氢燃料电池汽车产业链发展研究
2018-05-09裴冯来高怡晨郭则新
文/裴冯来 高怡晨 郭则新
世界范围内,氢燃料电池汽车发展虽然已进入商业化初期,却受到氢源基础设施(包括制氢、储氢、加氢)、整车、系统、核心零部件及其材料全产业链技术和商业水平的制约。具体到我国,在补贴政策不退坡和双积分政策的利好下,氢燃料电池汽车已进入发展的快车道。但跟国际先进水平相比,目前我国在加氢站数量和制/储氢水平、系统工程化程度、核心部件水平、材料关键技术及制备上仍存在着差距。本文将结合国内标准状况和第三方检测机构的数据库,从氢燃料电池汽车全产业链发展水平出发,梳理其工程化、设计匹配、核心部件、测试方法与手段方面存在的主要问题,并为之后氢燃料电池汽车全产业链的进一步商业化提出建议。
一、氢源基础设施
作为燃料电池汽车商业化运营的保障,加氢基础设施的数量和技术水平具有决定性的作用。根据Netinform网站实时加氢站的数据显示,截至2017年11月,全球共有317座加氢站正在运营,计划建设数量为121座,停止运营的加氢站有191座。正在运营的加氢站中欧洲有132座,亚洲116座,北美洲69座,南美洲2座,大洋洲1座。从全球加氢站数量可以看出,日、美、德发展水平无疑处于第一梯队,并形成了初具规模的加氢站供应链,这将为其氢燃料电池汽车的大规模商业化奠定坚实基础;英、法等国家暂处于第二梯队。
与国外大规模建站不同,我国现有加氢站数量稀少(如表1所示),建成且可运行的加氢站仅有7座,主要是为研发或示范用氢燃料电池乘用车、公交车或物流车等提供加注服务,无法满足大规模商业示范需求。拟建中的加氢站有20余座,分别位于上海、北京、云浮、张家港、大连和中山等地,未来国内市场对加氢站的需求很大。
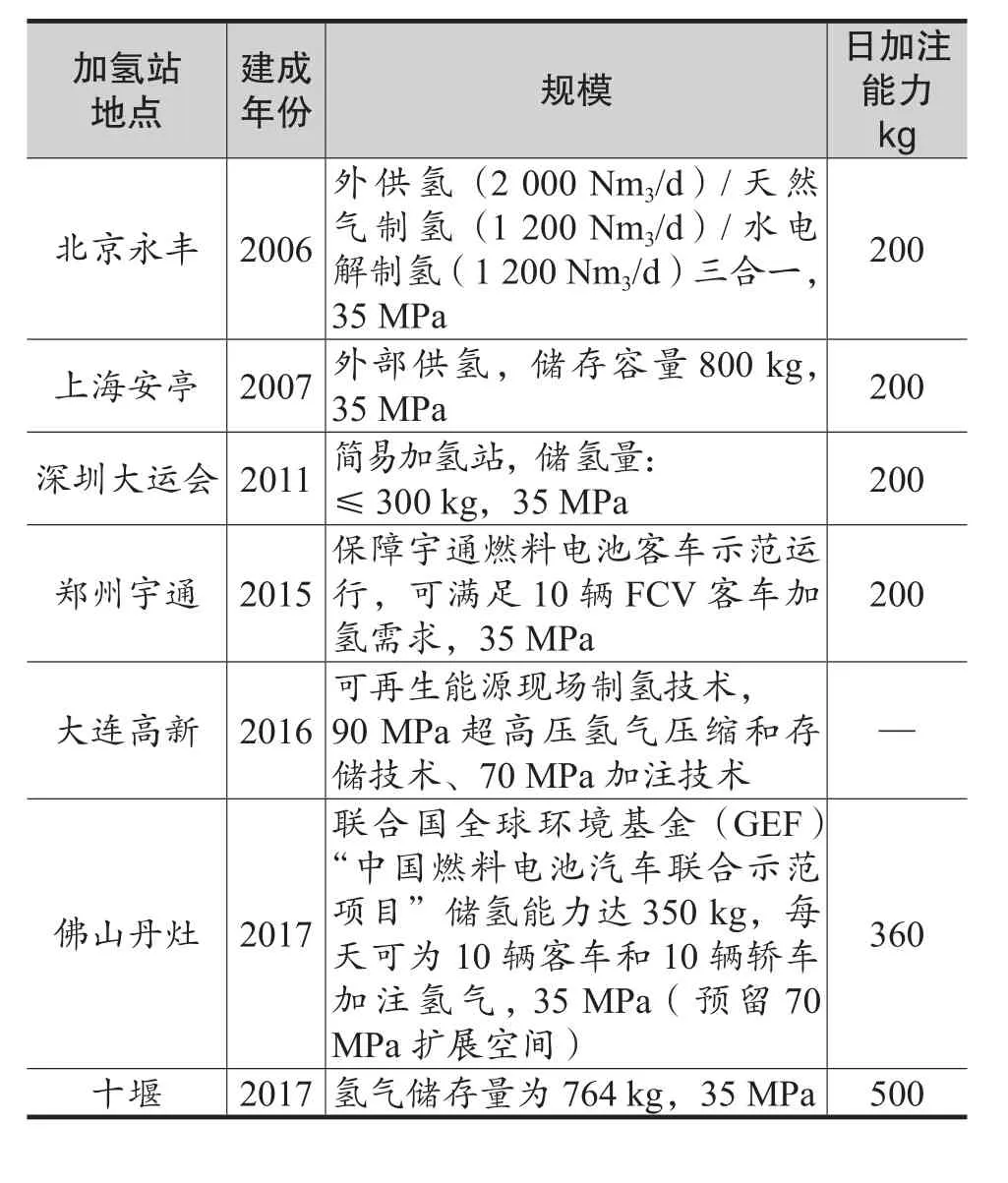
表1 我国加氢站运营情况
从技术路线分析,城市加氢站可分为三类:电解水现场制氢、天然气重整现场制氢和外部供氢技术。欧洲大多数加氢站采用更为环保的可再生能源(风能、太阳能等)结合电解水现场制氢,利用电力将水分解成氢气和氧气,利用压缩机将氢气以高压的形式储存再储罐中并通过加注机向燃料电池汽车加注。重整制氢技术采用氢气纯化技术,将天然气重整纯化后的氢气通过压缩机加压储存再储罐中等待加注。外部供氢主要采取管道或者长管拖车将来自钢铁煤炭企业的副产业氢气,运输到加氢站;管道供氢主要满足就近需求;以长管拖车,每车18个高压瓶来算,每次可以以20 MPa压力运输4 000 Nm3的氢气,同时其20 MPa的氢气还能降低压缩机的功耗。相比之下,我国的优势是有大量的廉价副产氢,全国副产氢近千万吨,涉及焦炉煤气、合成氨、甲醇、氯碱等,已甲醇为例,每吨甲醇,释放气量约为780标方,其中氢气的含量约为70%。
