互换装配法解算装配体尺寸链研究*
2018-03-29李双成陈兴媚
李双成,杨 斌,陈兴媚
(广东理工学院 工业自动化系,广东 肇庆 526100)
在机械制造中,装配尺寸链的解算是保证各组成环尺寸、公差和极限偏差的重要环节,解算方法也多种多样,常用的有互换装配法、分组装配法、修配装配法和调整装配法等[1-2]。其中,互换装配法按互换程度不同,又可分为完全互换装配法和大数互换装配法。本文以双联转子泵为例,分别应用完全互换装配法和大数互换装配法2种方法进行装配尺寸链解算。双联转子泵如图1所示,要求冷态下的装配间隙A0=0.05~0.15 mm,各组成环的公称尺寸为:A1=41 mm,A2=A4=17 mm,A3=7 mm。
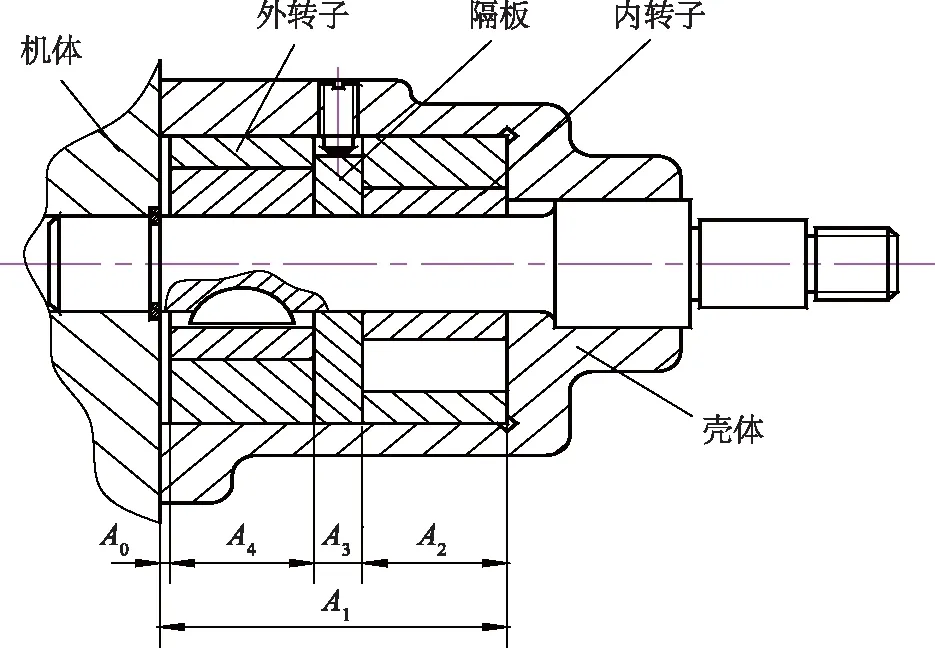
图1 双联转子泵
1 完全互换装配法
采用完全互换法装配双联转子泵,试确定各组成环尺寸及其极限偏差。为满足装配精度要求,应在各组成环中选择1个环作为协调环,其极限尺寸由封闭环极限尺寸方程式来确定。一般选便于制造及可用通用量具测量的尺寸作为协调环,因此这里选A1为协调环。
1.1 等公差法
等公差法是当各环相差不大时,可将T0值平均分配给各组成环,即平均公差Tav,L=T0/m。采用等公差法进行尺寸链求解步骤如下。
1)画出尺寸链图(见图2)。
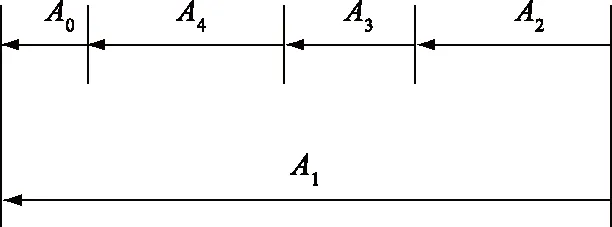
图2 尺寸链图
2)确定各环性质。增环:A1;减环:A2、A3、A4;封闭环:A0。


