ASTM A668 Cl.E主轴屈服强度不合格原因分析
2018-03-14王宝亮
王 爽 王宝亮
(1.中国一重铸锻钢事业部水压机锻造分厂,黑龙江161042;2.苏州热工研究院有限公司,江苏215000)
主轴锻件主要是用来传递扭矩,小容量水轮发电机一般采用整锻实心轴,大中型的发电机一般采用整锻空心轴,国外常用ASTM A668 Cl. E材料。一般情况下,主轴锻件锻后热处理须满足各项技术指标,以往ASTM A668 Cl. E材质主轴性能出现过波动问题,本文针对锻件屈服强度不合格残样及热处理工艺执行等进行分析。
1 化学成分
ASTM A668 Cl. E材质化学成分见表1。
2 力学性能
锻件性能检验结果如表2所示。
从表2可以看出,锻件抗拉强度达到技术要求,但屈服强度值未达到技术要求。
3 热处理工艺分析
主轴锻件锻后热处理工艺如图1所示。
ASTM A668 Cl.E(相当于25Mn)材质对应的正火温度为880±10℃,技术要求回火温度必须≥550℃。为提高强度,我们选取的正火温度为920±10℃,比正常热处理温度高40℃,实际执行时炉温按930℃执行,空冷时采取喷雾冷却;回火温度按较下限570±10℃控制,实际料温按560℃控制。
4 金相分析
将拉伸残样进行了金相分析,发现锻件组织为铁素体+珠光体(如图2所示),组织分布均匀,但少许地方开始出现针状铁素体,此种组织为魏氏体前期征兆,若温度再升高过多,会出现对冲击不利的组织,同时也降低强度。
5 残样化学成分分析
使用直读光谱仪对试样进行化学成分分析,结果如表3所示。
通过分析发现,其C、Mn含量都没有达到内部制定的内控值要求,Si含量也偏低于内控值,绝大多数残样碳当量均低于内控下限。

