喜河水电厂1号机组上端轴同轴度偏心分析处理
2018-05-04田峰
田 峰
(陕西汉江投资开发有限公司喜河水力发电厂,陕西省石泉县 725271)
1 工程概述
喜河水电厂安装3台单机容量为60 MW的轴流转桨式机组,发电机型号为SF60-52/9500,水轮机型号为ZZD394-LH-580,由东方电机生产制造。机组采用分段主轴结构,水轮机主轴下接转轮,上接发电机主轴,主轴长度5 965 mm。主轴为中空结构,中心布置有内油管和外油管2根同心操作油管。发电机是具有上导轴承的半伞型结构,发电机上端轴连接在发电机转子上端面上。上端轴为圆管式结构,下端面为一体式法兰,中部为热套安装的滑转子。滑转子外表面与上导轴承配合工作,维持发电机在一定的中心位置运转并承受径向力。内壁与油槽挡油桶配合,维持轴承润滑动、静油位。
2 问题发现及原因
(1) 在设备检修维护中发现上导轴承测量数据偏大、轴承温度偏高,发现上导轴承油槽甩油。在机组A级检修中,发现上端轴上端加工面与下段工作面同心度存在较大偏差,导致上导摆度数据偏大[1]。
(2) 1号机经过加装接油槽和下降油位等措施,甩油现象逐渐减小,随着机组运行摆度及振动的变化,仍有少量甩油现象。经过改进处理后,A级检修实测上导挡油桶底部和主轴间隙仍有偏心[2],通过盘车再次确认,发现问题出现在上端轴滑转子的圆度上,为了机组在平时运行时能够准确地监视数据,彻底解决上导油槽甩油现象,对上端轴进行返厂处理。
3 同轴度偏心测量数据分析
在喜河水电厂1号机组A级检修过程中,经现场试验及实际测量证明,上导轴领上端加工面(即通常所用的上导摆度测量段)与下段工作面存在不同心问题。具体情况从以下几点分析。
3.1 低转速下上导摆度对比监测
在现场实际试验测量过程中,分别在上导轴领上端加工面(即摆度探头测量段)、轴领下段工作面(上部、中部、下部)和上端轴顶端架设百分表[3](见图1),并在机组低转速情况下监测摆度变化情况,理论上各点摆度应大致相同,但经实际测量发现其各点摆度如表1所示[4]。
