套管丝扣气密封检测新技术应用
2018-03-26黄琳
黄 琳
(大庆钻探工程公司钻井工程技术研究院,黑龙江大庆163413)
1 概述
随着大庆油田以气补油战略的深入开展,天然气的开发规模也逐渐增大,套管管串安全也显得越来越重要。目前,在北美、墨西哥、南美的大部分油田,对丝扣的气密封检测已成为强制性要求。美国L公司在1970年首先提出氦气密封检测,并迅速在油田推广应用。目前在美国、墨西哥、南美等地多家石油公司中使用气密封检测技术来检测入井管柱的密封性,已检测数千井次。国内2008年安东石油首次在塔里木油田使用气密封检测技术,2009年西南油田分公司、吉林油田等开始应用,2010年后中石油、中石化、中海油的大部分油气井普遍应用该技术,重点井、储气库井的油套、技套、油管全部检测。
2 套管丝扣气密封检测原理
对油套管连接丝扣的气密封检测,主要是通过检测混合气体中的氦气泄露量实现的。在管柱丝扣连接完毕后,应用检测封隔器在套管内部的丝扣上下端形成密闭空间,然后利用增压器使氦气和氮气的混合气体增压,并注入到该密闭空间中,再次加压至测定压力,保持一定时间,同时在套管丝扣外壁放置一个护套,形成一个密闭空间。利用氦气分子直径小、在气密封扣中易渗透且安全无毒,对油套管无腐蚀的特点,向护套中放置检测探头,抽取其中的气体,通过捡漏管线输送到氦气检测仪,从而获得氦气的浓度,若浓度高于空气中的含量,则以报警的形式发出指令,以此判断氦气有泄露,从而精确地检测油套管的密封性。
3 气密封检测技术的优点
(1)安全性:检测气体为氦气,该气体为惰性气体,且质量比空气轻,挥发性强,而运载气体氮气也是不活泼气体,2种气体均具有安全、无色无味、无腐蚀性等特点,对人体没有任何伤害。
(2)可靠性强:
①氦气分子直径很小、渗透性强,在气密封扣中易运移,能精确判断丝扣的连接质量;
②气密封检测施工压力一般较高,最大能达到140MPa,可完全满足各种压力等级的需要。
(3)灵敏度高:氦气检测仪是一种精密的气体检测仪器,灵敏高,最低能检测出泄漏率为10-8Pa·m3/s的氦气,检测精度可以达到0.0001‰;
(4)范围广:气密封检测技术的应用范围广,检测最大的管柱尺寸为7″,最小管柱直径为4-1/2″,除在完井作业中检测套管丝扣外,也在开采作业中的检测采气树、输气管道等。
(5)即时性强:氦气检测仪器的反应时间只需0.7s,能及时、迅速地发现丝扣泄露,准确判断套管及管道的整体密封性,效率高。
4 套管气密封检测系统构成及工艺流程
4.1 系统构成
气密封检测设备主要由控制台、加压装置、封隔器、检测设备等4部分构成。见图1。
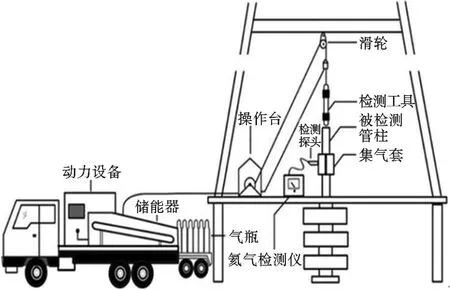
图1 气密封检测设备
控制台包括气动绞车、天滑轮、绳索,主要负责把封隔器的下入套管及提出套管。
加压装置包括动力设备、储能器、气瓶,主要负责为封隔器坐封、解封以及气密封检测输入高压气体。
封隔器是气密封检测的核心部件,主要作用是为套管丝扣处提供密闭空间,打入高压氦气后,保障密闭空间不泄漏。
检测设备包括集气套、检测探头。集气套的作用是在套管丝扣外部形成储气空间,一旦有氦气泄露,把氦气存储在集气套内;检测探头的作用是用来检测集气套内是否有氦气存在,若存在,证明套管丝扣上扣不合格。
动力源设备主要为储能器、绞车等提供液压动力,最高可达140MPa。储能器,是产生高压气体的地方,气瓶中的混合气体在储能器中被液压动力压缩到检测压力。封隔器,是被放入油套管检测位置的检测工具,通过操作台完成检测程序。氦气检测仪,是检测油套管螺纹泄漏的预报警设备,通过集气套上的检测探头来完成。
4.2 工艺流程
4.2.1 准备阶段
首先,连接气密封设备,调整电源相序,打开气瓶气源,巡回检查设备运转情况。其次,调试预坐封、加压、泄压动作是否正常,做好气密封检测准备。
4.2.2 封隔器坐封阶段
用控制台把封隔器放入套管柱内,通过调节绞车,确保封隔器处于2根套管丝扣连接处,操控加压装置,将高压气体打入封隔器内的活塞,通过高压推挤,活塞橡胶变形,紧紧贴靠在套管壁,形成密封空间。
4.2.3 封隔器加压阶段
操控加压装置,打入高压氦气,持续加压至压力设定值,稳压30s,加压阶段结束。
4.2.4 检测阶段
封隔器坐封之前,在套管丝扣外部安装好集气套、氦气检测探头,在封隔器稳压阶段,氦气检测探头对集气套内气体进行检测分析,判断气体内是否有氦气,如果有,说明套管丝扣上扣不合格。
4.2.5 封隔器解封阶段
检测结束后,控制台控制动力设备,泄压,活塞橡胶归位,封隔器完成解封,操控控制台,取出封隔器,如套管丝扣密封合格,继续下套管,如不合格,采取相应措施。
5 现场应用
目前大庆油田该项技术在深层采气井累计应用21口井。气密封套管扣型主要包括TP-CQ、FOX、TPG2等,检测套管4614根,检测出问题套管48根,最大检测压力70MPa,坐封、解封成功率100%,平均单根检测时间4min,杜绝了不合格套管入井,保证了入井套管管串安全。同时规范了密封脂涂抹方式及用量,优化了不同扣型套管上扣扭矩,对于未使用套管气密封监测井具有借鉴及指导意义。
6 结论
(1)现场试验证明:套管气密封检测技术可以有效检测出丝扣上扣不合格套管,保证入井管串安全;同时优化了上扣工艺及扭矩,对于未使用套管气密封监测井套管上扣具有借鉴及指导意义。
(2)套管气密封检测技术已成为大庆油田解决油套管腐蚀、丝扣泄露、提高深层天然气井安全开采的有效途径,并在大庆油田深层天然气井全面推广,能减少井口带压及套管损坏现象,为后期的开采作业创造安全的施工环境。
[1] 马晓伟.套管气密封检测技术在深层采气井中的应用[J].石油矿场机械,2016(7).
[2] 彭建云,周理志,阮洋,等.克拉2气田高压气井风险评估[J].天然气工业,2008(10).
[3] 何银达,秦德友,凌涛,等.塔里木油田高压气井油管气密封问题探析[J].钻采工艺,2010(3).
[4] 刘汝福,陈毓云.套管密封性能评价方法新探[J].石油钻采工艺,1994(6).
[5] 龚伟安.略论套管螺纹密封性能与连接应力的关系[J].石油机械,1995(6).
[6] 史交齐,林凯,谢学东,等.提高API螺纹油管和套管密封性的措施[J].石油机械,2002(3).
