我国典型化工机械设备安全管理现状及事故管控
2018-05-22梁秉红
梁秉红
(阳煤集团太原化工新材料有限公司, 山西 清徐 030400)
引言
化工设备是化工企业生产过程中所使用的各种机器和设备的统称[1],其合格的设计与制造、规范的安装与使用、合理的维护与保养以及到位的操作与管理等对化工企业的安全生产起着关键性的作用,所以化工企业生产过程必需要重视化工机械设备的安全管理,避免发生各类设备的安全事故。
1 我国典型化工设备安全管理现状
1.1 系统的法律法规与安全设备技术规程
目前,化工企业制定了一系列法律、法规和标准,同时还增加了企业的安全设备技术规程。法规体系包括法律、行政法规、部门和地方规章、地方性法规以及安全技术规范,企业的安全设备技术规程包括管理制度化、制度流程化、流程表单化、表单信息化以及作业手册化,企业的安全设备技术规程是在法规体系的前提和基础上形成的,有着统一的理念和标准化的管理。我国化工企业现行的法规标准体系及安全设备技术规程如图1所示。
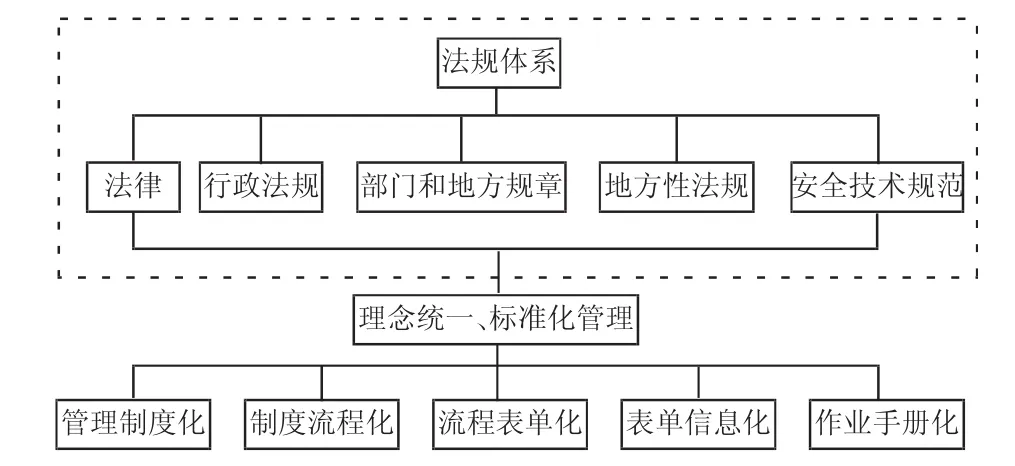
图1 我国化工企业现行的法规标准体系及安全设备技术规程图
1.2 较为完善的企业化工设备安全管理网络图
现代化工企业还建立了自己的设备安全管理网络图,以具体、全面负责化工设备安全工作。我国化工企业化工设备安全管理网络图具体如图2所示。
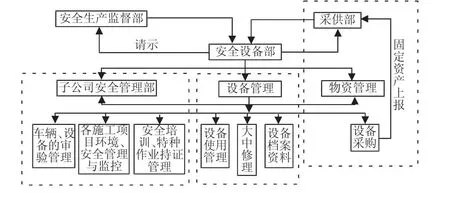
图2 我国化工企业化工设备安全管理网络图
1.3 新技术及科学现代的管理手段
在化工设备管理制度方面,新的技术、科学现代的管理手段在设备安全管理中也在不断应用。首先,状态监测和故障诊断技术得到了广泛应用。设备状态监测和故障诊断技术可提前预判设备可能发生的故障及发展走势,是管理方式和管理理念的重大转变,其为现代化工企业提高设备运转率及可靠性、降低事故发生率提供了必要手段。其次,计算机技术动态管理系统在现代化工企业起着越来越重要的作用。例如紧急停车系统、安全连锁系统等可对化工装置所存在的隐患做到预警预报,并在发生事故时及时处理,有效遏制了特种设备事故的发生。第三,现代预知维修技术与其他相关技术的有效结合。传统的典型化工设备是对其定期维修,现代的预知维修技术通过对设备关键点数据的收集与分析,预先分析各种参数的状态,从而避免生产设备的意外损坏。
2 我国化工设备安全管理存在的问题
1)设备管理工作仍存在一些薄弱环节。如设备管理机构设置不顺,存在设备管理职能交叉、多头管理、各自为主的局面;职能部门人员分流、缩减,缺位和工作脱节现象时有发生;部分新购设备机型杂、质量差,存在先天不足的问题等。
2)科学管理进展缓慢。如前所述,我国化工企业设备管理有了一定的发展,各企业均建立了自己的化工设备安全管理网络图,部分企业还采用了状态监测和故障诊断技术、计算机技术和动态管理技术以及现代预知维修技术等,但这些科学管理还处于起步探索阶段,基础理论研究尚不深入,且推广力度和普及范围不足,尤其在节能设备的推广应用方面,未形成系统广泛的科学管理体系[3]。
