西昌2050热轧加热炉装钢机推钢能力研究
2018-05-07杨海君
杨海君
(攀钢集团西昌钢钒有限公司板材厂,四川 西昌 615032)
为开发利用攀西地区丰富的钒钛磁铁矿资源,同时实现攀钢钢铁钒钛产业技术升级和结构调整,攀钢集团西昌钢钒有限公司在西昌市新建一条钒钛资源综合利用项目热轧生产线。该生产线中加热炉采用国内先进双蓄热式加热炉,可提高火焰辐射强度,强化辐射传热,提高炉子产量。但自2011年12月投产以来,加热炉装钢机表现为装重板坯能力不足,制约了装钢节奏,严重影响正常生产。
1 加热炉装钢机简介
1.1 概述
该生产线设置有三座加热炉,每座加热炉配备2台装钢机,装钢机位于加热炉入炉侧正前方,用于将需要加热的板坯从入炉辊道托起并平稳地放在加热炉内水梁上。装钢机共2台对称分布在加热炉中心线两侧。
1.2 装钢机设备组成及工作原理
装钢机由完全相同的2套传动机构、4套齿轮机座和装钢臂部件等构成,装钢臂头部设有4个耐热钢鞍座,动作时装钢机上挡头将辊道上的板坯推正、升起、前进、落下,各有1套传动和升降装置,2套设备可以单动,也可以同时动作,同时动作时,2套设备之间用联轴器连接,使之同步动作。
平移机构:装钢臂前进-后退动作,采用交流变频电动机-制动器-圆柱齿轮减速箱-齿轮轴等驱动装钢臂下部的齿条来实现。
升降机构:装料杆上升或下降动作,采用液压缸驱动摇杆使轴转动,迫使同轴上的带动带托轮摆杆来抬起装钢臂。
齿轮机座:主要由分段的箱体、轴承和轴承座、齿轮轴、轴套、压辊以及安装在齿轮轴两端的滚轮等零部件组成。箱体均为焊接件,一对压辊安装在箱体上部,用以限制钢臂在垂直平面内自由倾倒,并保证装钢臂下部的齿条与齿轮轴的正确啮合,将电动机的旋转运动变为装钢臂的直线移动。
2 装钢机装钢能力问题分析
加热炉装钢机设计装钢能力为最大板坯重量38.1吨(两台装钢机同时工作),但在对33.5吨左右的板坯进行装钢时出现推不动的现象;为分析判断问题,对装钢机进行了测试。
2.1装钢机装钢能力测试
由于连铸无法生产出38.1吨的板坯,采用两块钢坯叠加的方式对装钢机装钢能力进行测试,测试数据见下表1。

表1 装钢机测试数据表
2.2 原因分析
通过对装钢机装钢能力测试,发现其实际装钢能力达不到设计要求,经过对现场实际生产及设备运行情况进行深入调查分析,初步得出以下几点原因。
(1)装钢机平移装置中电机在设计选型时存在问题,即电机功率偏小,不能满足装钢要求。
(2)装钢机装料杆安装位置存在误差,装料杆倾斜角度大于设计值,使装料杆和板坯沿装料杆回退的方向分立增大,从而减小装钢机的驱动力,削弱推钢能力。
(3)装钢机托辊转动不灵活,导致装料杆与托辊摩擦系数增大,阻碍装钢动作,从而削弱推钢能力。
2.3 装钢机功率校核
已知:电机功率P=55kW,最大板坯重量M1=38100kg,装钢机推钢正速度V1=0.15m/s,推正距离S1=0.75m,装钢机装刚速度V2=0.3m/s,装刚行程S2=5.2m,装料杆倾斜角α=1.66°,单件装料杆重M2=12536kg。
由于装钢机动作为装钢机上挡头将辊道上的板坯推正、升起、前进、落下、退回,在推正和托起板坯前进的过程中消耗的能量较大;因此只需校验推正和前进过程中所需电机功率,即可得知其是否能够满足要求。
(1)推正过程。电机输出的能量用于驱动装料杆动作和克服板坯在辊道上摩擦所做的功。根据能量守恒定律可得:

