天然气管道焊接技术分析
2018-01-16张向阳
张向阳
(西安西北石油管道有限公司,陕西西安 710018)
0 引言
在天然气管道焊接技术中,有必要开展管道工程专业焊接技术的研究,努力提升焊接技术水平。可以说,这是整个工程得以自始至终、全面高效率施工的关键所在。比较通用的集中焊接方法包括:焊条电弧向下立焊、全自动气体保护向下立焊技术以及半自动自保护焊等。研究焊条电弧向下立焊、半自动自保护焊这2种工艺,讨论管道焊接材料在直径508 mm、壁厚10.3 mm的管道焊接中的应用。
1 天然气管道常用焊接技术
1.1 向下立焊
向下立焊是从管道顶部引弧,然后按照从上到下的顺序进行焊接,非常适合流水作业,有3个特点。
(1)焊接速度快。这主要是因为,采用焊条铁液的浓度相对要低一些、不淌渣,一般会比由下向上施焊的效率提高整整一倍。
(2)质量很好。一般来说,纤维的素焊条焊接在根部位置,往往能够成形饱满,电弧吹力足够大,能够均匀穿透,最终足够美观,焊接之后抗风能力极强,这样的特点也就决定了这种工艺被利用于野外天然气管道敷设时会十分方便。
(3)节省焊接耗材。事实证明,焊条的消耗量能够大降低20%~30%。
1.2 半自动保护焊
半自动保护焊主要是利用药粉燃烧和分解后产生的气体来对焊接区和电弧进行保护,焊丝中会加入稳弧剂,具备4个主要特点。
(1)更好的焊接质量。采用半自动焊能够有效降低处在焊接缝之中的含氧量。此外,一般半自动焊的方式热输入高,但是焊缝冷却速度却慢得多,这对于氢的溢出以及对冷裂纹的减少和预防,具有很好效果[2]。
(2)较高的效率。通常情况下,采用药芯焊丝能够实现连续焊接,整个的熔敷量比较大并减少了手工焊接的麻烦,同时提升了焊接速度。最终焊接结束后,能够实现焊渣较薄且脱渣时相对简单,缩短了脱渣环节所耗费的时间。
(3)耗费的成本较低。半自动焊接的设备往往具备很好的通用性,能够实现半自动焊,当然对于手弧焊以及其他的焊接方法也很有效,整个药芯在使用时效率很高,焊接的坡口相对更小,缩减了对于填充金属的使用量,提升了焊接速度,大大压缩了以往所需的成本。
(4)全位置成形好。具备很好的环境适应能力,学习简单。另外,整个工艺焊接过程当中,不需要额外加入保护气体,仅仅借助自身焊接过程当中的化学反应就能够实现脱氧、去氢及去氮的作用,大大提升了焊接处的抗风效果,能够很好满足野外作业的需要[3]。
2 天然气管道焊接工艺
2.1 焊接设备的选择
通常会使用DC-400焊机进行半自动自保护焊,选择ZX70-400B直流焊机作为焊条电弧焊接设备。
2.2 焊接参数
通常情况下,焊接的参数如表1所示。
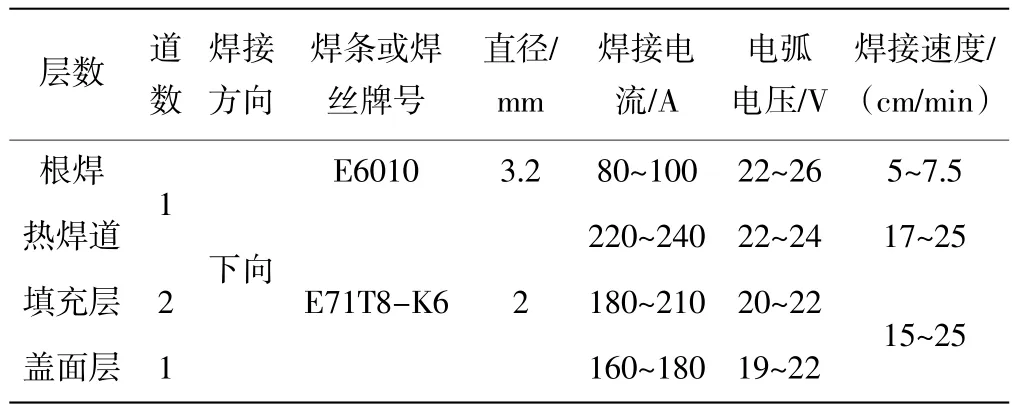
表1 焊接参数表
2.3 焊前预热
焊前预热主要是为了避免天然气管道根部出现冷裂纹的情况,可以说整个管道焊接施工的余热温度范围,应当综合照顾到母材的强度和整个的组织性能的特定变化规律,以及整个管道的直径和壁厚,还应当考虑材料当中的含氢量。由于多层焊一般会在钢管壁厚度较大的管道上使用,所以,需要考虑焊接道层之间的温度,并尽量减缓缝区温度的下降。一般来说,层间的温度大致贴近预热的温度,应当避免出现近缝区的温度过高,还应当注意避免出现一些冷裂纹。在焊接时,预热温度保持在(100~150)℃。预热完成后立即进行焊接作业。在预热后如果关口位置出现污染问题,则应当在清除掉污染后再次进行预热流程,此外,还应当维持曾建焊接温度并大致维持在(100~150)℃[4]。
2.4 坡口制备以及焊接