在标准方面,目前有GB 50516-2010《加氢站技术规范》、GB/T 34584-2017《加氢站安全技术规范》、GB/T 26990-2011《燃料电池电动汽车车载氢系统技术条件》和GB/T 34425-2017《燃料电池电动汽车加氢枪》等。
二、氢燃料电池汽车
燃料电池汽车,已经成为燃料电池技术应用的一个重要领域。目前,氢燃料电池汽车已经建立了从整车的电安全、最高车速和电磁干扰等,到系统、零部件的性能、耐久和结构强度等国家标准体系。基于国家机动车产品质量监督检测中心(上海)的公告标准测试和数据库,可进行相应技术成熟度评价研究。
基于氢燃料电池汽车技术成熟度(TRL)的9级评价模型和第三方检测数据库(见图1)分析。目前,氢燃料电池汽车整车技术基本处于TRL7级;国内燃料电池系统、氢系统、辅助系统核心零部件(空压机、泵等)基本处于TRL3-TRL4级;堆内部主要部件:质子交换膜、催化剂处在TRL6级,电极材料处在TRL7级,气体扩散层处在TRL8级。

图1 TRL技术成熟度9级评价模型
现阶段,氢燃料电池汽车存在的主要问题是整车集成缺乏正向设计和开发,系统层面的集成度低、工程化程度低,如通过GB/T 31467.3-2015《电动汽车用锂离子动力蓄电池包和系统 第3部分:安全性要求与测试方法》中7.1条款的振动测试后,系统结构出现破损,管路存在裂口、泄露等问题。同时,动力系统及零部件设计、选型,匹配经验少,兼顾能耗、性能和安全的多目标优化的能力管理、故障诊断与容错控制技术,仍需要进一步开发。另外,随着GB/T 24554-2009《燃料电池发动机性能试验方法》的修订稿送审,发动机系统的低温冷启动将纳入公告测试项目,国外先进水平如丰田等已经实现了零下30 ℃的低温启动,国内基本完成了其燃料电池发动机零下10 ℃~20 ℃的低温冷启动。
目前,从示范的角度,氢燃料电池汽车在国内仍处于小规模示范运行阶段,且由于加氢站的限制,只要集中在商用车(物流车、定班车等)和公交车的示范运行,以积累数据和验证方法。这种百辆至千辆级的示范运行对于未来技术提升、保障方法和运营模式的探索起着至关重要的作用。
1.氢燃料电池系统
通过国家机动车产品质量监督检测中心(上海)所建立的新能源汽车试验数据库,抽取不同类型的测试项目进行梳理分析,列举了主要的测试项目:包括燃料电池发动机性能、耐久性、可靠性、车载氢系统、核心零部件性能及耐久性、系统及零部件的环境适应性、EMC可靠性等。其中,燃料电池发动机性能测试占所有测试中的51%,说明了目前系统集成商研发的侧重;另一方面,非常重要的燃料电池发动机可靠性、耐久性,系统环境适应性和EMC相关测试相加不超过10%,说明了其发展处于初级阶段,只有极少的企业进行了实验室或实际验证。另,对不同功率级别的燃料电池发动机系统进行信息统计,自从2017年2月中机函2号文发布后,30 kW级别的燃料电池发动机系统测试占61%,侧面显示了现阶段氢燃料电池发动机的功率级别侧重;但是基于补贴导向的市场化倾向,还是要回归技术需求,如丰田114 kW的全功率燃料电池乘用车,燃料电池功率大于80 kW的电混合燃料电池大巴车。
