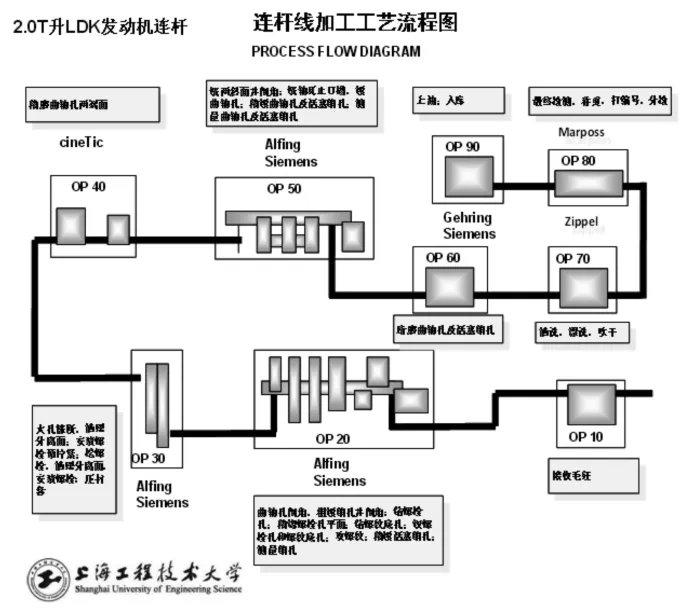
图2 LDK 2.0T发动机连杆加工工艺流程图
4 连杆裂解有限元分析
连杆裂解加工工艺与传统的连杆加工工艺相比有很明显的优势,也是连杆制造技术的发展方向。但是,生产制造企业非常关注预留裂解槽尺寸与裂解力大小对连杆裂解的影响,采用有限元仿真分析方法试图解决并了解两者之间的关系对制造企业有着重要的现实意义。
4.1 连杆模型的建立与导入
为提高有限元的分析和计算效率,最终取连杆大头端的二分之一作为有限元分析对象。为了便于清理和导入,LDK发动机连杆模型直接在UG中进行了简化处理,处理结果模型如图3所示,导入HyperMesh中的连杆模型如图4所示。
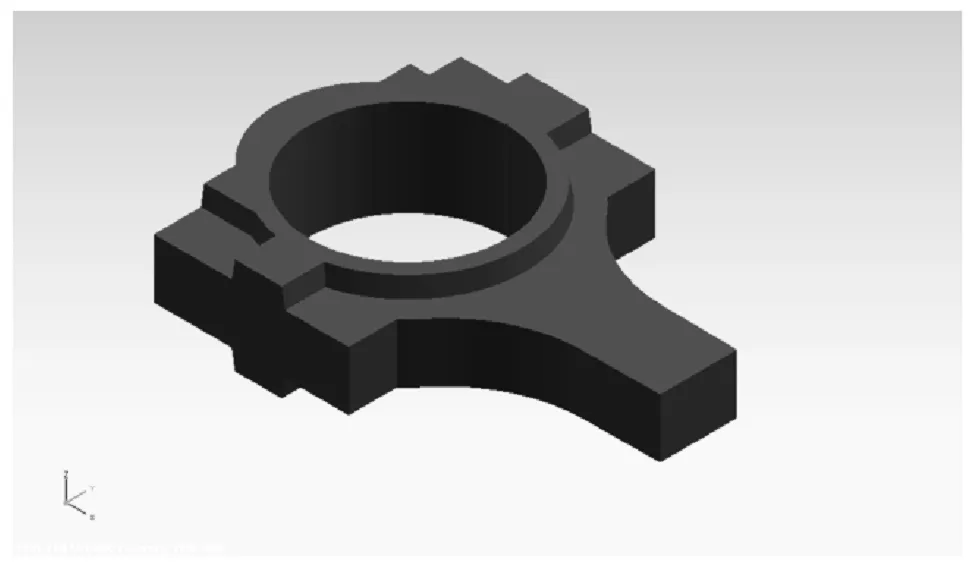
图3 连杆三维模型

图4 连杆有限元模型
在导入HyperMesh之后,接下来就是对连杆模型进行网格划分。由于有限元将一个连续的整体离散成不连续的个体单元,因此,将单元划分得越细误差会越小。但事实上考虑到计算资源的限制,不可能无限小的细化网格。最终网格划分结果如图5所示。

