游标卡尺的修理
2018-01-16高建平
高建平
摘要:游标卡尺经过长时间使用,会因为正常磨损和人员因素出现故障。本文就这些常见故障进行了细致的总结,并结合作者的实际修理经验对游标卡尺的故障具体阐述了修理方法,使其符合规程的要求,保证了游标卡尺在使用中检测数据的准确可靠。
关键词:游标卡尺;测量面;修理方法
中图分类号:TH711 文献标识码:A 文章编号:1006-4311(2017)30-0142-02
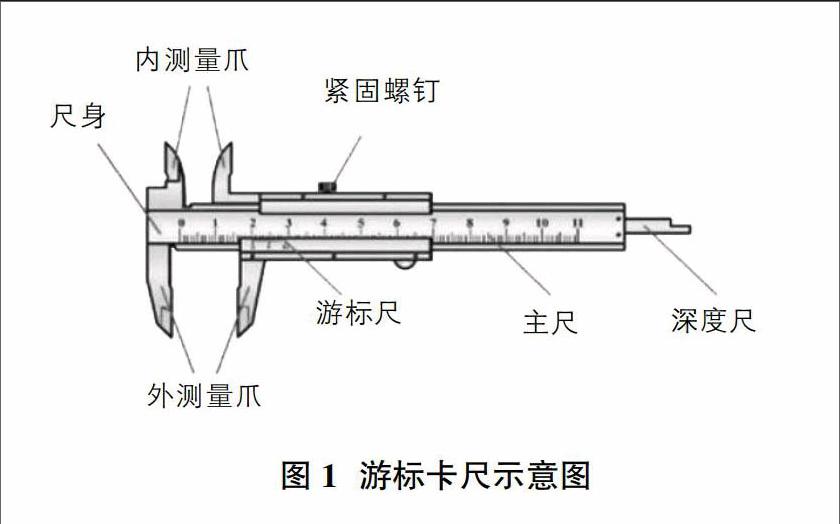
随着工业生产的发展,机械制造业使用最多的计量器具之一就是游标卡尺(见图1)。游标卡尺可用于测量长度、宽度、内孔以及深度尺寸,用途广泛,使用方便简单。由于游标卡尺频繁地测量导致卡尺磨损较快或者人为磕碰摔坏,产生误差,影响卡尺精度。绝大部份卡尺需经过修理才能达到规程要求,本文作者根据自己从事该项工作的经验,谈谈游标卡尺的修理方法。
①外观修理:当卡尺有油污和锈蚀时先用航空汽油清洗干净,退磁并用油石或金刚锉去掉毛刺、大的划痕和碰伤。根据锈蚀情况用浸过煤油的砂纸打磨,打磨纹路与加工纹路一致,刻线面应尽量少打磨。
②游标卡尺尺框移动不平稳,不灵活,尺框与尺身之间有明显晃动,测深尺有窜动。一般有以下几个原因造成:
主尺弯曲变形:用专用调直工具,也可用木锤在虎钳上调直。
主尺基面平直度与另一面的平行度不好:可在研磨平板上先研磨主尺基面,然后以主尺基面为基准研磨另一面的平行度,如果主尺基面磨损严重可先在磨床上磨削,最后在研磨平板上精研磨。
尺框与尺身之间配合间隙大;对于死游标的可以改成活游标或在游框内粘片,活游标的可以用磨床或手工将游标固定面磨掉一些,缩小尺框与尺身之间的配合间隙。
弹簧片的弹力作用不好:重新调整弹簧片,将弹簧片弯曲成一点弧度,形成多点接触,或更换厚一些的弹簧片。
测深尺的平直度与安装位置影响配合:测深尺的平直度不好可以在平板上进行调直,测深尺的安装位置不好可以根据测身尺尺槽的方向,向相反方向调整即可。
刀口形内量爪的摩擦或磨损间隙:由于刀口形内量爪尺寸比较短,挤压时将扁轴夹持在卡尺外量爪的根部,再将两挤压臂轴分别压在两个内量爪的背面處,稍用力挤压。但应注意刀口量爪应与主尺基面垂直,两量爪重合时在两量爪不摩擦的情况下应尽量减小间隙,刀口内量爪的工作面的厚度不应超出0.3-0.4mm。
游标卡尺上的测深尺窜动:可以在安装测深尺弯钩处的上方0.5mm左右处,用扁冲子平行于测深尺槽的方向将小槽冲击窄一些,如果窜动现象严重也可以将深尺的弯钩处焊厚一些。
③游标卡尺外测量爪两测量面间隙超差的修理;游标卡尺外测量爪两测量面间隙超差首先要分析超差的原因,如果主尺基面磨损应先将主尺基面研磨好,两测量面间隙大时先用挤压工具调整间隙,然后用研磨器进行研磨:卡尺测量面中间凸起,就要用直径较小的研磨器进行研磨凸起部分,研磨过程中经常观察卡尺测量面的缝隙,当中间凸起部分已不明显,然后换用直径中等的研磨器从卡尺里端至外端研磨,直至符合要求。卡尺测量面中间凹,则用直径较大的研磨器进行研磨,研磨过程中要注意掌握好研磨器尽量不要将测量面磨偏,如果磨偏了,可以在平板上只研磨测量面,也可用研磨器偏方向用力朝偏斜相反方向研磨,直至符合要求。
④游标卡尺零值误差的修理;游标卡尺平面度误差修理好以后,接着解决零值误差的问题,把游标卡尺两测量面合并上,拧紧紧固螺钉,然后观察卡尺活动游标尺和尺身上的刻线是否对齐,如果不对齐的话,如游标尺刻线在尺身刻线左侧,就要松开游标尺用小锤敲击游标尺左侧使游标尺刻线与尺身刻线对齐,拧紧游标尺。如在右侧就按相反的方向敲击,直至刻线对齐。当测量面磨损严重或已经过多次修磨,游标尺和尺身刻线不可能对齐的情况下,就需要在游标框上调整基孔位置,在游标框上打孔,攻丝,打好中心孔,装好游标,使刻线对齐。如果游标尺为固定游标尺的话出现零值不准,可将其更换为活动游标尺。也可采用敲击的方式将测量爪产生正向的研磨余量,形成永久变形后进行研磨,使零值误差合格。
⑤游标卡尺圆弧内量爪尺寸和平行度超差的修理;圆弧尺寸偏大时可用油石打磨,两量爪的半径最高点要在同一母线上。圆弧尺寸偏小,尺寸相差较多时可用补片法保证,圆弧内量爪的平行度的修理可采用内孔研磨器研磨。
⑥游标卡尺示值误差超差时的修理:
测量面与主尺基面不垂直用挤压工具调整,也可以用铜锤锤击主尺量爪,如硬度较高的游标卡尺可用局部退火后再进行调整的方法修理。
游标刻线与主尺刻线倾斜时可以调整活游标,使游标刻线与主尺刻线平行,死游标的可以修理游框基面。
主尺刻线面弯曲变形出现凹形时使刻线主尺直线间的距离缩短,所产生的示值误差为正,与此相反所产生的示值误差为负,修理方法可用调直工具进行调直,也可以用锤击法进行调直修理。
游框基面磨损,活游标的可以用铣床将游框基面铣平,死游标的用锉或专用小刮刀将游框基面锉平或刮成凹形。
由于示值误差综合反映卡尺各部分的误差,因此在其它各部分修理合格后,示值误差一般来说也会符合规程所规定的通用技术要求。只有把卡尺各部分修理好,才能保证其正常使用,才能更好地服务于生产企业,为产品质量提供坚实的后盾。endprint