ESA0=ESA1-(EIA2+EIA3+EIA4)⟹
ESA1=ESA0+EIA2+EIA3+EIA4=
0.15-0.025-0.025-0.025=0.075 (mm)
(1)
EIA0=EIA1-(ESA2+ESA3+ESA4)⟹
EIA1=EIA0+ESA2+ESA3+ESA4=
0.05+0+0+0=0.05 (mm)
(2)

1.2 经验法

1.3 等精度法
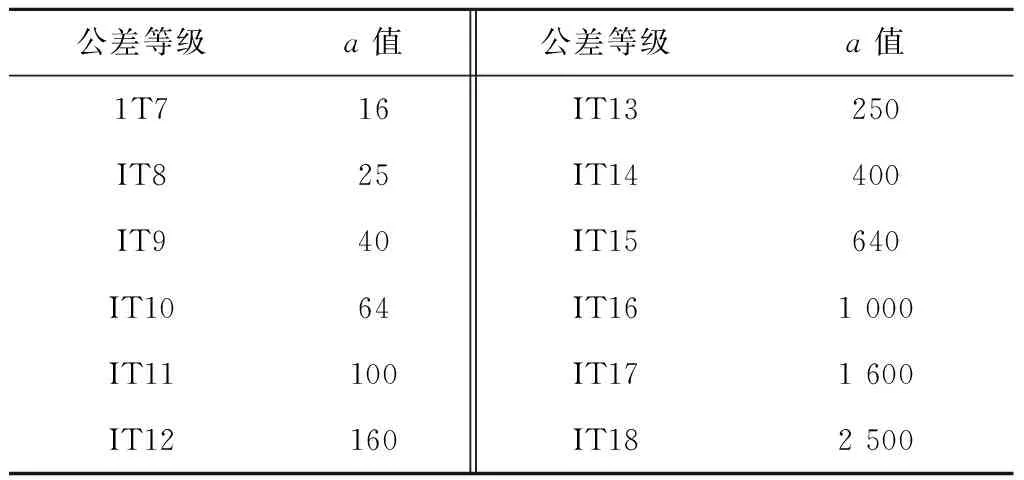
表1 公差等级系数a值
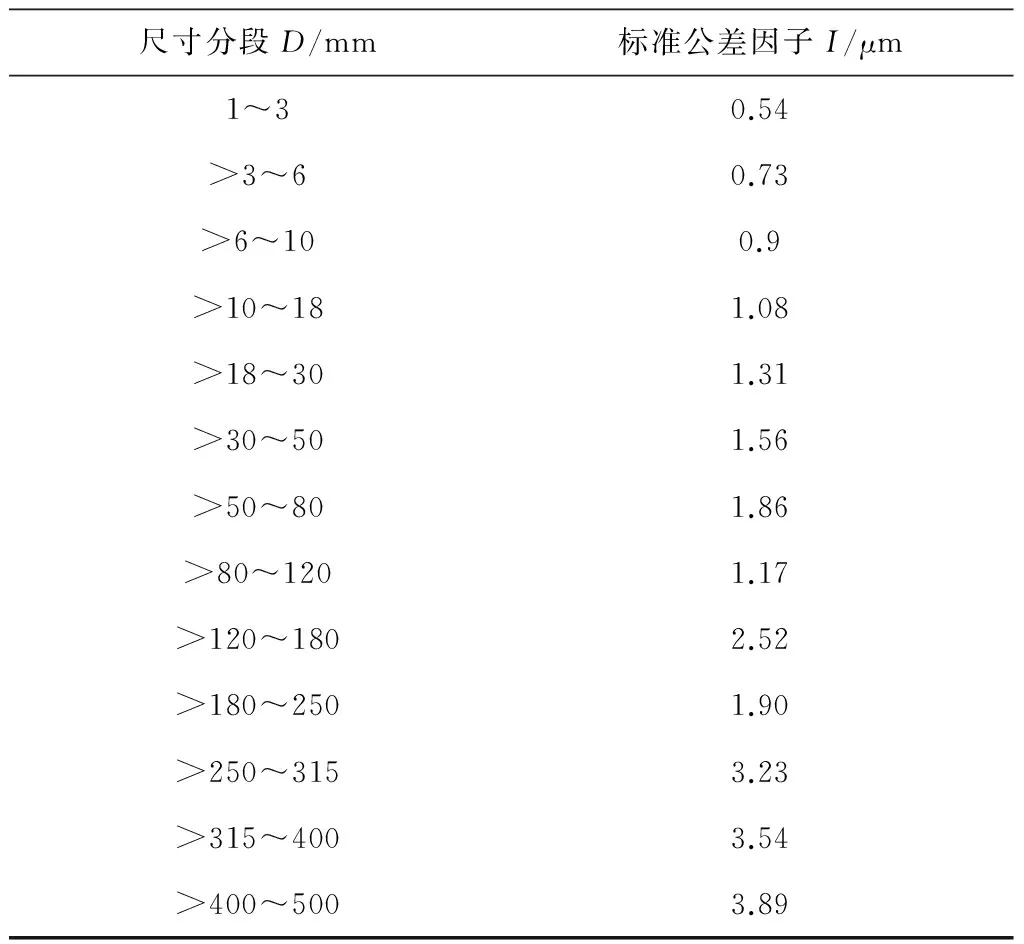
表2 公称尺寸与标准公差因子I值
根据各组成环基本尺寸,查表2,可得:I1=1.56 μm、I2=I4=1.08 μm、I3=0.9 μm,则:

2 大数互换装配法
大数互换法是以一定的置信水平为依据,通常当封闭环趋近于正态分布时,封闭环相对分布系数k0=1,置信水平P=99.73%,装配不合格品率为0.27%。在某些生产条件下,要求适当放大组成环公差时,可取较低的P值,具体见表3。
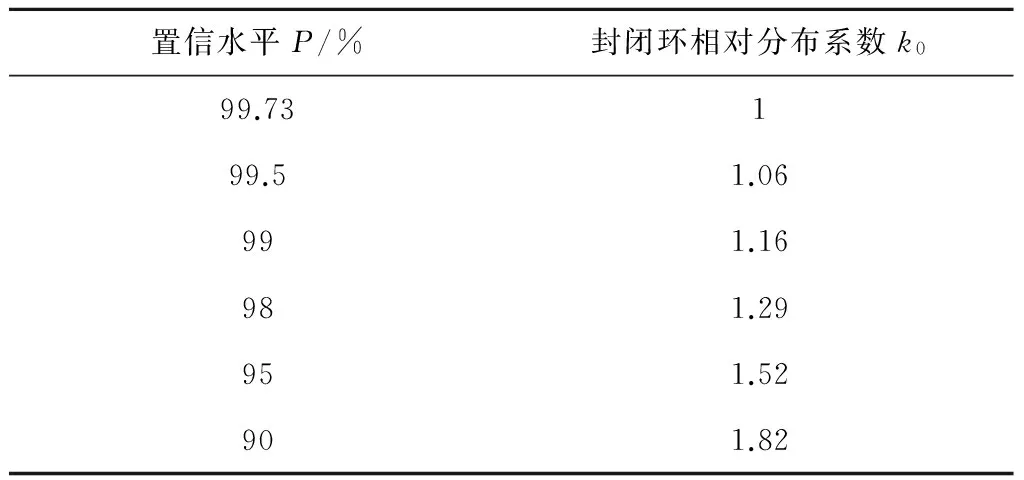
表3 置信水平P与封闭环相对分布系数k0的关系
组成环的相对分布系数ki的数值取决于组成环的分布形式。常见的几种分布曲线及其组成环相对分布系数ki与相对不对称系数ei的数值参见表4。
