服务机器人的研制
2018-02-01王刘菲
王刘菲
北京电子科技职业学院 北京 100176
智能机器人作为现代社会的新产物,是以后的发展方向,它无须人为管理,可以按照预先设定的模式在一个特定的环境里自动的运作,可以完成预期所要达到的或是更高的目标。 服务行业的机器人目前发展迅速,在餐厅行业也得到了一定的应用。本文针对餐厅服务机器人进行研究论述。面向餐厅的需求,开展餐厅服务机器人的设计研究,研制餐厅服务机器人样机,进行实验验证,实现自动寻迹,进给及抓取功能。实现同时为多个桌子智能自动送物和收物。
餐饮服务机器人具备的功能主要有:巡线行走,RFID标签识别(能识别贴在指定位置或指定物品上的标签,并相应介绍该物品的情况以及指定位置展品情况等),手臂挥动(能单臂做出迎宾姿势和挥手动作),红外遥控(能通过遥控器来遥控机器人的前进、后退、停止、左转、右转、音乐播放、音乐停止等功能),平板遥控(除了能通过掌上平板电脑完成红外遥控功能外,还开发了点菜系统功能,能通过平板电脑点菜,然后传到厨房和前台),紧急避障(在机器人前进路线上出现人和物体后,机器人会紧急停止,并等障碍物消失后恢复继续行走,防止触碰到人和物体,机器人能感应到半米高度的物体,这样可以防止碰到玩耍的孩子),语音对话(能在安静的房间中与客人进行固定词条的语音交互功能)。
1 技术路线
研究的技术路线如图1所示。

图1
2 研究方法
2.1 机械外形的试制
根据参考资料以及自己的经验,应用三维设计软件进行设计。对于整个拉伸,需要有软件分析其成型过程,选取必要的板料、板材大小、设备成型压力及凸凹模的间隙;对于以上零部件的设计,都需要有力学的分析,得知它们是否能够承载设备的压力。通过以上分析,得出最合适的三维图纸。在生产制造方面,应用合适的加工设备进行加工,如加工中心、数控车床、线切割、激光切及普通传统设备。
2.2 小车电路连接
单片机作为小车的检测和控制核心;采用光电开关、声控传感器、光敏传感器、温度传感器、红外接收器等来检测和感应各种外界情况,从而把反馈到的信号送单片机,使单片机按照预定的工作模式控制小车在各区域按预定的速度行驶;智能小车既可以采用LED数码管来显示有关信息,也可以采用1602LCD实时显示小车行驶的距离。
3 设计思路与方案
本机器人结构主要包含四部分:车架、行走机构、起升机构、电路系统。
3.1 车架
车架包含底板和护罩。底板采用3 mm铝合金板制作,保证刚性。同时,表面均匀打孔Ф3.5,孔间距10×10,便于安装各部件,同时减轻车身重量。护罩采用2 mm铝合金钢板,罩住底板后部安装的电路系统,使整车更加美观。
3.2 行走机构
行走机构采用轮式结构,后轮驱动,前轮转向。2台电动机分别驱动左右后轮,通过调整电动机支座保证两轮的同轴度。前轮转向通过一个舵轮电机驱动连杆机构实现,舵轮电机直接安装在车架上,保证惰轮电机中心线与底板中心线重合。
根据现场操作情况,小车在行走过程中有两种转向方法可选用:一种是通过前轮转向;另一种可通过左右后轮的正反转实现转向。
3.3 起升机构
起升机构也采用惰轮电机驱动连杆机构实现。两根安装在底板上的立柱作为起升导轨,起升滑块通过直线轴承与立柱连接,实现上下滑动。抓取叉子直接安装在起升滑块上。此连杆机构的连杆之间的连接全部采用宽度为25的小合页连接。起升机构的行程为115 mm,抓取叉子的最低点为55 mm,最高点为170 mm。
3.4 电路系统
电路系统采用成熟的电路板,端口分别与2台舵机和2台电机连接。电池放在电池支架内,安装在车架后部。
为增加在爬坡过程中轮胎与地面的摩擦力,车架后部增加配重块。
4 工艺、成本分析
4.1 自制零件加工工艺路线