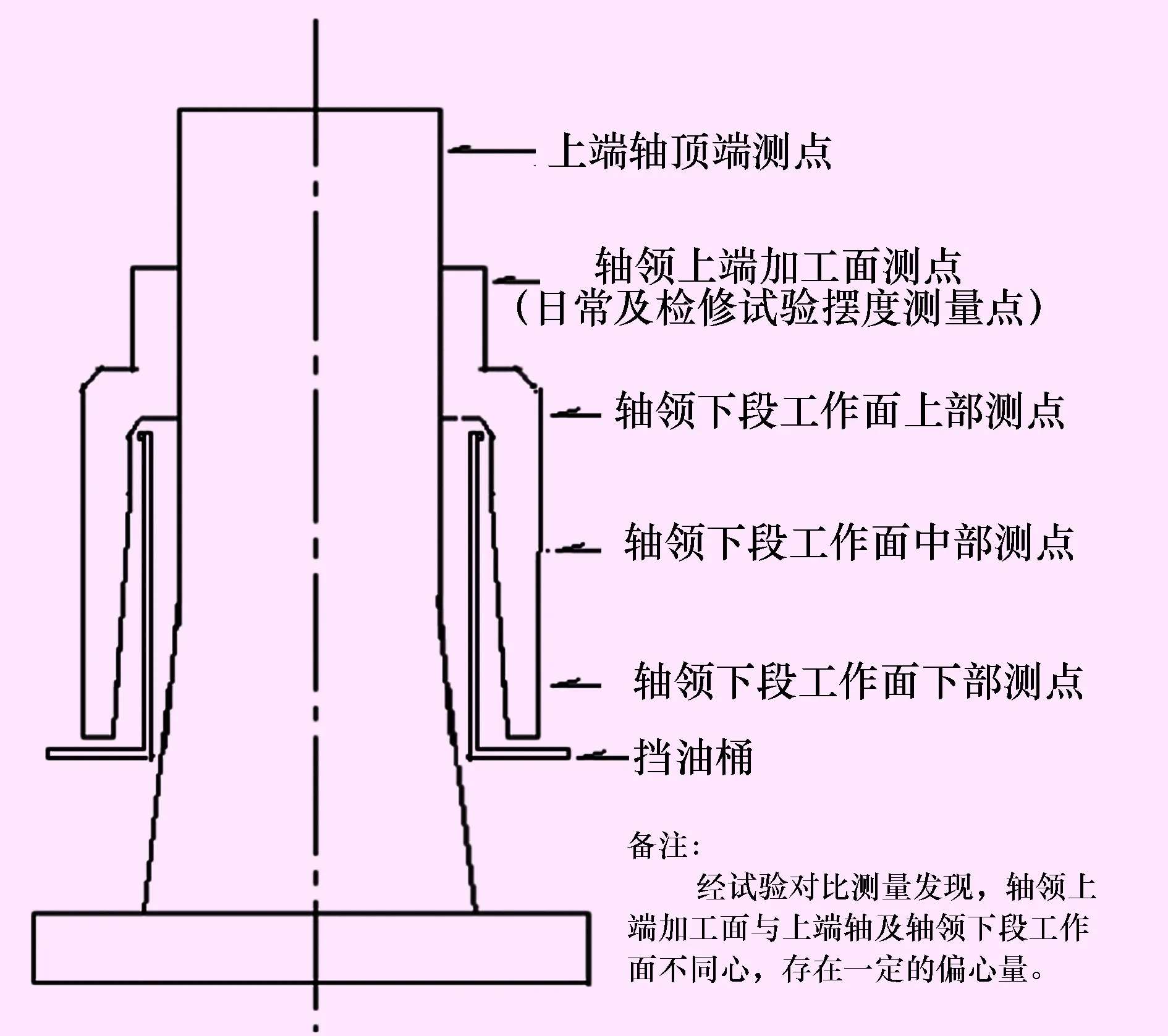
图1 上端轴结构及布置测量图
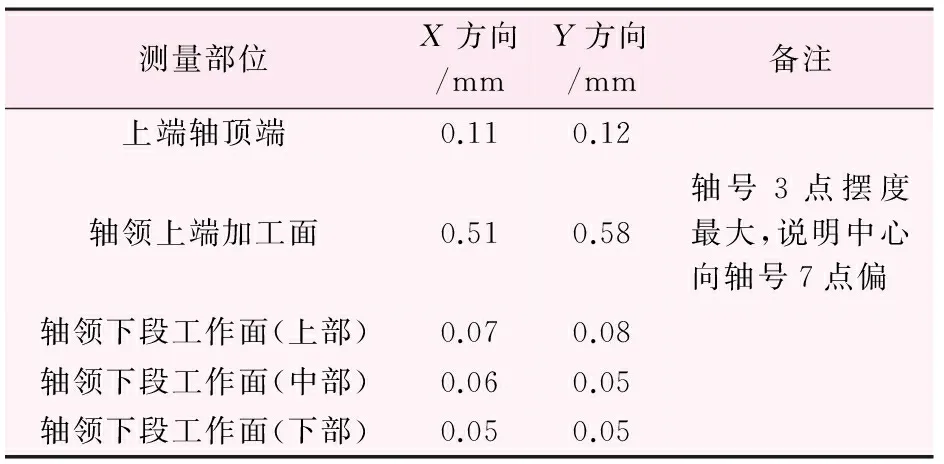
测量部位X方向/mmY方向/mm备注上端轴顶端0.110.12 轴领上端加工面0.510.58轴号3点摆度最大,说明中心向轴号7点偏轴领下段工作面(上部)0.070.08 轴领下段工作面(中部)0.060.05 轴领下段工作面(下部)0.050.05
3.2 同心度装配尺寸测量
对上导轴领肩部宽度进行测量发现,最大偏差处轴号3点宽度为114.30 mm、7点宽度为114.14 mm,从数据的趋势上也可判断轴线中心偏向了轴号7点处。具体测量数据见图2。
3.3 变转速下上导摆度对比监测
经初步确认上导轴领上端加工面存在偏心问题后,决定在各个转速状态下进一步对上导摆度进行对比监测。此次在上端轴设3处测点,上导轴领上端加工面及上端轴顶端分别在+X、+Y方向设摆度探头,轴领下段工作面-X、-Y方向设百分表[5]。对比试验结果见表2所示。
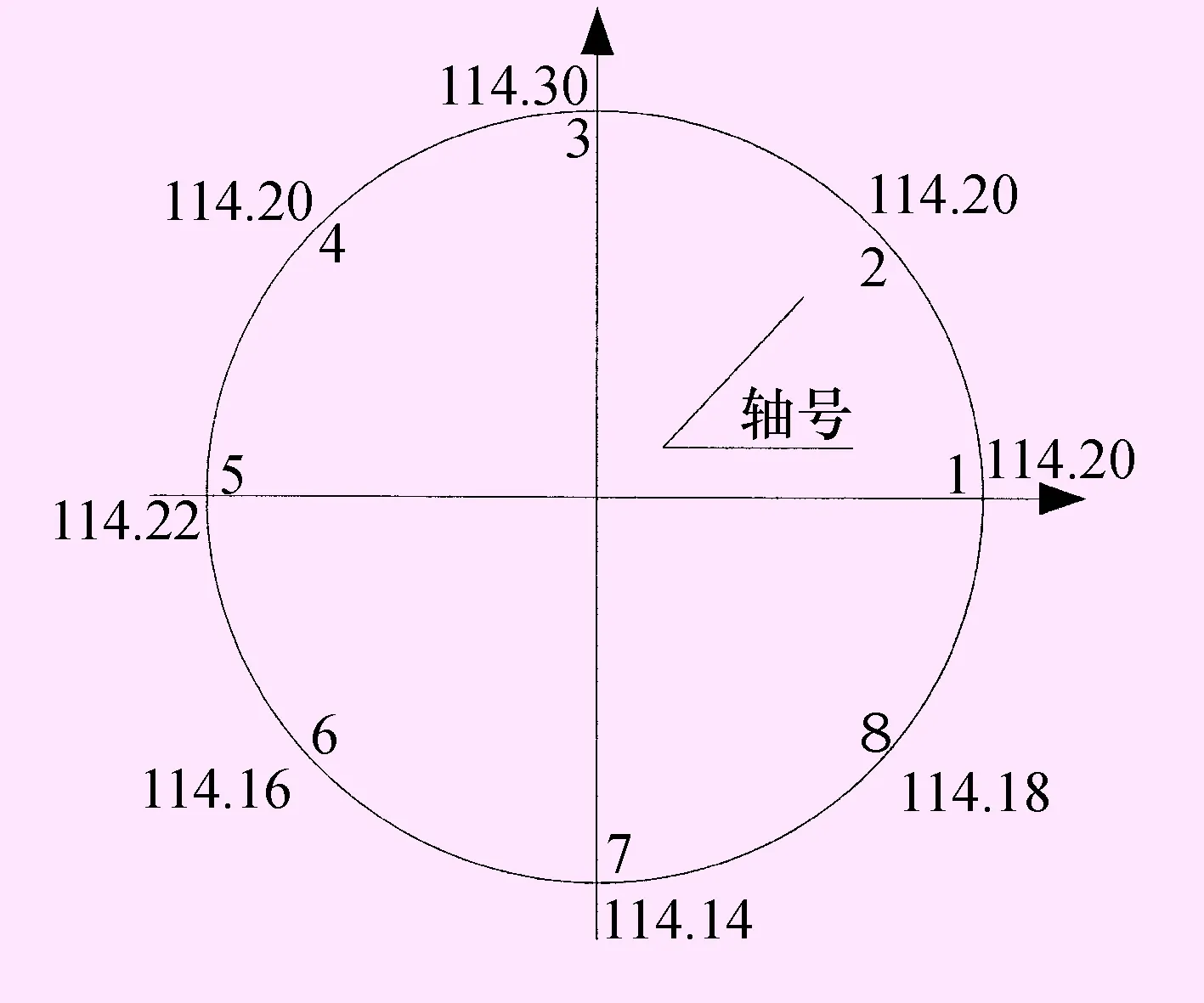
图2 上导轴领测量示意图 单位:mm

/μm
从表2试验数据中能看到,轴领上端加工面摆度较大。
3.4 上导摆度稳定性试验对比监测
稳定试验过程中,分别在上端轴顶端、上导轴领上端加工面及下段工作面分别架设摆度探头。在各试验运行工况下,上端轴顶端摆度始终显示在0.25~0.45 mm区间、上导轴领上段加工面摆度始终显示在0.50~0.80 mm区间、而上导轴领下段工作面摆度却显示在0.10~0.35 mm区间。此数据显示轴领上端加工面存在不同轴偏心问题。
3.5 上导挡油桶底部和主轴间隙测量
实测上导挡油桶底部和主轴间隙存在1 mm偏心,滑转子与挡油桶配合间隙设计为5 mm。1 mm的偏差对5 mm的设计间隙是20%的影响,造成大轴和油槽偏心,在机组运行时产生离心作用,所以,导致油槽甩油。
