冰箱钣金智能CNC模具折弯工艺
2018-04-10崔伟陆宏杰李志中王宏宽
崔伟 陆宏杰 李志中 王宏宽
1.中国电器科学研究院有限公司 广东广州 510300;2.安徽擎天伟嘉装备制造有限公司 安徽滁州 239500
随着定制服饰、定制手机、定制家具等各种定制化产品的出现,市场也出现对冰箱产品的定制化、个性化、多样化的追求。定制冰箱是可以根据客户的实际条件、需求和喜好,为客户定制生产冰箱的大小,冰箱的外观,冰箱的颜色等等。在冰箱的生产中,涉及很多大型钣金件的成型加工,这些钣金件的加工也需要适应小批量,多样化的要求。这对生产厂商是很高的要求,需要厂家在定制和产量方面进行平衡。
一般来说,生产不同产品,在更换型号时需要对设备进行各种参数的调整,同时在生产前几件时,设备处于调试状态,报废率很高。因此,定制化和产量这两者是不可调和的矛盾。如何调和两者的矛盾,就需要解决如何快速响应,如何减少废品率。
1 当前的冰箱U壳生产设备
冰箱U壳是对冰箱外观和性能都十分重要的零件,解决冰箱U壳定制化和产量两者的矛盾至关重要。目前,生产冰箱U壳的方法大致有两种:
第一种方法:采用通用设备,即是采用通用压机,配合模具,人工上下料进行生产。这种生产方式,很有多缺点。
(1)可成型的U壳槽型很简单,使得冰箱外壳和内胆的密封不好,在生产中易于泄露发泡料。而且刚性不足,容易变形,造成在使用时与门封密封不严,制冷性能下降;
(2)成型步骤多,且采用人工操作,造成产量低;
(3)人工上下料,易于造成钣金变形,外观不好看。
第二种方法:采用专用的生产线生产U壳,目前绝大多数的厂商都采用这种方法。
