铅酸蓄电池加酸壶清洗机自动控制系统的设计
2018-04-12李合周
李合周
(浙江天能动力能源有限公司,浙江 长兴 313100)
1 清洗机的设计背景
在铅酸蓄电池行业中,普遍采用添加胶体电解液后内化成的工艺生产阀控式电池。胶体电解液一般由气相二氧化硅与稀硫酸配制而成,具有一定的粘度。在电池加酸工序中,加酸机上的加酸壶内壁会粘附胶体,造成加酸壶内部容积变小,从而导致电池加酸量发生变化,影响电池的性能,因此使用一段时间后,必须对加酸壶内部进行清洗,去除粘附的胶体。但是,由于加酸壶为密闭式,只有进酸口和出酸口,清洗难度较大,且无法清洗干净。针对上述情况,我们设计制作了自动清洗机,并用专用清洗液对加酸壶进行清洗。
2 清洗机的动作要求
加酸壶自动清洗机的系统组成如图 1 所示。对清洗机的动作要求如下:

图1 加酸壶自动清洗机示意图
2.1 设备自动循环过程
手工放置加酸壶—按下加酸壶定位按钮—推出定位气缸—手工定位加酸壶完毕—按循环启动按钮—退回定位气缸—压紧气缸向下,压紧酸壶定位—控制时间,时间到—打开压缩空气电磁阀,通入压缩空气,吹酸壶—通入压缩空气的时间到—关闭压缩空气电磁阀—打开水路电磁阀,起动水泵,冲洗酸壶—水路通入时间到,关闭水路电磁阀,停止水泵—打开压缩空气电磁阀,吹酸壶—通气时间到,关闭压缩空气电磁阀—打开水路电磁阀,起动水泵。如此反复,持续 3 个循环(可调整)后,打开压缩空气电磁阀,吹酸壶—时间到,关闭压缩空气电磁阀,吹酸壶完毕—压紧气缸退回原位—自动停止,手动取出加酸壶。这样一个循环结束,开始下一个自动循环过程(见图 2)。

图2 清洗机自动循环过程
2.2 手动操作
手动操作基本有:推出/退回酸壶定位气缸(向前/向后);推出/退回酸壶主气缸(向下/向上);打开/关闭压缩空气电磁阀;打开/关闭清洗液水电磁阀;打开/关闭水泵。设计手动操作程序和动作的目的是为了调试单个动作的准确性,方便调试和维修。而且,设计要求自动循环过程中的每一步都能够实现手动操作。
2.3 急停控制
当操作过程中遇到紧急的情况时,急停控制程序可停止所有动作。
3 PLC 的选择与输入/输出点的地址分配及接线
3.1 PLC 输入点的计算及分配[2]
在清洗机自动循环运行时,需要操作 1 个自动循环开始按钮、1 个酸壶定位开始按钮、2 个酸壶定位气缸前/后位感应开关和 2 个酸壶压紧气缸前/后位置感应开关;在手动工作方式时,需要操作2 个有酸壶定位向前/向后按钮、2 个酸壶夹紧向前/向后按钮、1 个压缩空气电磁阀打开按钮、1 个水路电磁阀打开按钮和1 个水泵起动按钮;还有 1 个急停按钮、2 个三位位置旋钮(手动/自动/空):总共需要 16 个输入点。
根据实际情况,将手动方式中酸壶定位气缸向前按钮与自动循环方式中酸壶定位按钮合并为 1个,手动方式中酸壶定位气缸向前按钮与自动循环方式中自动循环开始按钮合并为 1 个。因此,实际使用的 PLC 输入点为 14 个,而西门子 PLC S7-200 CPU 224XP CN AC/DC/RLY 正好有 14 个输入点。
3.2 PLC 输出点的计算及分配
在自动循环方式/手动工作方式下,需要操作 2个操作酸壶定位气缸前进/后退电磁阀、2 个酸壶夹紧/放松气缸控制电磁阀、1 个压缩空气打开电磁阀控制、1 个水路打开控制电磁阀和 1 个水泵起动控制转换中间继电器。而且,还有 2 个自动循环工作方式/手动工作方式状态指示灯。据此计算,总计有9 个 PLC 输出点。西门子 PLC S7-200 CPU 224XP CN AC/DC/RLY 正好有 10 个输出点,可以满足输出点数量的要求,还可以留 1 个当备用输出点。