目前,国内燃料电池发动机技术成熟度基本处于TRL3-TRL4级,在平台和设计和关键技术方面,系统集成度低;动力系统及零部件设计、选型、匹配经验少;大功率电堆、DC-DC等关键部件工程化程度低;兼顾动态响应、可靠耐久等多目标优化的系统控制技术需进一步开发;在工程化方面,工艺水平较低,很难满足IP67、振动冲击可靠性、EMC和环境适应性等需求。
国内无论是燃料电池系统或氢系统,其整体发展程度均处于起步阶段,急需一些有代表性和体量的企业出现,从关键技术、设计匹配和工程化程度方面追赶国际先进水平。
2.电堆和BOP核心零部件
目前,氢燃料电池汽车采用的电堆主要分为两种:一种依赖进口,暂未解决国产化问题;一种依赖国内国产企业,其可靠性、耐久性和大功率需求仍有待提升,国产电堆低,中电密下,电堆效率远低于国际先进水平,电堆可靠性和耐久性能差。
对于辅助系统,目前国内核心零部件国产化、选型和匹配优化问题突出。其中,问题最大的包括空气压缩机、70 MPaⅣ型高压储氢瓶、氢循环泵、冷却装置等。
空气压缩机是氢燃料电池发动机系统中的核心部件,为氢燃料电池提供氧气供给,针对不同氢燃料电池的性能需求,通常有滑片式、螺杆式、离心性、涡旋式和罗茨式空压机。然而,通过现阶段试验发现,空压机的功率消耗占电堆总输出的20%~30%,成本占氢燃料电池系统的20%,而我国空压机的技术成熟度远低于国外先进水平,没有将电机和控制器进行集成设计和优化的能力,可靠性和耐久性得不到保障。空压机基于GB/T 24554-2009的测试,通过记录各部分辅助系统的电压、电流和功耗,发现空压机的功耗需求约占辅助系统功耗的85%,占系统体系的30%;通过对氢燃料电池发动机1 m外噪声监控发现,绝大部分噪声来源于空气压缩机。
同时,由于我国现阶段的技术法规将储氢瓶的工作压力规定为35 MPa,并使用Ⅲ型瓶,但储氢系统的容积和压力决定氢燃料电池的续航里程,保障单次充氢行驶500 km以上,储氢系统的质量储氢率要达到5.5%以上,欧洲已经先后将70 MPaⅣ型储氢瓶作为车载氢系统装车示范运行。相比之下,我国需要尽快完善70 MPaⅣ型(质量储氢密度更高、寿命更高和整体结构更强)储氢系统的研究并通过相应的检测,重新修订标准阈值,减少与国外技术的差距。
3.核心材料及部件
氢燃料电池关键部件材料主要包括催化剂,质子交换膜,膜电极(MEA)等。其中,质子交换膜(PEM)是PEMFC的核心部件,现阶段可分有全氟磺酸型质子交换膜、Naf i on重铸膜、非氟聚合物质子交换膜和新型复合质子交换膜等。目前,我国在此领域正逐渐缩短和国际水平的差距。