式中:F驱为装钢机驱动力;f为板坯与辊道间的摩擦力。
根据机械设计手册得热钢在辊道上摩擦因数为0.3。
代入公式计算得:F驱=113337.66N。
考虑到传动效率,则在推正过程中单台装钢机所需电机功率为:
P=8.5/(0.95×0.99×0.95×0.99)=9.6kW<55kW(设计功率)。
(2)前进过程。
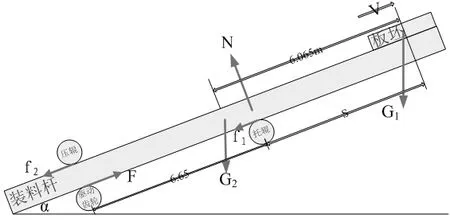
图1
装钢杆托起板坯在装钢过程中的受力进行分析见图1,根据力矩平衡原理可以得出:

其中,N-托辊给装料杆的正压力;G1-装料杆受到板坯的重力;G2-装料杆的重力;f1-托辊与装料杆间的摩擦力;f2-压辊与装料杆间的摩擦力;F-驱动力。
鉴于装钢机的四个装料杆参数相同,因此只对单个装料杆进行分析。根据能量守恒定律可得:

由于压辊在装刚过程中起限位作用正压力较小,且是滚动摩擦,f2可忽略不计,可得驱动力F为:
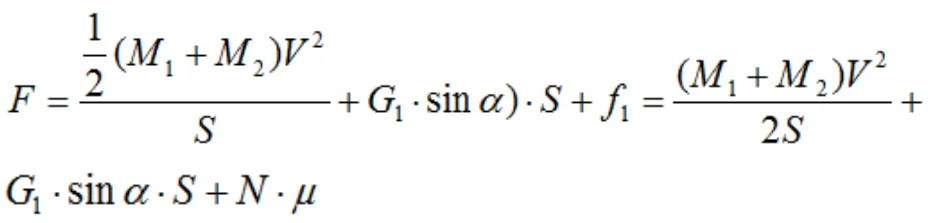
代入得:
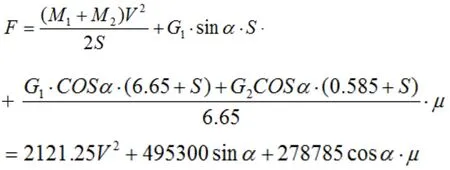
计算得F=28480N。
因此单个装料杆的驱动功率P驱=F×V=8544W。
考虑到在能量传递过程中的有损失,则每台装钢机 电 机 的 最 小 功 率 Pmin=2KP驱/η=2×1.5×8544/(0.95×0.99×0.95×0.99)=28.977kW<55kW。
综合对推正及前进过程的理论分析可知加热炉装钢机现有电机功率满足生产要求。
2.4 制约装钢机装刚能力的因素分析
根据驱动力

可知以下结论。
(1)当倾斜角度α在0°~45°范围内时,驱动力F为以α为变量的增函数,随着α的增大而增大,因此当装料杆倾斜角度大于设计值时,将会增大装钢机实际所需驱动力。
(2)当托辊出现转动不灵活等异常情况时,将会导致托辊与托料杆间的摩擦系数µ增大,从而使得所需驱动力增大。
因此实际生产过程中,一旦出现上述两种情况,将会削弱装钢机推钢能力(电机能力),使其不能满足设计要求。
3 结语
装钢机在生产过程中起着至关重要的作用,它的运行情况直接影响整条生产线的生产节奏和产量。综合上述论证分析得出,制约装钢机装刚能力的主要因素是装料杆的倾斜角和托辊卡阻情况。如果装料杆的倾斜角过大或托辊卡阻将削弱电机的能力,使其不能满足生产要求。
参考文献:
[1]机械设计手册[M].北京:化学工业出版社,2008.
[2]机械传动[M].北京:机械工业出版社,2006.
[3]理论力学[M].上海:同济大学出版社,2005.