鲜茧前处理工艺对缫丝及生丝性能的影响
2018-01-18,
,
(浙江理工大学先进纺织材料与制备技术教育部重点实验室,杭州 310018)
近年来,由于原料成本、能耗和劳动力成本的提高,缫丝生产企业的生存和发展受到严峻考验,缫丝工艺急需改进。随着技术进步,鲜茧冰冻技术在鲜茧前处理中得到逐步应用[1-2]。目前鲜茧缫丝常采用一步缫丝法[3],省去了烘茧煮茧工序,生产成本大大降低,但也因此造成了生丝清洁成绩差、织造时断头较多、易起毛等问题。产生这些问题的主要原因是不同的前处理方式对丝素、丝胶的结构性能产生影响,从而改变了生丝的性能。
丝素是蚕丝的主要组成部分,占茧层质量的70%左右,丝素蛋白以β-结构为基础,一般不溶于水[4]。丝胶约占茧层质量的25%,其分子构象以无规则卷曲为主,并含有一定的β-结构[5]。有研究表明,在不同前处理方式作用下丝胶会受到不同的湿热影响,部分无规卷曲能向β-结构转化,产生不同程度的变性,改变生丝的性能[6]。为提高鲜茧生丝的性能,本文将探讨不同前处理方式对丝素、丝胶以及丝胶稳定性的影响,从而为制定合适的鲜茧缫丝工艺提供参考。
1 实 验
1.1 材料与仪器
原料:采用江苏同一庄口收集到的晚秋茧(干茧和鲜茧)为原料茧。
试剂:柔软剂HC、综合助剂EKL-200,均由湖州浙丝二厂提供。
仪器:立缫机(浙江米赛丝绸有限公司),煮茧机(浙江米赛丝绸有限公司),真空渗透机(浙江米赛丝绸有限公司),HH-6数显电子恒温水浴锅(常州国华电器有限公司),JCM-6000台式扫描电子显微镜(日本电子有限公司),Y371型抱合力机(国营常州纺织仪器厂),XL-2纱线强伸度仪(上海新纤仪器有限公司),Y172型纤维切片器(国营常州纺织仪器厂),X′TRA X射线多晶粉末衍射仪(瑞士ARL公司),SCY-Ⅲ型声速取向测量仪(东华大学材料学院)。
1.2 实验方法
为了研究鲜茧前处理方式对生丝性能的影响,本文选择热风烘干、冰冻两种方法处理鲜茧,采用干茧煮茧、鲜茧不煮茧、鲜茧煮茧3种前处理工艺,然后上立缲机缫丝;采用柔软助剂HC和综合助剂EKL-200对以上3种生丝进行织造前处理,待自然晾干后进行生丝的性能测试。分析不同湿热作用下丝素、丝胶的形态结构变化以及经过浸泡处理后丝胶的稳定程度。
生丝性能测试主要包括生丝表面形貌观测、抱合性能测试、结晶度测试、取向度测试、力学性能测试。
1.3 生丝制备工艺
a)干茧生丝的制备:干茧→剥选茧→真空渗透→煮茧→缫丝→烘干。
b)鲜茧不煮茧生丝的制备:冰冻鲜茧→自然解冻→剥选茧→真空渗透→缫丝→烘干。