表1 小车需要自制件工艺路线

表1 (续)
4.2 工艺卡片
材料成本、制造加工成本分析。
4.2.1 自制件材料清单

表2
4.2.2 外购件及标准件清单

表3
4.2.3 成本分析
从自制件清单河和外购件标准件清单可以看出,小车所需材料及标准、外购件均为普通材料和零件,没有特殊材料等,采购成本比较合理。从小车需要自制件工艺路线可以看出,由于结构简单,自制件数量较少,且加工路线简单,故人工成本和制造加工成本也较低。
5 加工工艺及程序
智能小车的制造过程中采用了多种加工工艺,有冲压、折弯、铣削、车削、钻孔等,下面就几个重要部分零件的工艺进行分析。
5.1 转向杆
转向杆是小车底部调整车轮摆动角度的零件,通过转向杆的全方位转动,使智能小车能按照既定的轨迹路线行进,完成小车的任务。
5.1.1 转向杆外轮廓

图2
(1)工艺分析。材料为铝合金,它的塑性和韧性很好,有良好的冲裁成形性能。零件结构单一,包含了型腔及孔件加工,精度要求符合公差即可。毛坯为长方形零件,工艺方案为:先加工外形轮廓,再加工型腔,然后加工圆孔。
(2)刀路设置。应用UG软件对转向杆轮廓进行分析,用立铣刀进行铣削加工,采用分层切削加工,转向杆轮廓外形的刀路设置如图3所示。

图3
5.1.2 转向杆型腔
应用UG软件对转向杆型腔进行分析,用立铣刀进行铣削加工,采用分层切削加工,转向杆轮廓型腔的刀路设置如图4所示。

图4
5.2 前轮支架
前轮支架的是装配中比较重要的零件,起到上下连接的作用,其结构较复杂,加工工艺相对较难。
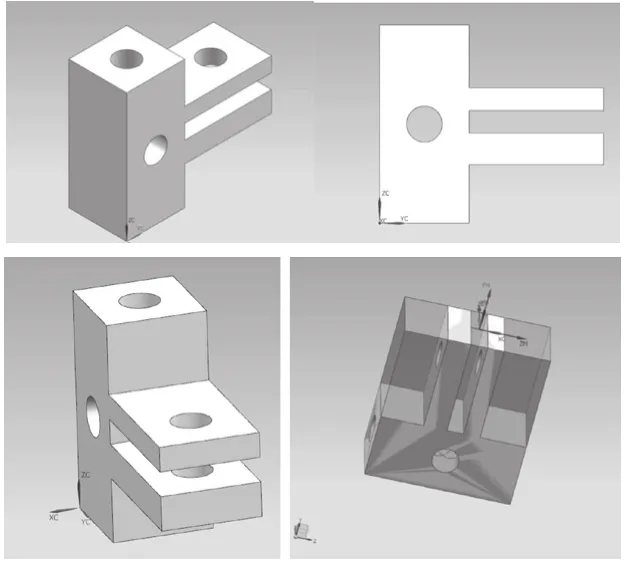
图5
(1)工艺分析。材料为铝合金,它的塑性和韧性很好,有良好的冲裁成形性能。零件结构较复杂,包含了形体加工及圆孔加工,精度要求符合公差即可。毛坯为方形零件,工艺方案为:先铣削两侧轮廓;再铣削中间部分;然后加工各个圆孔。
(2)刀路设置。应用UG软件对前轮支架进行分析,用立铣刀进行铣削加工,采用分层切削加工,前轮支架两侧边的刀路设置如图6所示。

图6
6 结语
智能机器人涉及多个学科的协同工作,不仅包括技术基础,甚至还包括心理学、伦理学等社会科学,由于现有的智能机器人的智能水平还不够高,因此在今后的发展中,努力提高各发面的技术及其综合应用,大力提高智能机器人的智能程度,提高智能机器人的自主性和适应性,是智能机器人发展的关键。
[1] 华成英,童诗白.模拟电子技术基础[M].第四版.高等教育出版社,2003.
[2] 元增民,张文希.单片机原理与应用基础[M].长沙:国防科技大学出版社,2006:1-30.
[3] 李朝青.单片机原理及接口技术[M].第3版.北京:航空航天大学出版社,2005:39-231.
[4] 成大先.机械设计手册:常用设计资料[M].第五版单行本.北京:化学工业出版社,2004.
[5] 谭民.机器人群体协调与控制的研究[C].国家863计划自动化领域发展战略研讨会文集,1999:62.
[6] 董士海.人机交互的进展及面临的挑战[J].计算机辅助设计与图形学学报,2004,16(1):1-13.