表1 ASTM A668 Cl. E材质化学成分(质量分数,%)Table 1 Chemical composition of materials ASTM A668 C1.E (Mass, %)
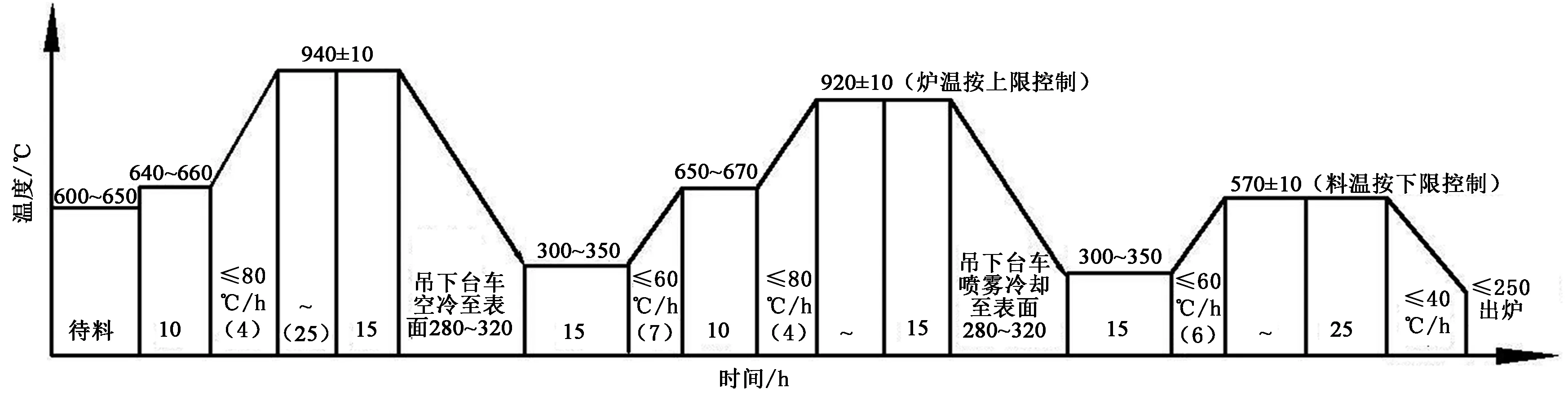
图1 锻后热处理工艺Figure 1 Heat treatment process after forging
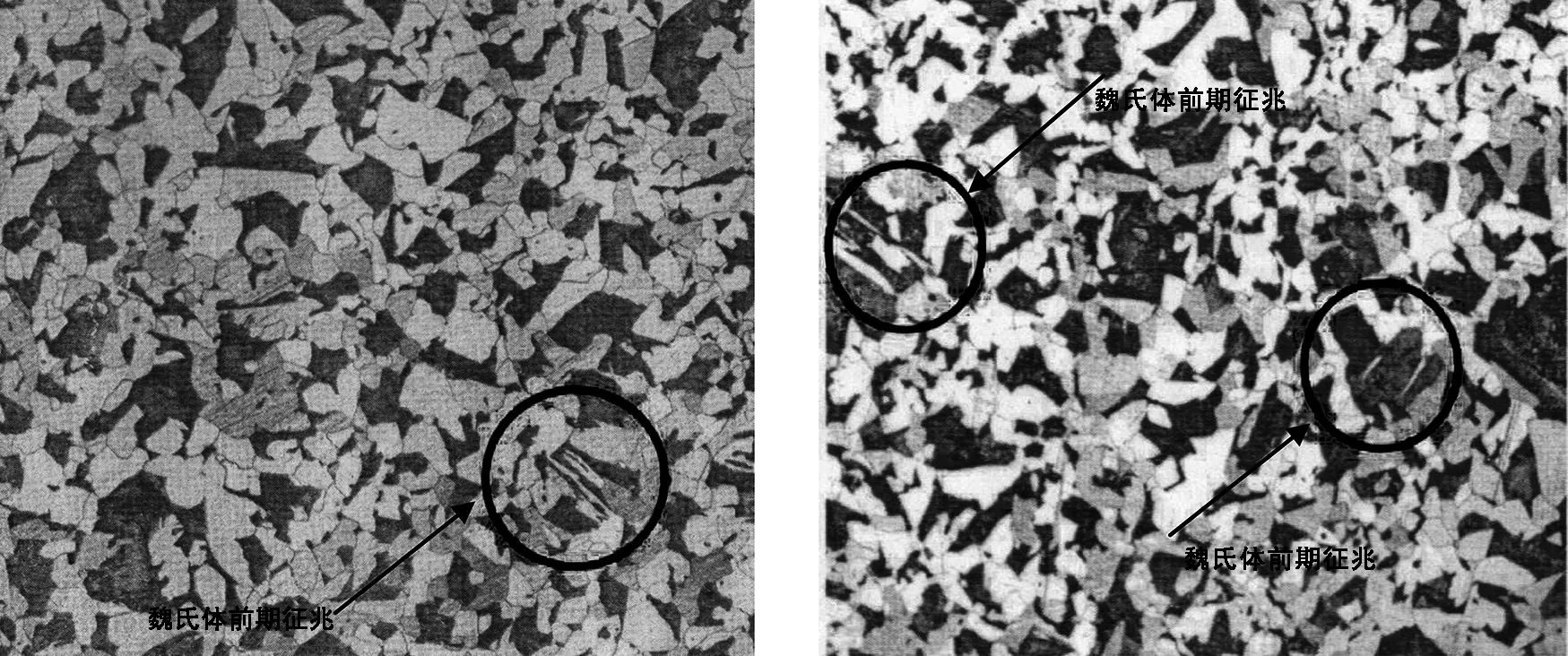
图2 金相组织照片Figure 2 Picture of metallographic structure
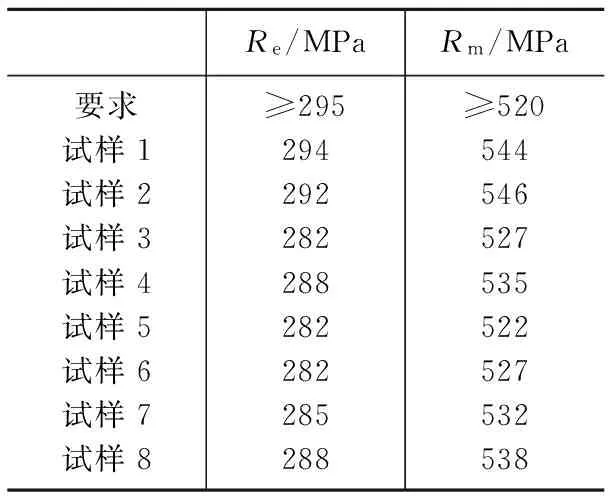
Re/MPaRm/MPa要求试样1试样2试样3试样4试样5试样6试样7试样8≥295294292282288282282285288≥520544546527535522527532538
6 结束语
热处理工艺参数调控余地小,只能从增加风机数量、加大水量等冷却方面着手。热处理工艺参数合理,因此它不是引起强度不合格的原因。选取的正火温度较合理,若再提高正火温度,会出现大量针状铁素体,将大幅度降低锻件性能。残样成品分析中,影响强度的C、Mn成分均偏低于内控范围,未达到目标值,且绝大数残样的碳当量低于内控碳当量下限,造成屈服强度不能达到验收值。在后序生产中,应优化炼钢工艺,避免化学成分出现偏低。热处理过程中,应严格执行工艺,做好过程控制,保证产品质量,提高生产效率。
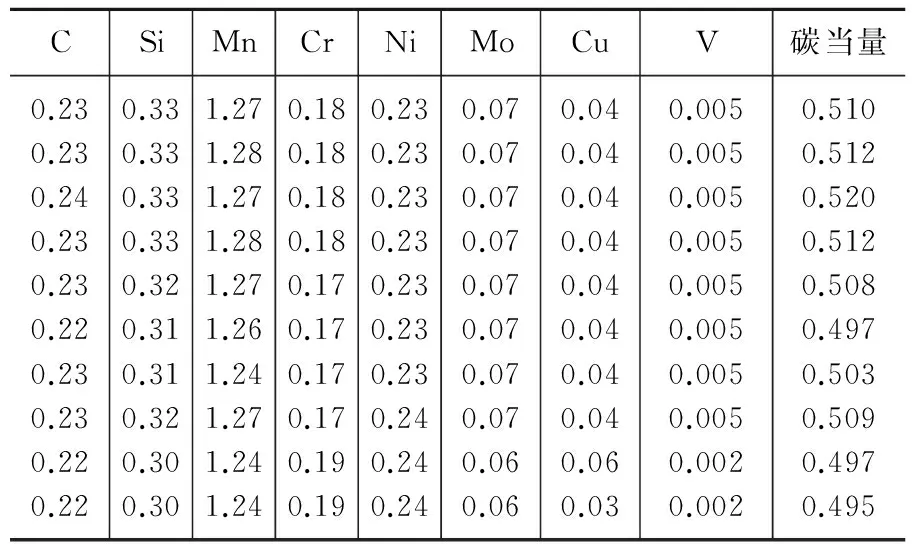
表3 化学成分分析(质量分数,%)Table 3 Analysis of chemical composition (Mass, %)