c)鲜茧煮茧生丝的制备:冰冻鲜茧→自然解冻→剥选茧→真空渗透→煮茧→缫丝→烘干。
具体的工艺参数:
真空渗透:水温40 ℃,真空度98 kPa,每次30 s,渗透3次。
煮茧:参照工厂常规的煮茧工艺,煮茧时间为(15±5)min,具体参数见表1。

表1 煮茧工序各阶段参数
缫丝:索绪汤温100 ℃,理绪汤温40 ℃,转速170 r/min,丝鞘长度10 cm,生丝纤度35 dtex(30/33) D,12粒茧。
烘干:单丝红外烘干,温度45~50 ℃。
d)生丝浸泡工艺见表2。

表2 生丝浸泡工艺
1.4 生丝性能测试
1.4.1 生丝抱合性能的测试
采用Y371型抱合力机,对3种不同工艺下缫制出的生丝样品分别测试抱合力10次,记录半数以上丝条出现6 mm及以上开裂时的摩擦次数,并计算出平均抱合力。
1.4.2 生丝结晶度测试
用切片器将3种类型生丝切成粉末状,采用X′TRA型X射线多晶粉末衍射仪进行测试,设定管电压40 kV,管电流40 mA,扫描速度2°/min,扫描范围5°~50°,得出XRD曲线图。
1.4.3 生丝取向度测试
采用SCY-Ⅲ型声速取向测量仪,测试前将仪器预热5 min,在每种生丝样品中随机选取5段丝,按照操作规程进行测试。待测试完成后记录相应的生丝fs值。
1.4.4 生丝拉伸性能的测试
采用XL-2型纱线强伸度仪测试生丝的断裂强度、断裂伸长率以及初始模量。参数设定为:夹持距离500 mm,拉伸速度500 mm/min,预加张力1.0 cN。测试前需要将样品置于恒温恒湿间(温度(20±2.0)℃、相对湿度(65.0±4.0)%)平衡12 h以上。对3种不同工艺下缫制出的生丝样品分别测试50次,计算出平均值。
2 结果与讨论
2.1 生丝表面形貌分析
图1为使用JCM-6000台式扫描电子显微镜所拍摄出来的3种生丝的表面形貌图(放大倍数500倍)。

图1 生丝纤维的SEM纵向形态
从图1中可以看出,3种生丝表面都含有不同程度的沟槽,丝素排列整齐、抱合紧密度不一。其中干茧生丝表面较为规整,沟槽纹路清晰,丝胶抱合良好;鲜茧不煮茧生丝表面沟槽不明显,茧丝抱合紧密;鲜茧煮茧生丝表面不平整,茧丝间间隙较大,抱合均匀性有所下降。这是因为:鲜茧经烘干处理后进行缫丝,测得生丝含胶率为26.34%,丝胶发生较大变性、均匀膨化,在丝绡作用下,丝胶在生丝周围均匀抱合,形成稳定的生丝结构;鲜茧直接缫丝,测得生丝含胶率为26.91%,丝胶变性较小、结构松散,膨润性好,在生丝外围能够形成更均匀的抱合;鲜茧直接煮茧,生丝含胶率为26.01%,丝胶过于膨化、部分溶解,煮茧时丝胶局部变性,导致缫丝工艺中生丝抱合均匀性有所下降。