3.3 PLC 输出驱动负载电压计算
西门子 PLC S7-200 CPU 224XP CN AC/DC/RLY 输出可分为 3 组:Q0.0、Q0.1、Q0.2、Q0.3共 4 个为第1 组,公用端为 1L;Q0.4、Q0.5、Q0.6 共 3 个为第2 组,公用端为 2L;Q0.7、Q1.0、Q1.1 共 3 个为第3 组,公用端为 3L。
本次设计的负载中,所有气缸驱动电磁阀和压缩空气/水路/水泵中继控线圈采用 DC24V,自动循环/手动工作方式指示灯采用 DC24V。西门子 PLC S7-200 CPU 224XP CN AC/DC/RLY 输入/输出地址分配如表 1 所示,PLC 外部接线如图 3 所示。

表1 西门子PLC S7-200 CPU 224XP CN AC/DC/RLY输入/输出地址分配表

图3 PLC 外部接线图
4 顺序控制程序的设计
4.1 编写循序控制流程图
顺序控制就是按照生产工艺事先规定的顺序,在各个输入信号的作用下,按照内部状态和实际的顺序,使生产过程中各个执行机构自动地按照一定的顺序进行工作。使用顺序控制设计法时,首先要根据系统的工艺过程画出顺序功能图(参见图4),然后将顺序功能图转换成梯形图(LAD)或者语句表(STL)。顺序功能图又叫状态流程图或者状态转移图,顺序功能图编程语言是基于工艺流程的高级语言[3]。它是用图形符号和文字表达相结合的方法,包含电气、液压、气动和机械控制系统或系统某些部分的控制过程、功能和特性的一种通用语言[4]。 在功能表图中,把一个过程循环分解成若干个清晰的连续阶段称之为“步” ,步与步之间由“转换”分隔。当两步之间的转换条件满足,并实现转换,上一步的活动结束,而下一步的活动开始。一个过程循环分的步越多,对过程的描述就越准确。
4.2 PLC 控制程序的编写

图4 顺序控制功能图
主程序 (OB) 编程要点:主程序(OB)编制时包括调用 2 个子程序,即自动循环控制子程序(SBR-1)和手动方式调试子程序(SBR-2)。用1个三位钮子开关,可以分别旋至自动位置(I0.6=1)、空位置、手动位置 (I0.7=1),分别接通调用自动循环子程序 1 (SBR-1)、手动控制程序子程序 2 (SBR-2),放在空位置上时程序没动作。主程序包括紧急控制程序,紧急情况时急停按钮将 PLC的3个输出点,即 Q0.4、Q0.5、Q0.6(压缩空气、冲水、水泵起动)立即复位,禁止输出。
4.3 自动循环控制程序编写说明
循环次数计数器(C10)开始计数:由于自动循环中压缩空气和冲洗加酸壶都是靠时间继电器控制的,因此循环次数计数器开始计数必须以时间继电器的接通脉冲上升沿(P)控制,T101 触发 1次,计数 1 次。
循环次数计数器(C10)结束计数:由于工艺要求循环结束时,最后 1 次是压缩空气冲刷加酸壶,这就意味着压缩空气冲刷加酸壶的次数比冲洗加酸壶的次数多了 1 次。因此,当计数器(C10)计算的次数达到设定值时,在计数器(C10)动作的同时,必须禁止冲洗加酸壶动作,所以要将计数器(C10)的常闭触点串入液路和水泵(Q0.5,Q0.6)控制。
主气缸退回上位(Q0.3):达到工艺要求的循环次数时,循环次数计数器(C10)接通,C10 常开触点接通 Q0.3,压紧气缸退回上位后,感应开关I0.3 接通,退回停止。
循环次数计数器(C10)复位控制:在循环结束时,循环次数计数器(C10)处于接通状态,因此采用酸壶定位按钮按下(I0.0)来复位循环次数计数器(C10),使其清零。
再次循环开始条件:第1次循环结束,酸壶主气缸回到上位(I0.3通)后,要将退回动作(Q0.3)复位,同时为下一次循环条件置位,以便开始下一个循环。