(1)坡口制备以及焊接前的准备工作。这是焊接前需要进行的一个关键步骤,主要划分为坡口的角度、间隙等几大要素。①首先需要使用钢丝将坡口以及内侧表面≥25 mm范围内的污垢、杂质清理干净,使金属光泽露出;②组队前要先修磨坡口,确保坡口的钝边和角度可以达到焊接要求;③焊接作业前,要将钢管的2段15 mm以内的螺旋焊缝使用砂轮机打磨成缓坡,保证焊道熔合效果可以达到预期要求;④要根据焊接工艺要求确定装配尺寸。图1为管对接坡口。
(2)采用手工向下立焊的方法进行打底焊作业。盖面层和填充层使用向下立焊自我保护焊接的方法进行作业。使用管材直径保持在580mm左右。施工时安排两名焊工开展作业,以免出现焊接变形的情况[5]。
至于根焊,则建议借助焊条电弧向下立焊的方法,焊条适宜选用E6010高纤维素钠型药皮向下立焊条。此处可确保吹力更大的电弧,单面焊双面成形,较少出现熔渣,比较容易清除,而且焊波能够美观成形,速度也比较快。所选用的熔敷金属力学性能,能够确保不会出现太多的气孔,并具备很好的抗裂性,是一种管线现场环缝全位置向下立焊接的专属使用焊条,焊接上大多采用直流反接。进行焊接的时候尽量由2个焊工一起操作。
在完成根焊后,应当在热态下迅速实施半自动自保护焊热焊道,此间需要注意不进行横向摆动。此外,在进行焊接的时候还应当尽量做到避免焊丝过长,确保中间层以及盖面层不会出现横向摆动,为稳定熔化坡口的侧面边缘位置,应当确保摆动的幅度能够>坡口的宽度,当然也要留意焊接的频率问题,焊接方向如图2所示。
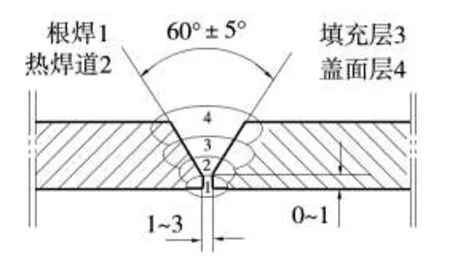
图1 管对接坡口
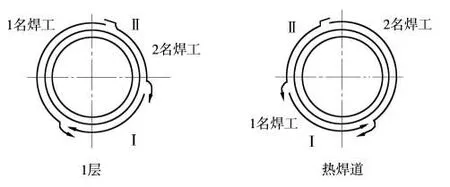
图2 根焊和热道焊焊接方向
3 向下立焊焊接缺陷及预防措施
3.1 气孔
在进行焊接时,经常会出现气孔,影响焊接质量。一般来说出现气孔主要是由于盖面焊接过程中,熔池的温度过高,导致焊接时吸附了大量的空气。同时也会由于暴动幅度过大导致溶池保护不到位。为了防止出现这一情况,在进行盖面焊接时,焊接电流要略低于中间层,并采用短弧焊的焊接方法进行施工。施工时要提高焊接速度,防止表面有气孔出现。云跳速度要减缓,使熔池中的气体可以充分溢出。进行焊接时,不能让熔池超前,应及时清理坡口,尤其是避免出现油污或漆。对焊材进行防潮处理,需及时烘干,备用,避免长期暴露在外,造成后期使用不方便,如果遇到了风雨交加的恶劣天气,则应当加大保护措施,减少气体进入熔池的机会。
3.2 夹渣
在焊接过程中,要做好焊渣清理工作,并对焊接流程进行规范,安排专人进行清渣和打磨,保证焊道清洁。及时将接头点磨平,并形成U形槽,此外,在焊接过程中要根据实际情况合理选择电焊条,避免出现W形槽。
4 结束语
在天然气管道的焊接过程中,会出现各种各样的问题,因此,需要掌握良好的焊接工艺,使用合适的焊接设备,并按操作规程施工,才能改变管道焊接技术现状,更好地为天然气管道敷设服务。
[1]刘维洋.压力管道焊接热影响区裂纹扩展研究[D].成都:西南石油大学,2017.
[2]王进.X80高强钢组织及焊接工艺研究[D].成都:西南石油大学,2014
[3]胡忠文,陈斐.长输天然气管道激光—电弧复合焊接工艺[J].油气田地面工程,2014(12):103-104.
[4]孔德军,马永超.石油天然气管道的焊接工艺概述及其发展分析[J].中国石油和化工标准与质量,2013(14):229.
[5]王永强,谢黎明.压力管道焊接质量控制方法研究[J].机电信息,2012(6):170-171.