2.2 生丝抱合性能分析
图2为浸泡前后干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝抱合性能的测试结果。
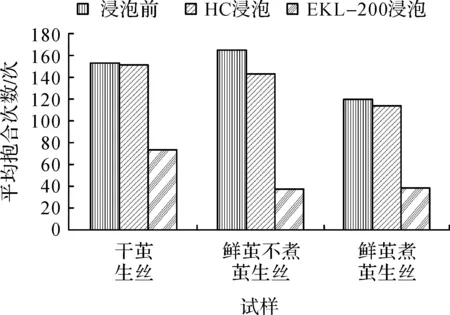
图2 3种类型生丝的抱合性能
从图2中可看出,3种生丝的平均抱合次数分别为:干茧生丝153次,鲜茧不煮茧生丝165次,鲜茧煮茧生丝120次,均已超过100次,达到5A级以上生丝[7]的抱合要求。这说明3种生丝的抱合性能均良好,其中,鲜茧不煮茧生丝最佳,其次是干茧生丝,鲜茧煮茧生丝略低。经过柔软助剂HC浸泡后,干茧生丝的抱合次数比浸泡前降低了1.3%,鲜茧不煮茧生丝降低了13.3%,鲜茧煮茧生丝降低了5.0%;经过综合助剂EKL-200浸泡后,干茧生丝的抱合次数降低了52.3%,鲜茧不煮茧生丝降低了77.6%,鲜茧煮茧生丝降低了68.3%。
生丝抱合性能的优劣主要取决于茧丝之间相互胶着面积的大小及黏合的紧密程度[8-9]。从3种生丝的纵向形态图(图1)可以看出,3种生丝的单丝间相互胶着在一起,抱合良好。其中,鲜茧不煮茧生丝茧丝间胶着面积最大,单丝间抱合最紧密;其次是干茧生丝,表面规整,丝胶分布均匀,抱合良好;鲜茧煮茧生丝茧丝间间隙较大,抱合均匀性有所降低。
经过HC浸泡后,各生丝的抱合力均小幅降低;经过EKL-200浸泡后,抱合力均大幅下降。其中鲜茧不煮茧生丝的抱合力下降幅度最大。这主要是因为丝胶内部的分子结合力被渗透进来的浸泡助剂破坏,部分丝胶被溶解,抱合力就随着茧丝间黏着力的减小而下降。对于干茧生丝,由于采用的是经热风烘干的蚕茧,烘干过程中温度为90~100 ℃,时间5.0~6.5 h[10],高温作用下丝胶变性程度高,浸泡后抱合稳定性较好,下降幅度最小。对于鲜茧不煮茧生丝,由于缫丝前没有烘干、煮茧过程,丝胶没有变性,稳定性差,在浸泡助剂作用下,丝胶容易膨化溶解,因而抱合力下降最明显。对于鲜茧煮茧生丝,因鲜茧经煮茧工艺后丝胶发生少量变性,稳定性有一定的提高,因此在浸泡后其抱合力下降幅度低于鲜茧不煮茧生丝。
综上所述,煮茧工艺能够在一定程度上提高生丝的抱合稳定性,可以期望通过调整煮茧工艺,增加丝胶变性程度,提高丝胶稳定性,以达到改善鲜茧生丝抱合稳定性的目的。
2.3 生丝结晶度分析
图3为干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝的X射线衍射曲线图。