避免再次循环开始时的误动作:由于上次循环中,压缩空气通入后,冲洗动作没有进行,但是冲洗动作转换条件已经接通,再次循环开始后,一旦条件具备,就会造成有些误动作,因此必须在程序中编入必要的置位和复位,以保证再次循环的正确动作。
加酸壶定位气缸前进/后退:加酸壶主气缸夹紧/松开依靠各自气缸前/后位感应开关,到位后要停止相关的动作。
紧急情况的停止:在自动循环时,一旦发生紧急情况,如加酸壶漏水,管道破裂等,需要紧急停止自动清洗机当前正在进行的动作。由于自动循环控制程序是顺序控制程序,可以将三位旋钮旋至空位置,但不能关断当前正在进行的动作,因此必须旋至手动位置。为了可靠操作,考虑到员工的工作习惯,也可以采用双重保险,因此又增加设计了急停按钮。
自动循环程序是顺序控制程序,急停按钮需要控制步与步之间转换条件,比较麻烦,因此将急停按钮直接控制压缩空气、冲洗水路电磁阀和水泵,在主程序中将输出线圈直接复位。
由于自动循环控制程序是顺序控制程序,当临时故障处理完毕后可以继续接着进行以前没有进行完毕的步骤,因此将急停安装释放后,可以接着进行原来的步骤。
4.4 手动控制程序编写要点
定位气缸和夹紧气缸的互锁:定位气缸推出和后退时,压紧气缸必须在上位(I0.3通),按下定位前/后按钮(I0.0/10.5)即可;夹紧气缸上下动作时,定位气缸必须在退回位置(I0.1通),按下气缸夹紧/松开按钮(I1.1/I1.2)即可。
吹气,压缩空气电磁阀(Q0.4)打开条件:定位气缸在后位(I0.1通),SBR-1夹紧气缸在下位(I0.4通),按下压缩空气按钮(I1.3)即可。
冲水电磁阀(Q0.5)打开条件:定位气缸在后位(I0.1通),夹紧气缸在下位(I0.4通),按下冲水按钮(I1.4)即可。
水泵中间继电器(Q0.6)接通条件:只要在手动位置,按水泵按钮(I1.5)即可。
5 顺序控制程序(自动控制)详解(参见图5)
自动循环程序开始的条件有:三位旋钮旋至自动位置 (I0.6=1),杯子定位气缸在后位 (I0.1=1),杯子压紧气缸在上位 (I0.3=1),各自对应的 PLC 输入点接通,对应的指示灯亮(自动循环 Q1.0=1)。
根据自动循环动作要求,自动循环控制程序编制以顺序控制程序 (SCR) 为主,PLC 一旦运行,SM0.1 的初始化脉冲信号使顺序控制继电器 S0.0被置位,初始步变为活动步,程序开始执行 S0.0对应的 SCR 段。按杯子定位按钮 (I0.0=1),满足转换条件,SCRT 指令使 S0.1 被激活(S0.0 对应的 SCR 段自动复位),程序转为执行 S0.1 对应的SCR 段。
在 S0.1 程序段中,杯子定位气缸推出(Q0.0=1),气缸推出到位后(I0.2=0),转换条件得到满足,SCRT 指令使 S0.2 被激活,S0.1对应的 SCR 段自动复位,定位气缸推出动作停止 Q0.0=0,程序转为执行 S0.2 对应的 SCR 段。在S0.2 程序段中,按循环起动按钮,转换条件得到满足,SCRT 指令使 S0.3 被激活,S0.2 对应的 SCR 段自动复位,程序转为执行 S0.3 对应的SCR 段。在 S0.3 程序段中,杯子定位气缸退回(Q0.1=1),气缸退回到位后(I0.1=1),转换条件得到满足,SCRT 指令使 S0.4 被激活,S0.3 对应的 SCR 段自动复位,程序转为执行 S0.4对应的SCR 段。在 S0.4 程序段中,杯子夹紧气缸向下推出(Q0.2=1),夹紧气缸推出到位后(I0.4=1),转换条件得到满足,SCRT 指令使 S0.5 被激活,S0.4 对应的 SCR 段自动复位,程序转为执行 S0.5对应的 SCR 段。