基于三轴协调控制的贴片机运动系统设计*
2018-03-06陈方斯吴文轩周瑜陈立娴
陈方斯,吴文轩,周瑜,陈立娴
(厦门理工学院 电气工程与自动化学院,福建 厦门 361024)
随着现代工业的迅猛发展,对各种工业设备的自动化程度和控制精度的要求与日俱增,新型制造技术要求运动控制系统要灵活地适应多种自动化的解决方案[1]。但仅依靠操控单独的电动机,工作效率则远远不够,比如生产流水线中多种机械配合的运作、机器人运动的路径规划等。为此,研究与设计协调控制多机运动系统是很有现实意义的[2]。
贴片机是现代电子产业的核心设备,而现代工业对贴片机的精度和工作效率的要求越来越高[3]。本文以全自动贴片机的运动控制方式为研究背景提出一种基于三轴协调运动控制算法,并对比传统的单一控制算法与提出的三轴协调控制算法的工作效率。计算结果表明所提出的三轴协调控制算法满足全自动贴片机的生产要求。
1 全自动贴片机的工作原理
全自动贴片机作为集高速度与高精度要求于一身的机电设备,其需要利用到运动控制、图像识别等技术,并可由计算机上的人机交互界面对其进行操控[4]。在工业上通常将全自动贴片机的框架水平平移方向设定为X轴和Y轴,全自动贴片机贴片头的垂直移动设定为Z轴。当前世界上各大产商所生产的成品贴片机,主要分为以下两个结构:转塔式和框架式。转塔式结构的全自动贴片机是将印制电路板安置在框架上通过X和Y轴的协同运作来达成的,框架式结构的全自动贴片机是将贴片头安置在框架上在X和Y轴的协同运作来达成的。贴片机的工作流程如图1所示[5]。
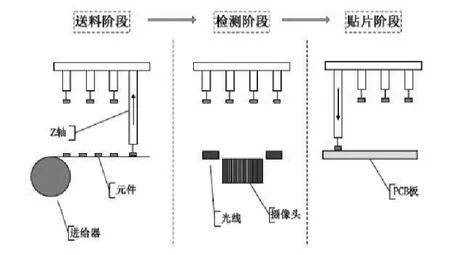
图1 全自动贴片机工作过程
2 全自动贴片机的运动结构设计
全自动贴片机设计目标参数如表1所示:

表1 全自动贴片机的设计目标
作为高水平的全自动贴片机,其X轴和Y轴的运动速度需达到2 m/s,Z轴的运动速度需达到0.5 m/s,并且总体的精度要达到±0.04 mm,故本运动控制系统设计中 X轴和Y轴将采用同步带传动。因为同步带传动属于柔性传动,运行中的一些松动等问题会导致定位的精度比校难确定,所以设计中使用双驱动同步带的传动方案。经过对电动机速度和电动机精度的考量,运动控制系统采用台达伺服电动机作为驱动,其最高分辨率可以达到0.001 mm,因此它满足设计的要求。
综上所述,设计出全自动贴片机运动控制系统结构如图2所示。
由图2可看出全自动贴片机要对X,Y,Z三轴进行运动控制:X轴由2台伺服电动机驱动一个同步轮实现贴片头在X轴上的移动;Y轴是H型的拱架式结构,也是利用2台伺服电动机来驱动同步轮实现贴片头在Y轴上的移动。Z轴是各使用4台伺服电动机来对贴片头的上下移动和旋转进行驱动。其中4台伺服电动机用于驱动全自动贴片头在Z轴上位移,另外4台伺服电动机用来调整全自动贴片头的旋转角度。