3.6 分析对比
通过上述数据的分析和对比,断定轴领上端加工面即存在偏心问题。这就不能真实地反映上导轴线的真实摆度,机组摆度的测量主要以监视轴线在各点处位移量为基准,而上导轴领上端加工面本身加工精度不够,只能间接地反映上导摆度,以其作为上导摆度测量基准就不能真实地对其进行测量和监视。同时,确定了上端轴滑转子偏心,也就找出了上导油槽甩油的原因。
4 处理结果
4.1 上端轴加工处理及问题解决
1号机组A级检修将上端轴拆除后返厂,对上端轴圆度进行再次的复测,圆度在0.3 mm之内,符合设计要求。按图纸要求滑转子与导瓦接触面的圆度和同轴度要求均在0.03 mm之内,经测量,发现滑转子的圆度和同轴度严重超差,超差范围需要半径0.75 mm左右的加工量,所以滑转子直径加工余量为1.5 mm。对滑转子进行圆度加工,需考虑2个方面问题:
(1) 滑转子外径缩小1.5 mm,对配合的上导瓦正常使用是否有影响。通过复核计算分析,滑转子外径缩小后,对瓦承载能力及温度无不良影响。
(2) 为保证瓦间隙不变,导瓦的调整块需要向内径方向移动,需确认旧调整块是否存在调节余量,是否可用。调整块比例为1∶20,针对滑转子直径缩小后对导瓦间隙调节调整块产生的影响,导瓦调整块单边间隙调节余量将增大15 mm(0.75 mm×20),原有调整块不可用,根据实际情况重新加工调整块1套。
4.2 上导挡油桶处理
由于上端轴滑转子中心进行不同轴处理,相应对上端轴挡油桶尺寸进行复核,分解滑转子和挡油桶,并对挡油桶圆度进行了复测,圆度在0.3 mm之内,符合设计要求。为了消除挡油桶甩油现象,在挡油桶上部端面加焊了宽度为3 mm内部挡油环板(见图3),有效地解决了润滑油爬升现象。

图3 档油桶加工图
4.3 测试结果
