节油片在汽车摇臂中的自动装配设备结构设计
2018-01-23
(四川信息职业技术学院,广元 628017)
0 引言
汽车摇臂是发动机内部的配气机构,负责打开关闭气门。它由多个零、部件构成,如图1所示的汽车摇臂部件图,要在摇臂体的摇臂孔内先压入节油片,再装入挺柱。通常该装配过程由人工完成,这样不仅浪费了大量的人力资源,装配速度还较慢,生产效率低其生产成本高。为解决此问题,设计出一种自动装配设备,在提高装配效率、节约人力资源的基础上,操作还十分便捷,适合大面积的推广使用。下面主要针对该装配设备中的节油片自动装配机进行介绍,使大家了解其主要结构及工作原理。
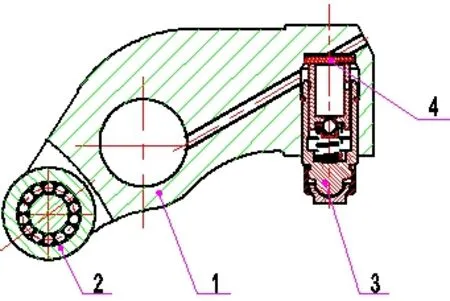
图1 摇臂部件图
1 汽车摇臂的装夹定位
汽车摇臂装配过程中,摇臂体的定位方式如图2所示。利用摇臂体孔B定位,并以底面D作辅助定位,使孔C开口向上,即可在孔C内压入节油片。
2 节油片自动装配机总体结构及工作原理
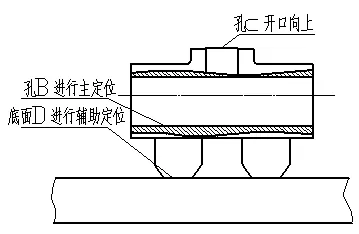
图2 汽车摇臂定位

图3 汽车摇臂装配设备总体结构
节油片自动装配机属于汽车摇臂装配设备中的重要组成部分。汽车摇臂装配设备总体结构如图3所示,共有4个工作位置。汽车摇臂在工位1进行安装、夹紧后,旋转到工位2压入节油片,再依次旋转到工位3、工位4装入挺柱。
节油片自动装配机即为工位2的工作设备,其总体结构及下部分回转工作台如图4所示。当节油片自动装配机未工作时,升降气缸9的伸缩杆收回,托板11未升起,与回转台7的上表面接触。此时回转电机2旋转,经过传动齿轮副3减速后,通过回转轴1带动回转台7旋转,即可将托板11及托板上的汽车摇臂旋转到节油片装配工位2。
当节油片自动装配机工作时,回转电机2停止运转,升降气缸9的伸缩杆伸出,托板11带动汽车摇臂升起到达装配高度。在装置14气缸的带动下,真空吸盘13下降吸取节油片后回到原位。节油片移动装置将真空吸盘13及吸取的节油片向右推动到达汽车摇臂C孔正上方位置,利用节油片吸取及压入装置14将节油片压入。
节油片装配完成,升降气缸9的伸缩杆收回,汽车摇臂即可随回转台旋转到下一工位进行其他装配工作。

图4 节油片自动装配机总体结构
3 节油片自动装配机主要装置结构
3.1 节油片推板机构
由图4所示节油片自动装配机总体结构可看出,节油片存储器在真空吸盘左方,需要使用如图5所示的推板机构,一次将两片节油片推送到真空吸盘正下方。该推板机构固定在工作台上,推板4在气缸5的带动下,即可将存储器中落下的节油片4推出。定位板1于推板4配合,达到节油片准确定位的目的。
3.2 节油片吸取及压入装置
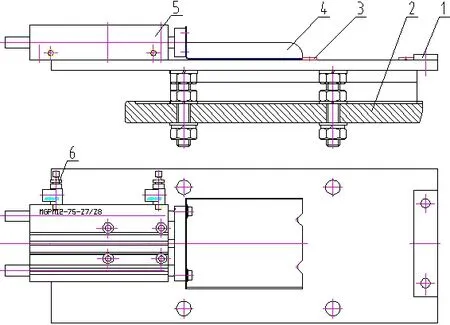
图5 节油片推板机构
节油片吸取及压入装置的主要结构如图6左视图所示,主要用于吸取推板推出的节油片和在摇臂C孔上方将节油片压入。该装置固定在升降气缸支撑板5上,依靠升降气缸9的伸缩带动真空吸盘支架及真空吸盘进行上下移动;为保证吸盘的移动路线保持垂直,在气缸和吸盘支架之间连接了直线导轨和配套的滑块。
装置依靠真空发生器和真空吸盘13进行节油片的吸放。节油片压入汽车摇臂的方向是固定的,有槽口的方向必须向下。为此,需要配置真空度反馈元件真空开关,若节油片吸取方向反了,真空吸盘有漏气现象,真空度达不到设定值,真空开关给控制器PLC发送输入信号,停止该装置的下步工作,避免节油片装反。
当节油片压入汽车摇臂中时,为了保证节油片压入摇臂中的位置深度,使用位移检测器14对节油片的压入深度进行检测。另外,从图6左视图可看出,该装置共有两个吸盘,可一次性对两个节油片进行装配。
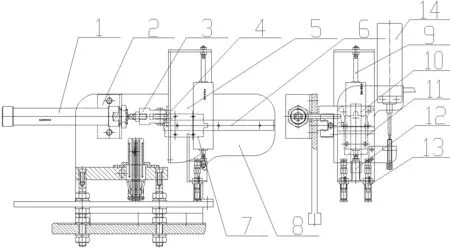
图6 节油片吸取、移动及压入机构
3.3 节油片移动装置
节油片吸取及压入装置的主要结构如图6主视图所示,主要用于真空吸盘吸取节油片后,将真空吸盘向右推送到摇臂C孔正上方。移动气缸1通过移动气缸安装板2进行固定。当移动气缸1的推杆推出时,通过连接器3将推板4向右推出。升降气缸支撑板5由于与推板4采用螺钉连接在一起,也随之向右移动,从而带动整个节油片吸取及压入装置向右移动,使吸取的节油片到达C孔正上方位置。同时,为保证移动路线水平,在总体支撑板8和升降气缸支撑板5之间安装了直线导轨和配套的滑块。
4 节油片自动装配机工作流程
1)将节油片逐一放入节油片存储器,并用压块将存储器固定在节油片自动装配机中。
2)打开节油片存储器,节油片落下,推板机构将其推到吸取位置。
3)节油片吸取及压入装置中的真空吸盘下移,吸取节油片后上升回原位。
4)节油片移动装置将真空吸盘向右推送到达摇臂C孔正上方。
5)节油片吸取及压入装置中的真空吸盘下移,将节油片压入摇臂中。整个过程中位移检测器检测吸盘的向下位移量,保证压入深度的准确性。
6)真空吸盘放气,将节油片放下。气缸带动吸盘向上缩回,等待下一次动作。
5 结束语
整个装配机采用PLC进行工作过程控制,设备已交付用户使用,经过验证,其性能已达到自动装配要求,并得到用户的一致好评。现图纸经完善,投入了小批量的生产。
[1]机械设计手册编委会.机械设计手册[M].机械工业出版社,2004.
[2]夏令伟.汽车发动机电控技术[M].同济大学出版社,2010.
[3]朱明武.测试信号处理与分析[M].北京航天航空大学出版社,2006.