一条传统的冰箱U壳线包括上料机、冲切机、180°翻转机、辊轧机、Z-L折弯机、U型折弯机、下料机。传统生产线采用的是辊轧机成型U壳的槽型,这种辊轧机是采用30~40组辊轮,将钣金一点点折弯成型。杨浩军[1],何平阳[2]等人就是采用这种方法。这种专用生产线相比起第一种方法,槽型复杂,生产效率高,成型尺寸好。但是这种方法也有其缺点,最大的缺点就是一个辊轧机只能成型一个槽型,成型尺寸一致性不够好。
我们在冰箱U壳生产线上应用智能CNC模具折弯机替代辊轧机。这种折弯机,使用模具将钣金件随型折弯成型,可以随时生产各种槽型的U壳。这样,冰箱U壳的生产可以快速换型(包括更换槽型),并且成型准确,能响应当前冰箱产品定制化、多样化的要求。
2 传统辊轧机和智能CNC模具折弯机对比
2.1 传统辊轧机
传统U壳生产线,采用辊轧成型槽型的工艺方法,采用30~40组辊轮将钣金一点点折弯成型,每一组辊轮如图1所示。
每一组辊轮分上下两个,分别正向和反向旋转,上辊轮上下可调整位置。30~40组辊轮的形状不同,钣金在辊轮中间通过,通过辊轮形状的不同,就可将槽型一点点慢慢的成型出来。成型过程如图2。
这种辊轧机的缺点很明显:
(1)只能生产一种槽型的U壳。由于U壳槽型是通过辊轮形状的变化来慢慢成型的,而辊轮的形状是不可变化的,因此,一个辊轧机只能生产一个槽型。如需生产不同的槽型,则需将所有的辊轧轮组都更换掉,工作十分繁琐;
(2)只能生产一种材质的U壳。当辊轮的形状确定以后,只能生产一种材质的U壳。更换材料会因为材料力学性能的不一样,尺寸会发生变化;
(3)只能生产一个钣金厚度的U壳。如更改U壳钣金厚度,需要将所有的辊轮组的间隙一一人工调整,同时还要根据实际情况微调消除误差;
(4)由于应力的存在,槽型成型完毕后,在前后两端,会存在张口的现象,造成尺寸不一致,超过误差允许范围。