在不同工况下进行了稳定性测试,具体测点包括:上导、推力、水导轴承处的摆度;上机架水平、垂直振动;下机架水平、垂直振动;顶盖水平、垂直振动。测试结果如表3。通过上述问题正确分析及处理,上端轴同轴度偏心得以纠正,机组油槽甩油现象消除,喜河水电厂机组运行符合设计参数和相关测试标准,如表4所示[1,2]。

表3 机组测试参数稳定性限值表

表4 喜河水力发电厂1号机组A级检修后稳定性测试结果记录表
机组上端轴偏心纠正后,机组在不同工况下能稳定运行,处理故障消除。
5 结 语
机组轴线的同心度,直接影响到机组的运行质量,喜河水电厂1号机组摆度、振动偏大问题的解决,反映了检修队伍的检修技术水平。通过数据的分析和对比判断,准确地确定了设备存在问题原因,合理制定处理方案,使大轴轴线垂直,导瓦间隙分布合理,最终使机组振动和摆度在规范范围内,保证了机组在各种负荷工况下安全、稳定、运行,达到预期处理效果,为同类问题的处理提供了借鉴意义。
参考文献:
[1] 中华人民共和国国家质量监督检验检疫总局.水轮发电机组安装技术规范:GB/T 8564-2003[S].北京:中国标准出版社出版,2004.
[2] 中国国家标准化管理委员会,中华人民共和国国家质量监督检验检疫总局.水轮机基本技术条件:GB/T15468-2008[S].北京:中国标准出版社出版,2008.
[3] 国家能源局.水轮发电机组振动监测装置设置导则:DL/T 556-2016[S].北京:中国电力出版社出版,2016.
[4] 国家质量技术监督局.旋转机械转轴径向振动的测量和评定 第1部分 总则:GB/T 11348.1-1999[S].北京:中国标准出版社出版,1999.
[5] 中华人民共和国国家质量监督检验检疫总局.机械振动在非旋转部件上测量评价机器的振动第1部分 总则:GB/T6075.1-2012[S].北京:中国标准出版社出版,2012.
[6] 中华人民共和国国家质量监督检验检疫总局.水轮发电机组状态在线检测系统技术导则:GB/T 28570-2012[S].北京:中国标准出版社出版,2012.