由图3可见,干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝的XRD曲线形状类似,衍射强度有所区别。借助表3丝素的主要衍射特征峰位置[11]进行分析,3种生丝均在2θ为9.7°、20.3°、25.2°、28.9°附近有不同强度的衍射峰出现,其中20.3°附近衍射峰强度最高,它属于SilkⅡ型结晶结构。由此可以得出结论:3种生丝均以SilkⅡ型的晶体结构为主,且在结构上无明显差异,因此可以说明热风烘干、冰冻、煮茧3种工艺对蚕丝的结构没有大的改变,其影响主要发生在无定形区,对丝素影响较小。
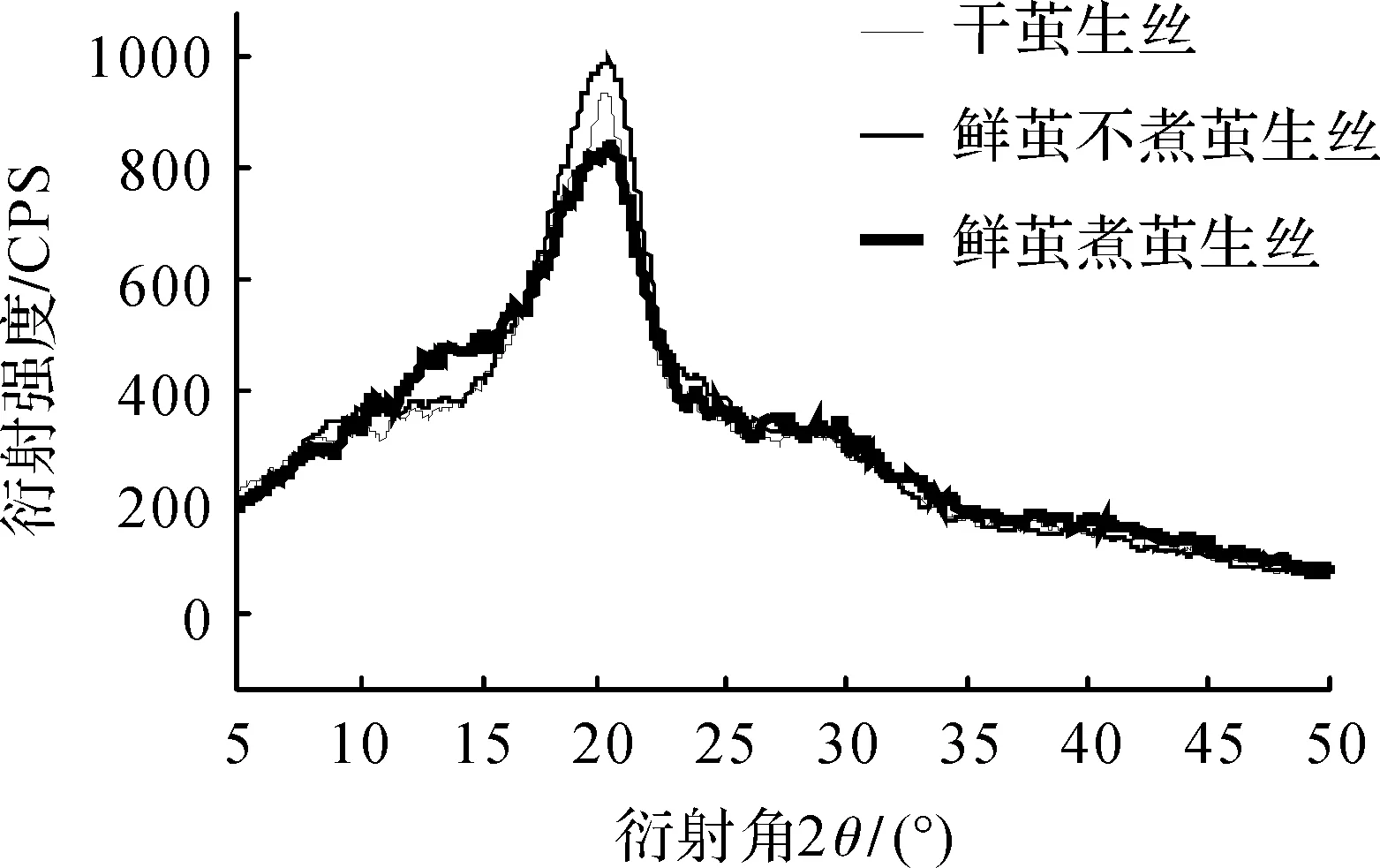
图3 3种生丝的X射线衍射曲线

SilkⅠ2θ/(°)强度SilkⅡ2θ/(°)强度12.2中强9.1中强19.7强18.9中强24.7中等20.7很强28.2中等
2.4 生丝取向性能分析
图4为浸泡前后干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝取向度的测试结果。
从图4中可以看出,浸泡前后,各生丝的取向度均在0.88~0.92之间,差别不大。纤维的取向度取决于纤维的分子结构与大分子的结晶度[12],而对于丝纤维,其取向度主要由丝素的性能决定。因此可以说明鲜茧前处理方式及织造前浸泡工艺对生丝丝素结构几乎没有影响。
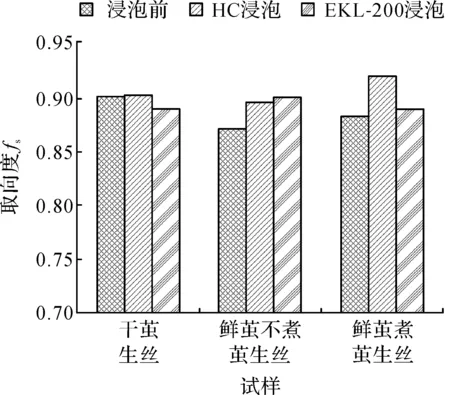
图4 3种类型生丝的取向度
2.5 生丝力学性能分析
表4为浸泡前后干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝力学性能的测定结果。

表4 各类型生丝的力学性能
由表4可知,3种生丝的断裂强度均超过3.5 cN/dtex,说明3种生丝的力学性能良好,能满足基本的织造要求。生丝拉伸断裂能力主要与丝素结构及排列状态有关,从生丝结晶度和取向度的分析中可以知道不同前处理工艺对丝素影响不大,因此3种生丝的断裂强度相差不大。
比较各生丝的初始模量,可以发现干茧生丝和鲜茧不煮茧生丝的初始模量均高于鲜茧煮茧生丝;经过浸泡工艺后,各生丝的初始模量均有所降低。初始模量的大小与生丝含胶量、浸泡工艺有关。干茧生丝和鲜茧不煮茧生丝含胶率高,初始模量较高;而鲜茧煮茧生丝的丝胶在煮茧过程中部分溶解,生丝含胶率降低,因此其初始模量较低。经过浸泡工艺后,由于浸泡助剂具有柔软作用,导致生丝的初始模量降低。
3 结 论