上述这些缺点,决定了这种辊轧机不适应现在的定制化,多样化的冰箱发展趋势。
2.2 智能CNC模具折弯机
我们研制的智能CNC模具折弯机替代辊轧机,同样可以成型相同的槽型。智能CNC模具折弯机采用完全与不同的传统折弯机和辊轧成型的方式,采用的是模条随型移动,进而折弯钣金的方式。模条在伺服电机的驱动下,可以在X和Y方向上同时移动,这样在成型面上,模条可以到达任意位置,沿任何轨迹移动。如图3所示。
成型动作由压模,下模和模条配合完成。首先板料送入折弯机,送到下模的上方。压模下降,压住板料。然后,模条从板料的下方开始,沿着R=2的圆弧行走半圈,将板料推成此外圆半径等于2的圆角,如图4所示。
然后压模松开,下模和压模移动到下一个需要成型的位置,重复刚才的动作。成型其他的尺寸。
这种智能CNC模具折弯机,有下述优点:
(1)截面上所有尺寸方便调节。
例如,图5的长度尺寸,A、B、C、D、E、F、G、H、I、L及角度尺寸,α、β、γ、δ、ε、λ都可以调节。
(2)U壳钣金的厚度可调节。
(3)U壳钣金材料可更换。
(4)调节尺寸,钣金厚度等,可以很方便得在电脑上更改。同时,可以存储上千种截面,更换截面时,一键换型。
(5)成型尺寸准确,模条在伺服电机的带动下,移动的精度是0.01mm。
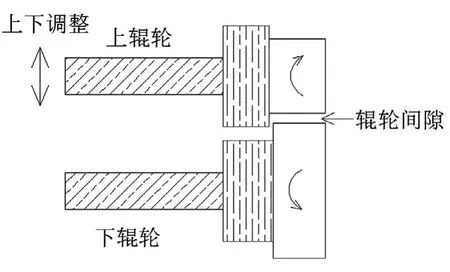
图1 辊轧轮示意图
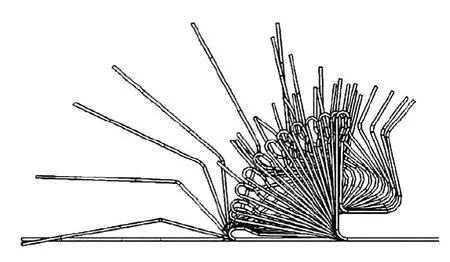
图2 辊轧槽型花形图

图3模具移动范围图
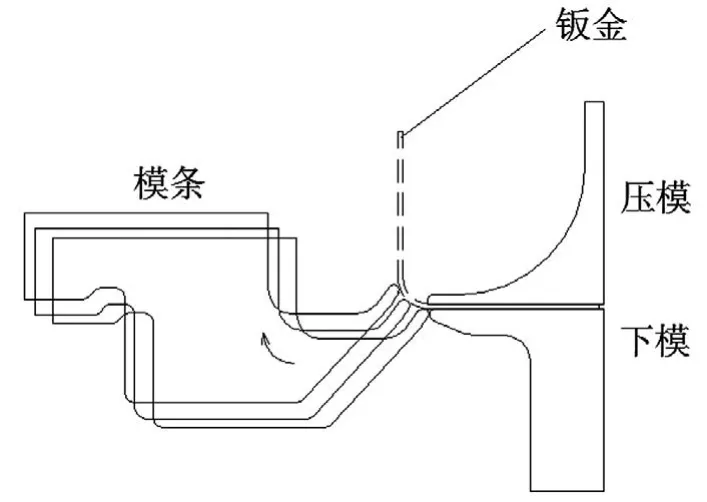
图4 模具折弯图
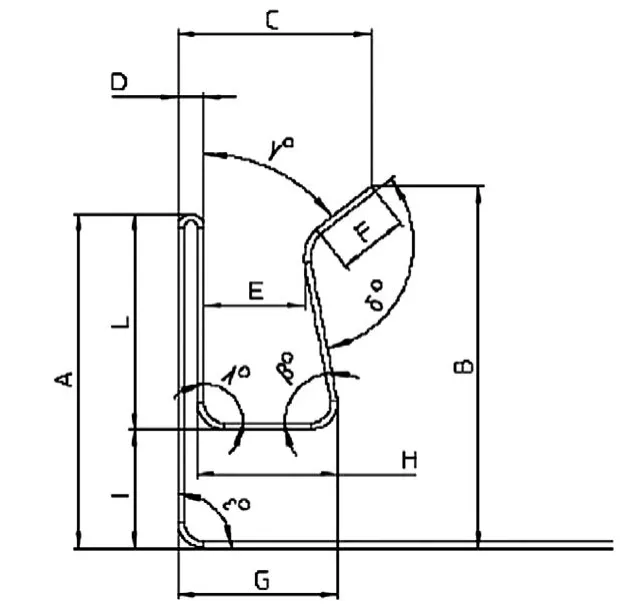
