超大型油船泵舱透平总段安装工艺
2017-12-29岑国英张福会
岑国英, 王 磊, 张福会
(上海外高桥造船有限公司, 上海 200137)
超大型油船泵舱透平总段安装工艺
岑国英, 王 磊, 张福会
(上海外高桥造船有限公司, 上海 200137)
为了解决超大型油船压载泵、货油泵透平对中安装作业问题,在深入实际调查研究的基础上,提出总段安装的工艺方法,即将透平对中安装作业阶段由船坞阶段提前至总段阶段实施,利用合拢管设计制造系统制作合拢管,辅之于全过程的控制手段以确保安装精度。经实船安装检验,证明此方法可降低劳动强度,优化作业环境,提升安全系数,缩短船舶建造周期。
透平;总段;安装;合拢管;VLCC
0 引 言
长期以来,超大型油船的压载泵、货油泵透平的安装与对中作业按原有的工艺方法通常安排在船坞或码头进行,存在安装周期长、作业环境差、工作效率低等诸多弊端,亟待优化完善。在长期深入现场调研和持续跟踪的基础上,提出将压载泵、货油泵透平的安装与对中作业阶段提前到总段阶段实施的方案,并为此制定符合公司生产实际的工艺方法。经过实船的施工检验,证实此方案切实可行,对缩短船坞周期十分有效。以上海外高桥造船有限公司建造的某超大型油船为例,采用此方法可节省约18天工期,节省工时约200 h。
1 方案介绍
本文重点研究如何将压载泵、货油泵及其透平的对中作业安排在泵舱总段相对独立的空间内来实施,即总段对中安装蒸汽透平装置和压载泵、货油泵组,搭载后在船坞内测量和制作泵组的进、出口合拢管并实施安装。考虑到在总段上实施对中安装作业,存在着船体搭载变形及下水以后泵组对中发生偏移的可能性。
1.1 工况介绍
以上海外高桥造船有限公司建造的某超大型油船为例,泵舱位于机舱与No.1货油舱之间,自内底至主甲板区间,压载泵、货油泵均安装于泵舱内底板上,蒸汽透平装置安装于机舱四甲板上,泵舱内底为103分段,内底之上的四甲板为161和171左右2个分段,3个分段总组后成为10B总段,如图1所示。
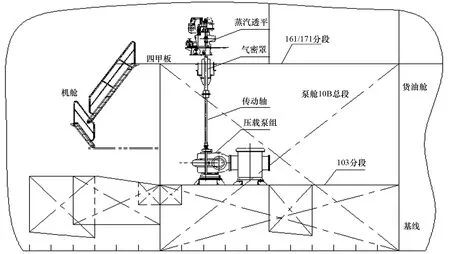
图1 蒸汽透平、传动轴及压载泵的位置示意图
蒸汽透平驱动轴与传动轴连接,通过传动轴连接压载泵、货油泵的输入轴,完成蒸汽动力通过透平转换后向压载泵、货油泵的传递。调整驱动轴、传动轴及传动轴与输入轴之间联轴节法兰的偏移和曲折,使之符合规定要求。
透平总段安装工艺由泵舱底层单元内场组装、单元分段吊装、船体分段总组、透平初步定位、对中和安装、货油泵压载泵初步定位、对中和安装、检查复核、合拢管的测量制作及安装等多道工序组合而成。
1.2 设计方案
(1) 将泵舱底层(位于103分段)设计成区域性单元,单元包括压载泵、货油泵等设备和基座、管子、阀件、附件、格栅、平台、梯子等所有舾装件,进行整体设计建模出图,在内场整体制作。制作时应先划出肋位线和纵骨线,定位压载泵、货油泵等设备基座,定位管子支架、格栅等,然后依次安装压载泵、货油泵、滤器、管子、阀件、附件、直梯、平台和花钢板等。
(2) 因压载泵和货油泵的自重较重,故在单元制作完成后,将5台泵拆下单独吊装。其他部分拆成两半按顺序分别吊装到103分段上,并按照图纸尺寸初步定位,如图2~图4所示。
(3) 在161,171甲板分段反态时预先安装管子、电缆托架等舾装件,待预舾装完成后翻身吊装161,171分段至103分段上并校正水平,组成10B总段。
(4) 在10B总段上吊装蒸汽透平装置的基座及气密罩,并按照尺寸初步定位,再按工艺要求定位和对中货油泵透平和压载泵透平(见图5),拂磨垫片(见图6),完成透平安装。
(5) 按照工艺要求对中安装泵舱内的货油泵及压载泵并加以固定。
(6) 将10B总段完整性下坞搭载(见图7),在10B总段搭载定位后,复核对中情况并及时修正偏差。
(7) 按照货油泵组和压载泵组的实际位置,利用合拢管设计和制造系统测量和制作泵进出口的合拢管。
(8) 在船坞阶段将合拢管安装到位,检验安装结果,符合要求后向船舶所有人提交报验。
(9) 如有需要可在船舶出坞后,松开联轴节复核对中情况。
(10) 工艺流程图如图8所示。