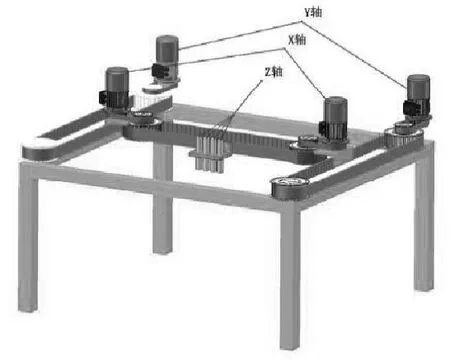
图2 全自动贴片机运动控制系统结构
3 全自动贴片机传统单一控制算法
全自动贴片机的传统运动贴片过程,首先让贴片头在X轴上运动到所需要到达的坐标点,到达后发出信号让贴片头在Y轴上运动到所需要到达的坐标点,接下来贴片头在Z轴上再通过垂直运动进行工作。这种工作形式X轴、Y轴、Z轴分别单一控制进行。
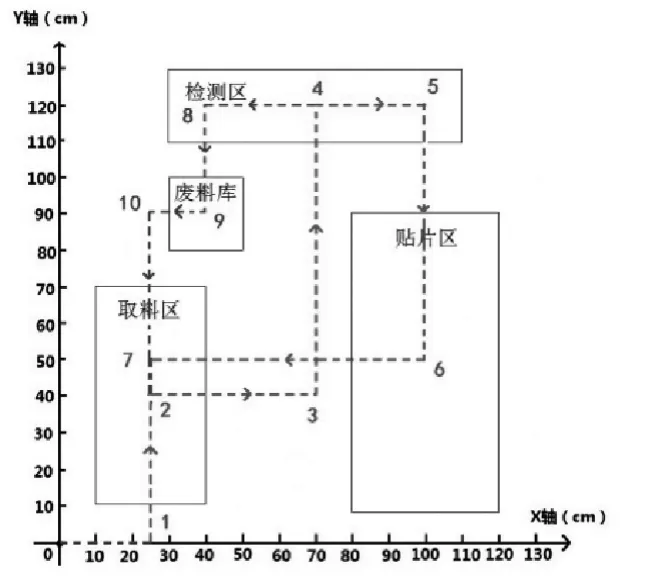
图3 X 轴、Y 轴直线运动轨迹
在运动路径平面建立平面直角坐标系,如图3中所示。O点是全自动贴片机的零点,是出发的位置。取料区,此处为取料位置,所有的待贴元件都在这边准备被贴片头提取。检测区为检测环节区域,若是检测元件出现不合格,将进入废料区进行投放,若是元件合格,将进入贴片区进行贴片环节。废料库,功能为若是元件检测出不合格,将会将元件放入废料库。贴片区为进行贴片的区域,该区域中放置PCB板,将贴片头所提取的元件依次在PCB板上进行贴片操作。
首先将全自动贴片机的水平运动控制单独进行分析,那么就是对其X轴与Y轴的运动进行分析。根据以上区域划分,并且由贴片机的运动步骤,可以得出贴片机运动轨迹如图 3所示。
(1)提取元件阶段。X轴从原点0处出发,经0-1 段、1-2 段到达提取元件区域,水平方向共运动65 cm,后Y轴重复该过程。由贴片机X轴Y轴设计目标可知,运动速度为2 m/s,则用时为0.65 s;到达之后Z轴垂直运作,4个贴片头分别运动10 cm 进行提取元件操作,共运行距离为80 cm,运动速度为1 m/s,则用时为0.8 s;所以整个取料阶段用时为t1=1.45 s。
(2)检测元件阶段。X轴从点2处出发,经2-3段、3-4 段到达检测元件区域,水平方向共运动125 cm,后Y轴重复该过程,则水平方向总用时为1.25 s;到达之后Z轴垂直运作,4个贴片头同时下降,运动2 cm 使贴片头到达距离检测摄像头3 cm处,检验完毕后再上升到原处,共运行距离为7 cm,运动速度为1 m/s,则用时为0.07 s;在检测阶段,图像处理的时间为0.1 s;所以整个检测阶段用时为t2=1.348 s。
(3)贴片阶段。X轴从点4处出发,经4-5段、5-6段到达贴片工作区域的PCB板上方,X轴水平方向共运动100 cm,后Y轴重复该过程,则用时1 s;到达之后Z轴垂直运作,假设贴片仅在PCB板同一位置,则4个贴片运动所花时间与提取元件阶段的Z轴运动时间相同,所用时间为0.8 s;所以在贴片阶段所用时间为t3=1.8 s。