a)干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝的平均抱合次数均已超过100次,说明抱合性能均良好。其中鲜茧不煮茧生丝最佳,其次是干茧生丝,鲜茧煮茧生丝略低。经过HC浸泡后,抱合力均有所降低;经过EKL-200浸泡后,抱合力均大幅下降。其中鲜茧生丝丝胶稳定性较差,其抱合力下降幅度较大;鲜茧经过煮茧工艺,在一定程度上能够提高生丝的抱合稳定性。这说明煮茧工艺能够在一定程度上提高生丝的抱合稳定性,可以期望通过调整煮茧工艺,增加丝胶变性程度,提高丝胶稳定性,达到改善鲜茧生丝抱合稳定性的目的。
b)干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝的结晶度曲线形状类似,取向度相差不大,说明热风烘干、冰冻、煮茧工艺对丝素几乎没有影响。
c)干茧生丝、鲜茧不煮茧生丝、鲜茧煮茧生丝的断裂强度均超过3.5 cN/dtex,说明各生丝的力学性能良好,能满足基本的织造要求。
[1] 张辉,陈芳艳,黄自然,等.干冰杀蛹及冻茧煮茧工艺的初步探究[J].广东蚕业,2011,45(3):31-34.
[2] 展义臻,赵雪.微波技术在纺织品染整加工中的应用[J].
印染助剂,2009,26(7):6-10.
[3] 白燕川,刘辉芬,邹方清,等.桑蚕鲜茧一步缫丝的方法:CN1446950[P].2003-10-08.
[4] 李玲玲.丝素蛋白的制备及表征[J].重庆工贸职业技术学院学报,2012(1):48-50.
[5] 陈华,朱良均,闵思佳,等.蚕丝丝胶蛋白的结构、性能及利用[J].功能高分子学报,2001,14(3):344-348.
[6] 李明忠.蚕茧干燥过程中丝胶结构和性质的变化[J].纺织学报,2002,23(1):43-45.
[7] 陈文兴,傅雅琴,江文斌.蚕丝加工工程[M].北京:中国纺织出版社,2013:206-211.
[8] 龚求娣.浅谈工艺条件对生丝抱合和强伸力的影响[J].丝绸,2006(9):27-30.
[9] 黄继伟,于媛媛,封宝山,等.提高鲜茧缫生丝抱合成绩的探讨[J].丝绸,2014,10(51):12-15.
[10] 乔铁军,王仑,张秀琍,等.干茧丝与鲜茧丝抱合指标的差异性实验与分析[J].丝绸,2009(10):32-33.
[11] 陈艳雄,陈敏,朱谱新,等.丝素蛋白的研究和应用进展[J].纺织科技进展,2007(2):13-18.
[12] 胡凤霞,张健,盛家镛.新型蚕丝材料的纤维取向结构[J].纺织学报,2005,26(1):33-35.