图2 内场制作泵舱单元

图3 泵舱单元在运输途中

图4 安装在103分段上的泵舱单元

图5 透平对中

图6 垫片拂磨

图7 泵舱总段搭载

图8 工艺流程图
2 过程控制
泵舱透平安装与对中提前到总段阶段实施,需要在纳期、精度、重量、合拢管制作等几个方面分别加以控制,以满足工艺规范和船舶建造进度的要求。
2.1 纳期控制
泵舱透平提前到总段阶段对中安装,必须确保有足够的时间和物量来完成。因此,货油泵、压载泵等单元设备的订货必须提前。泵舱单元制作时间应该与103,161,171分段的制作计划相匹配,透平对中安装的时间应该与10B总段总组和搭载的计划相衔接;合拢管的测量制作应该与10B总段搭载的计划相衔接,这些计划节点的安排应该由生产管理部门统筹协调来解决。
2.2 精度控制
确保安装精度的方法:一方面必须加强泵舱总段搭载后环缝焊接变形的控制,设计反变形的数值和焊接顺序力争使焊接变形对泵组安装对中的影响降到最低;另一方面需要合理布置吊马,以减少吊装变形。由于货油泵和压载泵都是根据四甲板上透平的位置来对中定位的,而甲板水平度的变化对透平的位置变化影响很大,为此我们对10B总段搭载前后透平所在位置的四甲板水平度进行仔细测量,如图9所示。
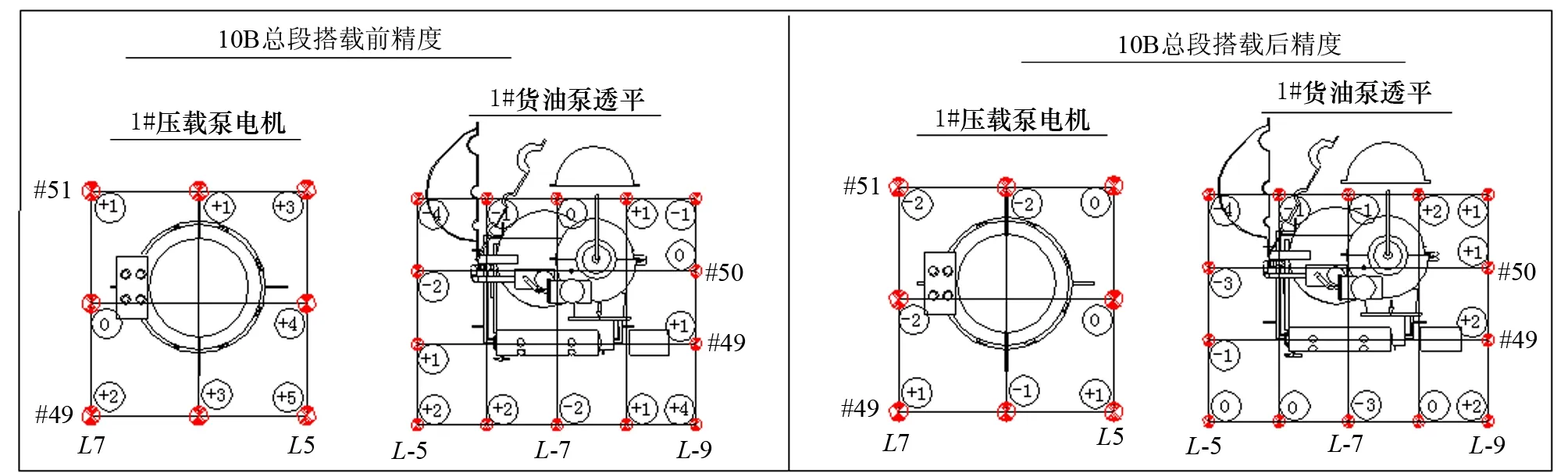
图9 10B总段搭载前后甲板水平度精度对照
由图9可知,最大变形值达到了4 mm,超出了允许变形范围,因此为控制吊装变形,对原吊马位置进行重新布置。
图10为改进后的搭载吊马布置图,在保证吊装安全的前提下,吊马被布置在远离透平所在的位置,这样做可以最大限度地减少吊装对甲板水平度的影响,从而降低吊装对泵组对中作业的影响。经过实船的几次检测,确保甲板变形值在控制范围之内。
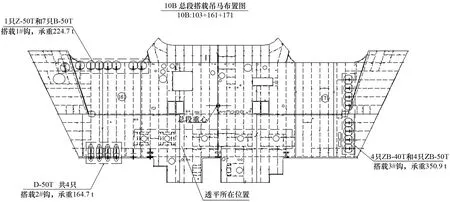
图10 改进后的吊马布置图
2.3 重量控制
鉴于2#船坞800 t龙门吊的最大起吊重量为740 t,为确保安全,必须将整个总段重量控制在740 t以内。以某超大型油船为例,整个10B总段重量约为746 t,已超出最大起吊重量,其中货油泵透平真空冷凝器及空气冷凝喷射泵的重量约为16 t。考虑到这2个设备对对中的影响不大,且后续安装的工作量也不大,因此将这2个设备安排在10B总段下坞后再进行吊装,这样经过调整后10B总段重量控制在约730 t左右,满足龙门吊的吊装要求。
2.4 合拢管制作控制
货油泵、压载泵定位安装完成后,还需制作泵的进出口合拢管如图11所示。按原先工艺需在现场取样,利用角钢和法兰组成“管子模拟件”(见图12),再拿到内场拼装焊接,经过表面处理后上船安装。运用这种传统方法,耗时费力,工作强度大且浪费材料。为改变现状,决定采用上海外高桥造船有限公司自主研发的合拢管设计制造系统来制作合拢管。该系统由合拢管测量仪、测量处理和生产管理软件、数控再现机等3个部分组成,通过测量→计算→再现等3个工作流程,完成合拢管的测量和制作。

