提高矩形花键拉刀使用寿命的设计改进
2018-05-18原宏
原 宏
(太原工具厂, 山西 太原 030008)
引言
花键轴与花键套组成花键联接,矩形花键联接广泛应用于飞机、汽车、拖拉机、机床制造业、农业机械及一般机械传动装置。由于矩形花键联接是多齿工作,所以承载能力高,对中性、导向性好。因为矩形花键联接的优点和广泛的应用,以及加工矩形花键套的矩形花键拉刀的需求量大,加之矩形花键拉刀价格较高,因此使企业对矩形花键拉刀的使用寿命的要求也越来越高,所以提高矩形花键拉刀的使用寿命对制造拉刀企业占有市场份额、降低企业生产成本具有重大意义。
1 矩形花键拉刀常见设计的几种型式及优缺点
1.1 只拉削花键的矩形花键拉刀
这种拉刀的结构如图1所示,在设计时只设计拉削花键槽的刀齿。因此要求工件预制孔有较高的精度,否则很难保证内花键大小径的同轴度要求。
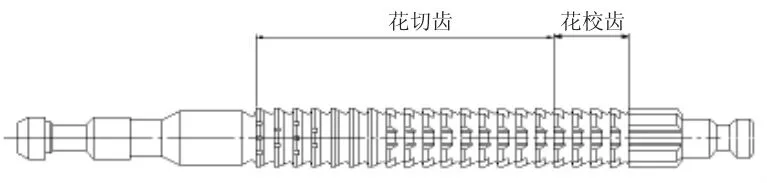
图1 Ⅰ型拉刀结构示意图
1.2 倒角-花键复合拉刀
这种拉刀的结构图形如图2所示,先拉削倒角,然后拉削花键的方式,这种型式的拉刀要求工件预制孔的精度较高,否则很难保证拉削出的花键孔大小径的同轴度要求。
1.3 圆孔-花键复合拉刀
这种拉刀的结构图形如图3所示,设计时可以将拉刀的圆孔齿放在花键齿之前,这种结构的拉刀在拉削时能保证内花键大小径有较高的同轴度,同时对工件预加工孔的精度要求不严,是一种应用较普遍的结构型式。
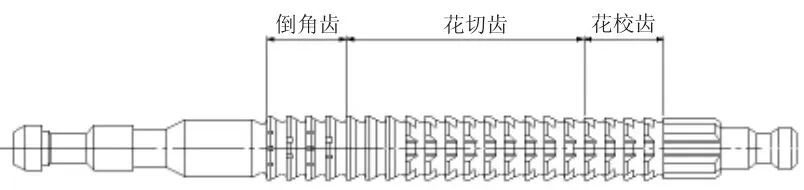
图2 Ⅱ型拉刀结构示意图
1.4 圆孔-倒角-花键复合拉刀
这种拉刀的结构图形如图4所示,这种型式的拉刀加工容易,对工件预制孔精度要求也不严格,是目前较普遍采用的一种结构型式。