(4)回到原点阶段。X轴从点6处出发,经过6-7段、7-1段、1-0段回到取料区的2处,后Y轴重复该过程,准备下一轮的工作,X轴Y轴水平运动距离为300 cm,则用时t4=1.5 s。
由上可得,若进行直线运动,一轮贴片的总用时为:

4 贴片机协调运动控制分析
如图4所示,X轴Y轴从原点0处出发,经0-1段到达取料区,X轴Y轴协调运作;在XY轴协调运作的同时,Z轴也进行协调运动,如图0-1段垂直方向下降;在Z轴接下来提取过程要求4个贴片头协调控制。如图1-2,2-3段,这个过程的运动步骤为:Z1轴向下移动提取元件,Z1轴拾取完元件往上移动,同时Z2轴向下移动拾取元件,Z3与Z4轴重复相同的运动步骤。X轴Y轴从点取料区处出发,X轴Y轴的水平方向检测区协调运作。Z轴需要在此过程中将4个贴片头同时下降,如图中3-4段所示,4个元件同时开始进行图像处理检测。X轴Y轴从点2处出发,经检测区到达贴片工作区域的PCB板上方,此时Z轴需要在这个过程中将4个贴片头同时上升,如图4-5段;到达之后Z轴垂直运作,假设贴片仅在PCB板同一位置,则4个贴片运动所花时间与提取元件阶段的Z轴运动时间相同,如图5-6、6-7段所示。X轴与Y轴从贴片区域回到原点0处,准备下一轮的工作,Z轴同时上升至原处,如图中7-0段所示。
(1)提取元件阶段。由上一章节分析,可得X轴Y轴协调运作,水平方向共运动47.17 cm,总耗时0.236 s;在XY轴协调运作的同时,Z轴也进行协调运动,如图0-1段垂直方向下降5 cm;在Z轴接下来提取过程要求4个贴片头协调控制。如图1-2,2-3段,这个过程的运动步骤为:Z1轴向下移动5 cm提取元件,Z1轴拾取完元件往上移动,同时Z2轴向下移动5 cm拾取元件,Z3与Z4轴重复相同的运动步骤,所以这拾取元件的几个步骤一共耗时0.25 s;则整个提取元件阶段用时为 t1=0.486 s。
(2)检测元件阶段。X轴Y轴从点取料区处出发,X轴Y轴的水平方向共运动91.79 cm;Z轴需要在此过程中将4个贴片头同时下降2 cm,如图中3-4段所示,在到达检测区域前,所以此过程共用时0.459 s;由于4个元件检测同时开始,图像处理时间耗时t4=0.1 s;所以在检测元件阶段总用时为 t2=0.559 s。
(3)贴片阶段。X轴Y轴从点2处出发,经检测区到达贴片工作区域的PCB板上方,X轴与Y轴水平方向共运动76.16 cm,此时Z轴需要在这个过程中将4个贴片头同时上升2 cm,如图4-5段,用时0.381 s;到达之后Z轴垂直运作,假设贴片仅在PCB板同一位置,则4个贴片运动所花时间与提取元件阶段的Z轴运动时间相同,如图5-6、6-7段所示,即0.25 s;所以整个贴片阶段总用时为 t3=0.631 s。