图5 U壳槽型图
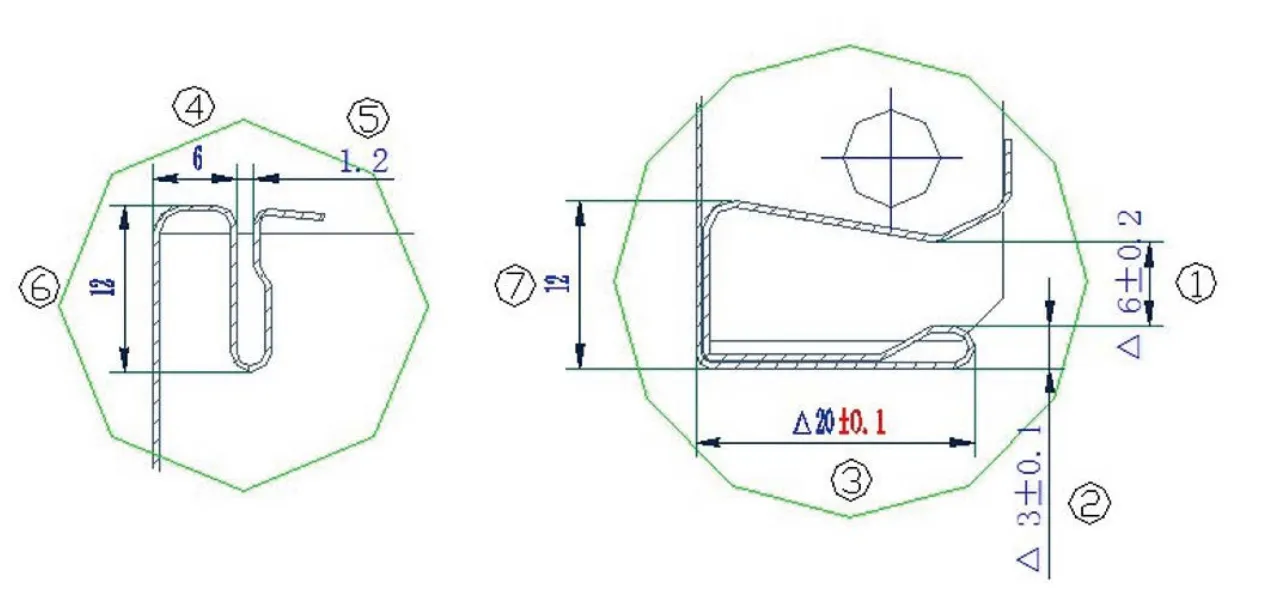
图6 测量结果
智能CNC模具折弯机的这些特点,使其十分适合生产小批量、多样化的定制冰箱。首先,它换型快,只需在电脑上选择相应的型号,模条即根据存储好的步骤和移动位置运动,成型事先设定好型号。不需再进行调试,换型完全不浪费时间,也不会提高报废率。其次,它允许生产不同的槽型,不同的U壳钣金厚度,不同的钣金材料,符合多样化的需求。再次,它移动的精度高,成型尺寸准确。比辊轧成型尺寸准确性更好,生产的冰箱的密封性也就更好。
3 应用实例
在孟加拉国的一家冰箱生产厂U壳生产线中应用了该设备。该生产线使用智能CNC模具折弯机替代辊轧机,原位180°翻转机替代两端180°翻转机,机械手取料替代推杆下料。
我们对同一个U壳截面分别用辊轧机和智能CNC模具折弯机进行生产,对生产的3个样件行了测量,测量结果如图6、表1所示。
从上面的结果可以看到,采用智能CNC模具折弯机,误差范围小于±0.1mm。而辊轧机的误差则在±0.3mm。明显智能CNC模具折弯机的制造精度要高于辊轧机。
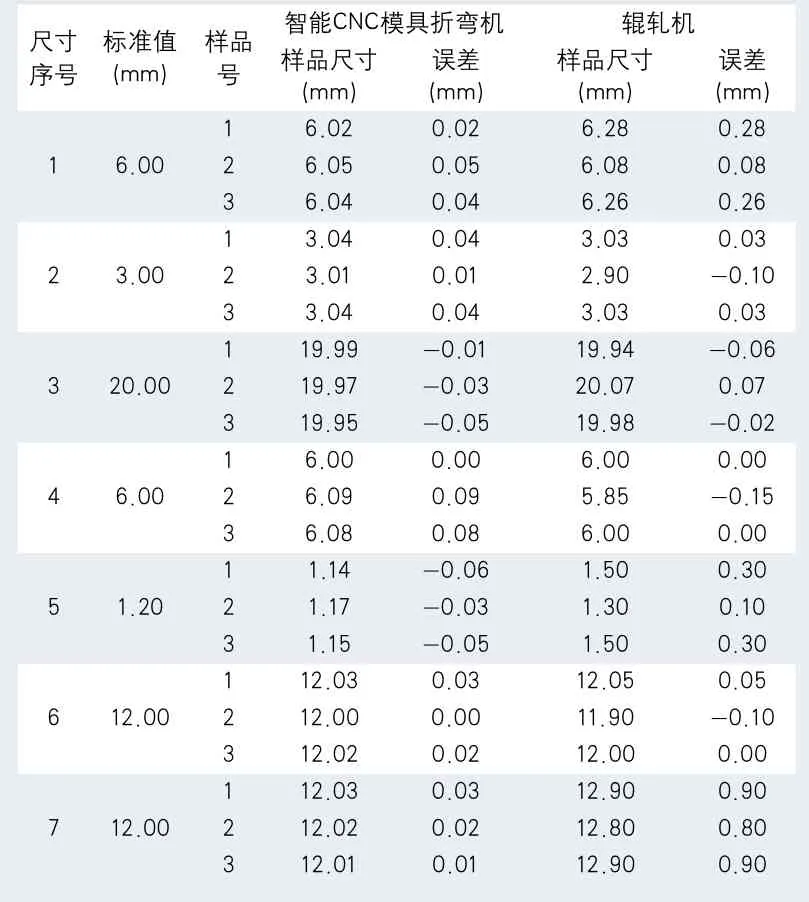
表1 测量结果
4 结论
智能CNC模具折弯机可以快速换型,生产多种类型的U壳,符合定制化、多样化的要求。并且其制造精度高,生产出来的冰箱密封效果更好,外观更美观。在冰箱钣金生产线中使用智能CNC模具折弯机,符合冰箱发展趋势。
[1] 杨浩军. 冰箱侧板的辊轧成型设计方法[J]. 军民两用技术与产品,2010,9:46-48.
[2] 何阳平. 基于家电箱壳成形生产线的研究与改造[J]. 模具工业,2012,38(3):17-20.