3)设备更新费用投入不足。目前,由于成本、效益及利益等因素的影响,我国化工业出现了设备不坏不修等严重现象,化工设备的超负荷与超期服役,直接造成设备老化速度加快,加上设备更新费用严重不足,给生产带来了很大的安全隐患。
3 我国典型化工设备事故的控制与管理
3.1 机械伤害
一是建立健全设备检修安全规章制度。以制度为推手,规范员工的操作规范,落实各级各类人员的安全生产责任制;实行严格检查、不定期抽查等方式,发现故障设备或潜在不安全设备,及时对其进行维修,维修人员必须经过专业培训,持证上岗;悬挂明显的标识牌,并有专人进行监护和协调,杜绝违章指挥和违章操作的行为。二是加强安全培训,消除人的不安全因素。化工设备控制点多、控制面广,生产连续性强,要求操作精细,因此,要加强对化工设备操作人员的安全培训,使其熟悉机器的操作规程,严格按照操作规程进行操作;按照规定穿戴劳保用品,不擅动不属于自己的设备、管线,不听从违章指挥;同时,要加强管理和劳动纪律检查,避免疲劳操作,杜绝经验主义,消除侥幸心理;此外,检修完后的工具要清点,拆除的防护设施要恢复。三是加强设备日常维护、保养,消除机械设备质量、技术、性能上的缺陷。主要包括对设备机械传动部位加装防护罩,对现有设备不擅自进行改装、拼装,合理布局设备运行现场,逃生通道有足够的安全距离等。
3.2 火灾爆炸
一是加强人员安全培训与教育,控制薄弱环节以提高设备安全性。通过加强对人员的安全教育,使得每一位员工都有很强的安全意识,知道基本的安全操作规范,防止操作人员误操作,同时给予操作人员必要的劳动保护措施,培养其安全的环境心理,避免设备检修和开、停车中火灾爆炸事故的发生。二是加强设备运行监测与诊断,从全生命周期控制设备安全。检测主要是看设备是否存在泄漏,有无设备腐蚀现象。诊断主要是根据检测的结果,做出对设备的合理判断,预测设备有可能会出现的故障,从而选择合适的时机与合理的方法对设备进行隐患的消除。全生命周期控制设备安全指化工企业必须要保证化工设备的本质安全,从设备的设计、选型到设备的检测、维修,必须使设备的每个环节都处在绝对安全状态。
3.3 危险品泄漏
一是要控制危险品的泄漏;二是万一危险品已经泄露,如何将泄漏控制在最小的危害程度。具体可以从如下三个方面着手:其一,加强危险化学品的季节性管理、检查。在一定的季节性条件下,做好化工危险品防冻、防高温、防潮的特殊保护措施,避免季节性泄露事故的发生。其二,尽量使用先进、可靠的化工设备。同时,选用与先进设备相匹配的、可以取代危险化学品的无毒和危害性小的物质,从本质上解决泄漏中毒。其三,加强自动化的操作和管理。设备上跑、冒、滴、漏的管理,可以通过加强对危险品泄漏的自动化管理来实现,如在可泄漏点的位置设置报警仪及自动通风系统。
参考文献
[1]刘毅,朱明娟.化工生产安全管理的现状与对策分析[J].中国化工贸易,2012(8):204.
[2]孙东亮,蒋军成,张明广.化工装置毒物泄漏后果评价体系的探讨[J].工业安全与环保,2010,36(11):53-55.
[3]叶永峰,夏昕,李竹霞.化工行业典型安全事故统计分析[J].工业安全与环保,2012,38(9):49-51;55.