图4 Ⅳ型拉刀结构示意图
1.5 花键圆孔前后交错的小径定心花键拉刀
这种拉刀的结构图形如图5所示,这种型式的拉刀因为圆孔和花键同时进行拉削,可以保证内花键小径与键槽有较高的位置精度,满足了内花键与花键轴的互换性要求,它的缺点是由于圆孔齿和花键齿前后交错排列,磨花键齿键宽和圆孔齿外圆都较困难。
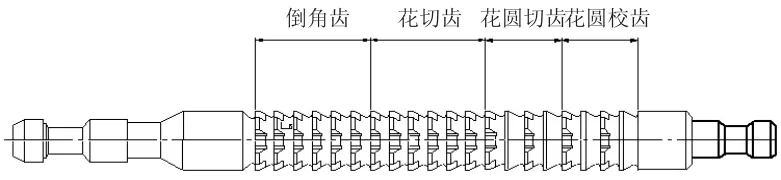
图5 小径定心拉刀结构示意图
2 提高使用寿命的新设计与工艺
综合以上结构型式的拉刀,发现只要使用得当,修磨合理,有足够的齿背宽度。那么影响拉刀使用寿命的主要因素包括键宽、花键校准齿以及圆孔校准齿的磨损了。下面设计了一种新的结构拉刀,并进行分析。如下页图6所示。
花键校准齿和圆孔校准齿通常有5~6个,那么在拉削较多工件后,切削齿会有磨损,切削齿磨损后第一个校准齿受力增大也会磨损,第一个校准齿磨损后,第二个校准齿参加切削,以此类推直到最后一个校准齿也因磨损尺寸减小到工件要求以下,拉刀才会因工件大,小径尺寸超差报废。所以只要保证校准齿有5~6个最多8~10个,就不会因工件大,小径超差导致拉刀报废,因而拉刀的报废一般是因为拉刀键宽磨损变小所致,因此减缓拉刀键宽的磨损就变得十分重要。拉刀键宽为减小拉削阻力和防止和已加工表面磨损导致工件表面粗糙度下降,因而拉刀副切削刃上都磨有1°30′~3°的侧隙角,如图7所示。

图6 新结构拉刀示意图

图7 花键侧隙角(单位:mm)
侧刃刃带只有0.6 mm左右,若切削齿键宽磨损后,即使花键校准齿再多,也只能保证接近大径的0.6 mm处键宽尺寸,而对于键槽深度为4~8 mm花键来说无济于事,为此,在花键校准齿后面又加了花键校准齿模块(如图8所示),这个花键校准齿模块有六个花键校准齿,它的副切削刃不磨侧隙角而铲磨出侧后角,这样就能将从第一齿算起的所有切削齿的磨损量都弥补,使工件键宽仍能保证尺寸不小,这个花键校准齿模块的材料用进口M42高速钢材料,淬火硬度(HRC)为 68~70,其他刀齿的材料是W6Mo5C4V2(M2),淬火硬度(HRC)为 63~66,从这个数据上我们能够看到花键校准齿模块较其他刀齿硬度相比有很高的耐用度。
在制造加工的工艺上,将拉刀后顶尖抬高,磨出花键校准齿模块的六个花键校准齿,键宽有反锥量,即第一齿往后逐齿减小0.003 mm,同时保证第一齿比正常花键校准齿的最后一个齿键宽小0.003 mm左右,这样就能保证拉出的工件有较高的表面粗糙度,由于花键齿有周向位置要求,因此在花键校准齿模块内孔上磨有键槽在拉刀光杆部分也加工有键槽,将键块放入拉刀键槽中,再将花键校准齿模块套入装有键块的拉刀定位轴,再用螺母将花键校准齿模块紧固住(如图9所示),这样花键校准齿模块不会在拉刀上周向转动,保证了花键的位置精度。

图8 花键校准齿模块

图9 紧固花键校准齿模块的螺母
按此结构设计的拉刀我们在用户厂家做过实验,具体使用情况,如图10所示。
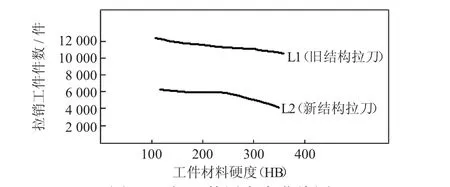
图10 拉刀使用寿命曲线图
从图10看到,用旧方法设计的拉刀从使用到报废能拉4 000~6 000件工件,而按新方法设计的拉刀能拉11 000~12 000件工件,寿命提高了1倍,使用户生产成本大大下降,受到使用厂家的欢迎。
3 结语
目前这种经过结构改进的矩形花键拉刀已在一些规模很大的企业中应用,效果显著。在未来的发展过程中,我们会不断采用更加耐磨的材料做花键校准齿模块,进一步提高拉刀的使用寿命。