在 S0.5 程序段中,PLC 内部时间继电器 T100 接通,开始延时,延时时间到,时间继电器的常开触点闭合,转换条件得到满足,SCRT 指令使 S0.6 被激活,S0.5 对应的 SCR 段自动复位,程序转为执行 S0.6 对应的 SCR 段。在S0.6 程序段中,Q0.4=1 压缩空气电磁阀打开,同时 PLC 内部时间继电器 T101 接通,开始延时,延时时间到,时间继电器的常开触点闭合,转换条件得到满足,SCRT 指令使 S0.7 被激活,S0.6 对应的SCR 段自动复位,程序转为执行 S0.7 对应的 SCR段,Q0.4=0 压缩空气电磁阀关闭。在S0.7 程序段中,Q0.5=1,Q0.6=1,冲水电磁阀打开,水泵起动,同时 PLC 内部时间继电器 T102 接通,开始延时,延时时间到,时间继电器的常开触点闭合,转换条件得到满足,SCRT 指令使 S1.0 被激活,S0.7对应的 SCR 段自动复位,程序转为执行 S1.0 对应的 SCR 段。在 S1.0 程序段中,由于 SM0.0=1 转换条件得到满足,SCRT 指令使 S0.5 被激活,S1.0 对应的 SCR 段自动复位,程序转为执行 S0.5 对应的SCR 段。开始循环。
在 SCR 程序之外,当 PLC 内部时间继电器T101 常开触点接通 1 次,PLC 内部计数器 C10 计数 1 次,达到设定的计数值,C10 的常开触点闭合,PLC 内部状态继电器 S1.2 被置位。由于夹紧气缸在夹紧位置(下位),I0.4=1,所以 Q0.3=1,夹紧气缸向上退回。
当 PLC 内部计数器达到设定的计数值时,C10的常闭触点断开,使得 S0.7 对应的 SCR 段不能执行,因此实现了循环过程中最后一次压缩空气吹气后,不再进行冲水动作。当夹紧气缸退回到上位时,上位磁感应开关动作 (I0.3=1),将 S1.2 复位,从而使夹紧气缸退回动作结束。同时上位磁感应开关动作 (I0.3=1) 后,将 S0.0 置位 S0.0=1,以利于下一个自动循环。
在以上程序执行过程中,没有将 S0.7 复位,即 S0.7=1 的条件始终没有消失,一旦 C10=0,S0.7对应的 SCR 段马上开始执行,所以在下一个循环开始时,按下杯子定位按钮(I0.0=1)时,将 S0.7复位。
在以上程序中,没有将 C10 复位,即 C10=1的条件没有消失,这样造成在下一个循环中,当程序执行至 S0.7 对应的 SCR 段时,就无法再进行下去。所以在下一个循环开始时,按下杯子定位按钮(I0.0=1)时,将 C10 复位。
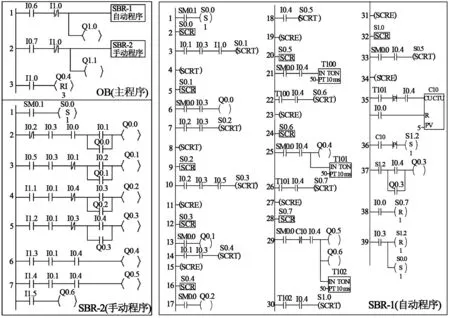
图5 主程序,手动、自动程序
6 结束语
加酸壶清洗机采用自动控制系统后,由于用清洗液清洗时间、压缩空气冲洗时间,及冲洗次数可调,修改方便,动作准确,每分钟(时间可调)可以同时清洗 4 只加酸壶,大大提高了清洗效率,降低了劳动强度,提高了人效,实现机器代人的效果良好。
参考文献:
[1]郑凤翼.西门子 S7-200 系列 PLC 简明读本[M].北京: 机械工业出版社, 2013.
[2]陈涛, 李军.西门子 S7-200 PLC 控制系统设计案例详解[M].化学工业出版社, 2015.
[3]周柏青, 李方园.PLC 控制系统设计与应用:西门子 S7-200/1200[M].中国电力出版社, 2015.
[4]张万忠, 可编程控制器入门与应用实例(西门子:S7-200系列)/可编程控制器实用技术系列书[M].中国电力出版社, 2005.