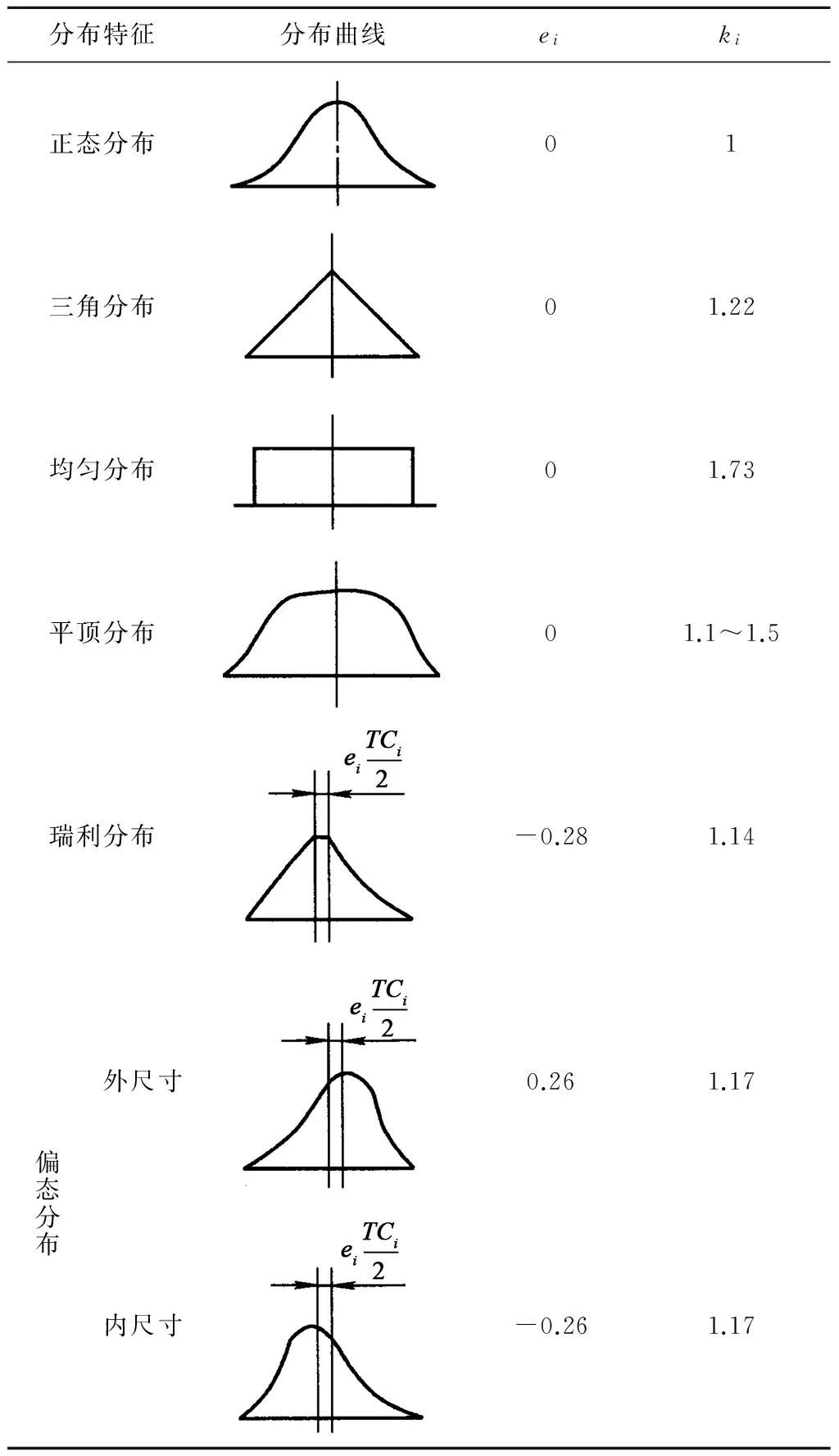
表4 几种分布曲线及其组成环相对分布系数ki与相对不对称系数ei的数值
用大数互换法计算各组成环公差也和完全互换法一样有上述3种算法。若图1采用大数互换法装配时(置信水平P=90%),试确定各组成环尺寸及其极限偏差(选A1为协调环)。现对该问题用大数互换法进行解算(注:本文为使问题简单同时限于篇幅,对于表4中仅讨论工艺过程稳定的情况,其他非正态分布情况不再赘述)。