(4)回到原点阶段。X轴与Y轴从贴片区域回到原点0处,准备下一轮的工作,X轴Y轴水平运动距离为111.8 cm,Z轴同时从5 cm处上升至10 cm,如图中7-0 段所示,用时t4=0.559 s。
由上可得,若进行X轴Y轴Z轴插补运动,一轮贴片的总用时为:
T2 = t1 + t2 + t3 + t4 = 2.235 s
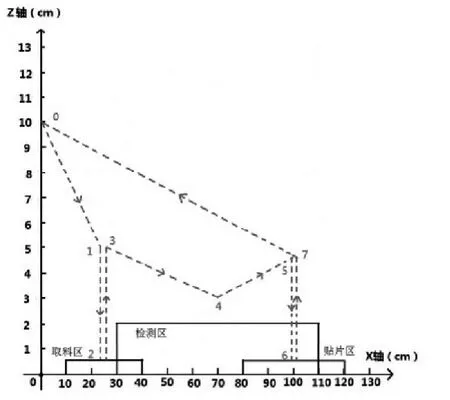
图4 贴片机X 轴、Y轴、Z 轴插补运动轨迹
5 传统单一控制与协调控制的时间对比
根据上述得出的计算结果,将各个时间段所用时间用标注代替,如下表5-1所示。为了可以很清晰地看出全自动贴片机进行1次贴片工作,采用传统单一控制运动所花的时间远远大协调控制运动所需要的时间,我们将用两种办法来直观体现,第1种是使用时间轴,从感官上直接看出协调控制运动一个周期的时间远远小于传统单一控制运动的一个轴时间。第2种是计算出在1 h中2种工作方式的效率值,用数据说明传统单一控制运动的工作效率远低于协调控制运动。
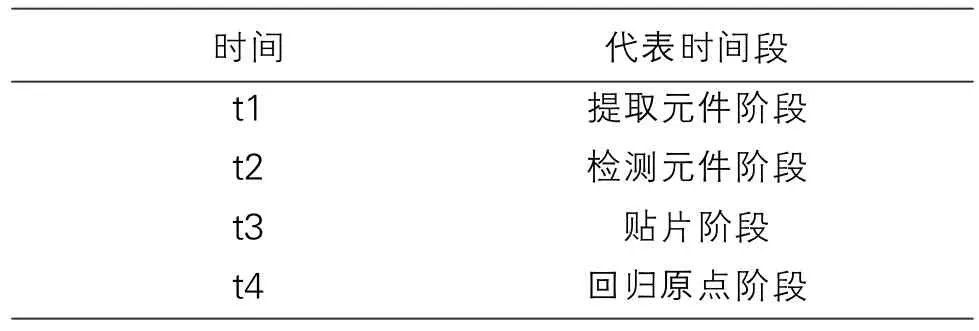
表2 参数说明
按照贴片机1 h的工作时间进行计算,若是采用传统单一控制运动的方式,则1 h的贴片数量为:

采用三轴协调控制运动的方式,则1 h的贴片数量为:

根据以上数据,可以得出表3:
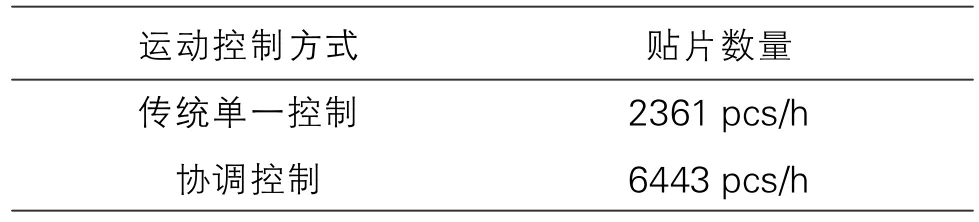
表3 贴片效率对比
根据上表可以明显看出采用协调控制贴片机的贴片效率比传统单一控制贴片机的贴片效率提高了2.73倍,贴片机的贴片效率大幅度提高。使贴片机达到高速度的要求。
6 总结
本文以全自动贴片机为背景,提出了一种三轴协调运动控制系统。经验证,该控制方式与传统控制方式相比,贴片机的工作效率提高了2.73倍,符合现代电子产业的需求。
[1] 石玗,樊丁.基于多轴运动控制卡的伺服控制系统研究[J],甘肃工业大学学报,2002(02): 5-8.
[2] 卢金铎.多轴运动控制系统人机界面设计与控制策略的研究[D].济南:山东大学,2006.
[3] 罗爱玲.贴片机的运动控制及贴装优化[D].成都:西南交通大学,2015.
[4] 项小东,白国振.基于运动控制卡的伺服控制系统开发研究[J],机电工程技术,2010(11):20-22.
[5] 钟智雄.基于T-S模糊模型的非线性互联大系统的鲁棒控制与滤波[D].哈尔滨:哈尔滨工业大学,2015.