图5 连杆有限元网格划分图
连杆材料为粉末冶金材料,洛氏硬度为 21-30,屈服强度为601MPa,抗拉强度为947MPa。定义材料属性时输入弹性模量E与泊松比ν。
根据裂解过程中的受力分析,可以对裂解进行合理简化:假定连杆在起裂解前受到的是静力作用,可以忽略速度、动量的影响;把盖端所受到的作用力和预紧力的合力设为裂解力。
最终施加约束和载荷的模型图如图6所示。

图6 连杆有限元载荷约束图
4.2 连杆仿真计算结果
4.2.1 连杆裂解力大小
在不同大小的裂解力作用下对连杆涨断效果进行分析,其结果如图7所示:
已知粉末冶金材料抗拉极限值,由图7可看出,当裂解力为65KN时,裂解槽区域的应力正好大于连杆的抗拉极限,即当裂解力为65KN时连杆正好涨断,为最佳涨断力。

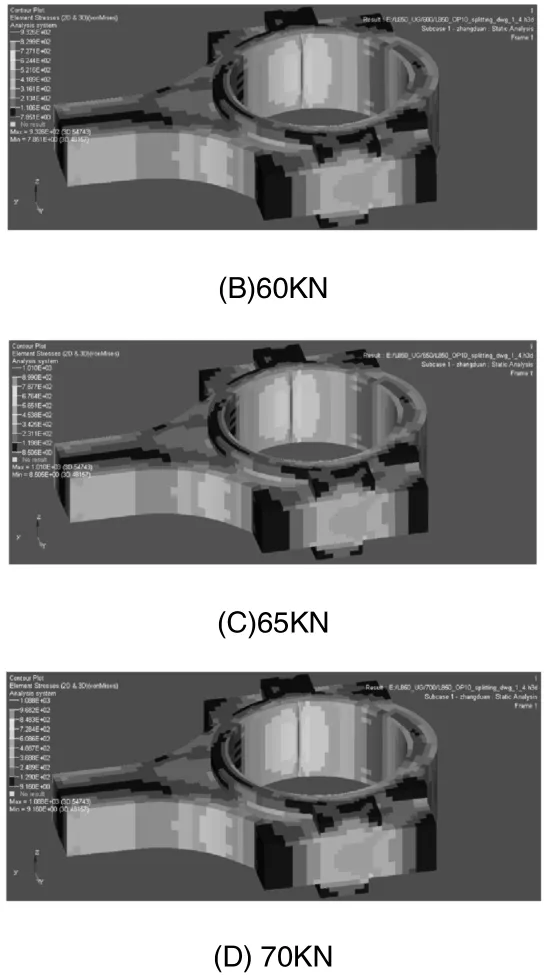
图7 不同涨断力下连杆应力分布云图
4.1.2 裂解槽对塑性区的影响
(1)当连杆涨断力为65KN时,将无裂解槽的模型与有裂解槽的模型进行分析比较,其结果如图8所示:

图8 连杆涨断应力分布云图
(2)当连杆涨断力为65KN时,将不同槽深的连杆有限元模型进行分析比较,其结果如图9所示:

图9 不同裂解槽连杆应力分布云图
4.3 仿真结论分析
由以上有限元仿真分析结果可知:
(1)当裂解力为65KN时,裂解槽区域的应力正好大于连杆的抗拉极限,即当裂解力为65KN时LDK发动机连杆正好涨断,为最佳涨断力。
(2)通过有限元分析,分析裂解区应力状态,得出有裂解槽的模型在裂解槽处有明显的应力集中现象,其相对于未预制裂解槽的连杆,能保证更高的裂解质量。
(3)通过对不同槽深的有限元模型比较分析,可知裂解槽深度对裂解塑性区域影响很大,随着槽深的增大对裂解区的影响也增大。
5 结论
本文对 LDK发动机连杆的机械加工工艺完全符合企业标准与使用要求。连杆的制造加工通过运用粉末锻造和裂解新工艺相结合,大幅度减少了连杆加工工序,大大降低了整个生产成本。
本课题首次探索性地使用的有限元软件,仿真模拟分析了连杆裂解时的涨断力与裂解槽尺寸对裂解的影响,为企业今后粉末冶金毛坯制造裂解槽尺寸的预留及涨断工艺及机床的选择设计,以及CAE分析奠定了基础。