2.1 等公差法

(3)
计算协调环中间偏差:

(4)
协调环A1的上下偏差[5]:
(5)
(6)
校验计算结果如下:
T0=0.1 mm≥0.1 mm,校验结果说明计算结果无误。
2.2 经验法

校验结果如下:
T0=0.1 mm≥0.099 mm,校验结果说明计算结果无误。
2.3 等精度法
效仿上述根据各组成环基本尺寸查表2可得:I1=1.56 μm、I2=I4=1.08 μm、I3=0.9 μm,又因为封闭环公差T0=0.1 μm;则:

校验结果如下:
T0=0.1 mm≥0.099 mm,校验结果说明计算结果无误。
采用上述2种算法所得的组成环尺寸及偏差见表5。
3 2种解算方法的特点及应用
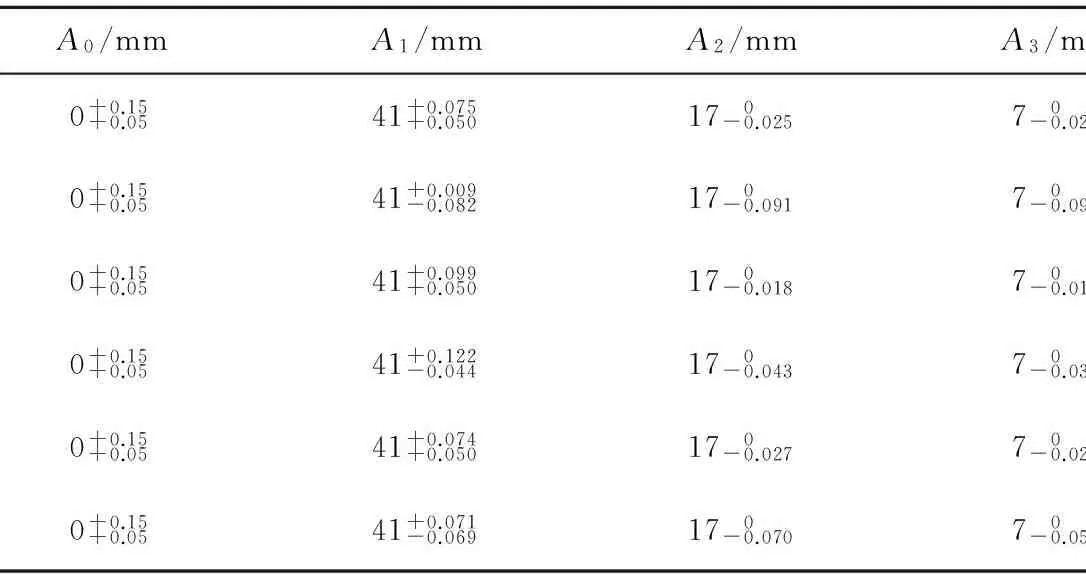
表5 不同算法各组成环数据比较
由表5中数据对比可得出如下结论。
1)完全互换法装配工艺简单,装配质量稳定可靠,对工人装配技术要求较低,经济、生产效率高,易于保证零部件的互换性;但若组成环环数较多时,加工起来较困难[6]。该方法适用于成批、大量生产中,例如汽车、拖拉机和自行车等。
2)大数互换法装配方法简单、方便,利于零件按经济精度加工。当封闭环公差一定时,大数互换法计算所得的各组成环尺寸公差都大于完全互换法尺寸公差,即降低了加工难度、节约了成本。完全互换法装配无零件不合格现象,对于大数互换法来说会有少量产品出现装配不合格现象,应采取相应措施,例如修配等。该方法适用于组成环环数较多(>5环)且生产节拍不是很严格的批量生产中,例如机床和仪器仪表等。
4 结语
从本文推导可知,互换装配法中2种尺寸链解算方法,即大数互换法和完全互换法,都可以很容易地解算出尺寸链中各环的基本尺寸及公差范围。从不同算法的对比分析可知,完全互换法对尺寸要求较严格,无不合格产品,而大数互换法可以扩大组成环公差,又有利于降低加工成本,所以在实际加工中应根据实际加工情况要求来确定解算尺寸链的方法。
[1] 李华. 机械制造技术[M]. 北京:机械工业出版社,2000.
[2] 孙学强. 机械制造基础[M]. 北京:机械工业出版社,2013.
[3] 郑修本. 机械制造工艺学[M]. 3版. 北京:机械工业出版社,2011.
[4] 沈利云. 公差配合与测量技术[M]. 南京:江苏科学技术出版社,2003.
[5] 刘品,张也晗. 机械精度设计与检测基础[M]. 8版. 哈尔滨:哈尔滨工业大学出版社,2014.
[6] 余承辉. 机械制造基础[M]. 上海:上海科学技术出版社,2009.