图11 货油泵合拢管

图12 管子模拟件
合拢管测量仪携带方便,可以很精确地测量出合拢管两端的空间坐标并自动生成数据(如图13所示)。通过测量处理和生产管理软件处理数据,生成管子制作小票和材料清单,施工人员据此在内场制作合拢管,并利用数控再现机校管成形,经焊接、打磨、密性试验、检验、表面处理后直接上船安装如图14所示。

图13 测量仪测量合拢管数据

图14 数控再现机制作合拢管
使用该设备可以减少角钢、焊条以及砂轮片等材料的损耗,节约动力能源,缩短合拢管的制作周期,减轻劳动强度,节省人力,提高管子的制作精度,杜绝明火作业,提升作业现场的安全性。
3 结 论
通过透平对中作业阶段前移、优化施工环境,提高安全系数和工作效率,同时充分利用平台吊车的起重能力;提高总段预舾装的完整性;减少船坞的作业量,缩短了坞期进而缩短了造船周期。本工艺的实施除了有助于改善作业环境外,还能够降低施工成本,同时使用合拢管测量设备,降低了工人的劳动强度。以我公司建造的某超大型油船为例,采用此方法可节省约18天时间,节省工时约200 h。
超大型油船泵舱透平总段安装新工艺的顺利实施,为公司降本增效作出了贡献,同时也给其他舾装作业的前移起了举一反三的作用。
InstallationTechnologyofBlockofPumpTurbineinVLCC
CEN Guoying, WANG Lei, ZHANG Fuhui
(Shanghai Waigaoqiao Shipbuilding Co., Ltd., Shanghai 200137, China)
In order to solve the installation problem of ballast pump turbine and cargo oil pump turbine of VLCC, the installation method in block stage is put forward based on the actual investigation and research. The installation and alignment of turbine is advanced from docking stage to block stage and the closure pipes are made by closure pipe system. The precision control method is adopted in the whole process to ensure the installation accuracy. After the installation inspection of real ships, it is proved that the labor intensity can be reduced, the working environment is improved, the safety factor is enhanced, and the construction cycle is shorten.
turbine; block; installation; closure pipe; VLCC
岑国英(1959-),男,工程师,研究方向为船舶预舾装工法设计
1000-3878(2017)06-0043-05
U671
A