催化剂,目前主要以铂为主,铂资源主要由国外集团掌控,国际先进水平如丰田已采用了铂-钴(Pt-Co)合金催化剂,并通过优化铂钴合金比,使催化剂的性能提高了80%。国内尚处于研发阶段,主要由一些企业(如贵研铂业、新源动力)和一些研发机构(如大连化学物理研究所、清华大学等)进行一些新型催化剂的研发。国外企业对铂的实际用量约0.4 g/kW,而国内由于关键材料未能实现产业化,催化剂的实际用量要高于国际水平,约为20 g/辆。
双极板先进技术主要有丰田的钛板和欧美的金属板;国内目前相对落后,主要采用石墨板(模铸双极板、膨胀石墨双极板),金属双极板处于实验室研发阶段。
在氢燃料电池材料级方面,我国与国际先进水平相比有明显差距,技术成熟度基本处于TRL6-TRL7级,技术和工程化与国际先进水平存在代差,量产化产品较少。
三、氢燃料电池汽车全产业链商业化的发展方向和建议
1.完善国内氢燃料电池全产业链
在产业链上游利用政策导向利好,结合各地优势形成相应的示范运行地区,解决标准法规、加氢设施等基础问题,合理利用现有的副产氢,结合现有加油站、加气站,完善配套设施的规划和建设,同时建立相应的售后服务体系;中游加强整车厂和系统集成商的正向研发和动力系统集成水平,结合国家补贴政策,促进整车企业与高校科研机构建立产学研联盟,形成协同推进平台;下游聚集核心零部件供应商,加强零部件国产化和技术水平,重点支持膜、催化剂、MEA及系统集成技术等研发;从配套设施、整车、系统、零部件到售后服务,形成相应产业链闭环体系。
2.提升我国氢燃料电池汽车整体技术成熟度和基础设施水平
我国氢燃料电池汽车整体技术成熟度和基础设施仍未达到世界先进水平,针对现阶段的示范运行,建议主体依托客车和物流车等对加氢站依赖度低的车型;其次,通过大规模的示范运行,建立相应的示范运行数据平台,通过对大数据的分析,研究氢燃料电池汽车的技术提升方案、运营模式、发展路径,以及氢燃料电池汽车、纯电动汽车和燃油车运行成本差异,推广氢燃料电池汽车商业化,并对氢燃料电池汽车的可靠性、耐久性进行考核,提出改进意见,确保氢燃料电池汽车商业化示范达到现有标准水平。目前,氢燃料电池电动汽车仍处于产业化初期准备阶段,随着整车企业陆续进入,示范运行车辆数量不断增多,相应的核心零部件正逐渐摆脱国外进口,最终将实现国产化;建议在2020年前的窗口期尽快实现先进技术的国产化。
3.完善我国现有的零部件测评能力和方法
从标准体系来说,我国现有的零部件测评能力、方法和国外先进水平相比,仍有差距,我国已结合国情推出了70余项氢燃料电池相关标准,建议继续完善包含氢燃料电池汽车运行相关基础设施、整车(氢/电安全、排放等)、系统(氢燃料电池发动机、氢系统等)、核心零部件(电堆、加氢口、加氢枪等)的性能/可靠性/环境适应性等国家、地方和企业标准。同时,进一步加强国际交流,直接参与国际上的一些标准和法规的制定,有利于加快我国现有标准的制定进度,促进整个产业链的发展,为其提供技术保障。
