不同引纱方法对云纹纱成纱外观及质量的影响
2017-12-26徐伯俊刘新金王广斌生态纺织教育部重点实验室江南大学江苏无锡222浙江金三发集团有限公司浙江湖州3300江苏苏丝丝绸股份有限公司江苏宿迁223700新疆天山毛纺织股份有限公司新疆乌鲁木齐83005
高 娜, 李 强,2, 徐伯俊, 刘新金,3, 王广斌(. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 222; 2. 浙江金三发集团有限公司, 浙江 湖州 3300;3. 江苏苏丝丝绸股份有限公司, 江苏 宿迁 223700; . 新疆天山毛纺织股份有限公司, 新疆 乌鲁木齐 83005)
不同引纱方法对云纹纱成纱外观及质量的影响
高 娜1, 李 强1,2, 徐伯俊1, 刘新金1,3, 王广斌4
(1. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122; 2. 浙江金三发集团有限公司, 浙江 湖州 313100;3. 江苏苏丝丝绸股份有限公司, 江苏 宿迁 223700; 4. 新疆天山毛纺织股份有限公司, 新疆 乌鲁木齐 830054)
为改善云纹纱外观及提高其成纱质量,探究了3种不同引纱方法对云纹纱成纱外观及质量的影响。在牵伸细纱机上分别纺制29.2、14.6、9.7、7.3和5.8 tex的云纹纱,对每种线密度的云纹纱,保证其他工艺参数一致,通过改变饰纱的喂入方式纺制而得,即饰纱分别从细纱机后罗拉、中后罗拉、中前罗拉喂入。通过观察成纱外观,并对其强伸性能、条干、毛羽指标进行测试和对比分析。结果表明:不同的引纱方法会产生不同的成纱外观,较其他2种方式,饰纱从中后罗拉喂入时,所纺成的云纹纱成纱3 mm内有益毛羽较多,3 mm以上有害毛羽较少,强力及成纱品质指数均高于其他2种方式,成纱质量较优,且成纱包缠结构较为紧密,立体感更强。
云纹纱; 断裂强力; 毛羽; 条干
云纹纱的纺制是在综合赛络纺与赛络菲尔纺纺纱方法的基础上,开创出的一种新方法。该方法是以无色或浅色粗纱为基纱,颜色明显区别于基纱的有色细纱为饰纱,基于赛络纺的形式同时将基纱与饰纱一并喂入细纱机,进而纺制出外观断断续续的饰纱纤维包缠附着、色彩斑斓的云纹纱[1]。对于云纹纱,不同的饰纱引纱方法会形成不同的成纱机制,影响成纱外观与质量,所以对饰纱引纱方式的分析尤为重要[2]。
本文通过采用不同的引纱方法进行纺纱,利用数码显微系统VHX-5000观察了云纹纱成纱外观,并对其强伸性能、条干、毛羽指标进行测试,探讨了不同引纱方法对云纹纱成纱质量的影响,不仅为云纹纱纺纱质量的提高提供了技术支持,优化了云纹纱的纺纱方式,可以为云纹纱的后续研究提供重要的参考。
1 试验部分
1.1 细纱机改装
为探究不同引纱方法即饰纱的牵伸形式对云纹纱成纱质量及外观的影响,且尽可能使饰纱纤维更好地附着在基纱主体上,本文试验在装有网格圈式集聚纺装置的四罗拉三区牵伸TH558型细纱机上进行,纺纱原理示意图如图1所示。由于饰纱为细纱,饰纱较细强力不高时,若张力不稳定或过大,饰纱易被拉断,故为保证饰纱在退绕时张力稳定一致,纺纱过程中加装张力控制装置3,置于粗纱上导纱杆4上;为使饰纱纤维更好地附着在基纱主体上,在前罗拉与中前罗拉之间加装纱线集棉器12;由于饰纱纤维染色后的整齐度和光洁度遭到破坏,且染色纤维之间不光洁,相互缠绕,使它们在通过任何一个纺纱部件时都易被拉弯或拉弯基纱纤维,造成毛羽增加,因此,试验前区和中区均选用SX2-6833B型大前冲上销[3],为须条增加一个大且连续的胶圈摩擦力界,同时也进一步缩小纤维的浮游区,使纤维变速点稳定、前移[4],不会被胶辊或罗拉黏连,尽可能减少毛羽的产生。在粗纱架上相应地增加1倍细纱吊钩。无色或浅色粗纱1(基纱)经由粗纱上导纱杆4、下导纱杆5与经由张力控制装置3的有色细纱2(饰纱)在适当的工艺下由双孔喇叭口6喂入细纱机后罗拉,分别经由后区、双胶圈牵伸的中区和前区进入由异形管和网格圈组成的集聚区,在气流负压的作用下,被吸附到网格圈上,实现须条与断裂饰纱纤维的集聚,之后沿着气流导向槽输送到输出胶辊14的后侧[5],前罗拉11通过过桥齿轮13带动输出罗拉15,使集聚后的纱条在输出罗拉15与输出胶辊14的握持下输出,经加捻卷绕形成云纹纱16。

注:1—基纱(无色或浅色粗纱); 2—饰纱(有色细纱); 3—张力控制装置; 4—粗纱上导纱杆; 5—粗纱下导纱杆; 6— 双孔喇叭口; 7—后罗拉; 8—后胶辊; 9—中后罗拉; 10—中前罗拉; 11—前罗拉; 12—纱线集棉器; 13—过桥齿轮; 14—输出胶辊; 15—输出罗拉; 16—云纹纱。图1 云纹纱纺纱原理图Fig.1 Principle diagram of cloud yarn
1.2 方案设计
根据云纹纱成纱原理分析得知,有3种不同的引纱方法,如图2所示。
为探究不同引纱方法对云纹纱外观及质量的影响,设计试验方案,对3种不同成纱工艺分别为:在细纱机后罗拉处安装双孔喇叭口,无色或浅色粗纱同有色细纱一并由后罗拉喂入,即饰纱经过三区牵伸;在细纱机后罗拉与中后罗拉处分别安装单眼角尺喇叭口,无色或浅色粗纱同有色细纱分别由细纱机后罗拉与中后罗拉喂入,即饰纱经过二区牵伸;在细纱机后罗拉与中前罗拉处分别安装单眼角尺喇叭口,无色或浅色粗纱同有色细纱分别由细纱机后罗拉与中前罗拉喂入,即饰纱经过一区牵伸。在3种不同纺纱工艺下分别纺制29.2、14.6、9.7、7.3和5.8 tex的云纹纱,利用数码显微系统VHX-5000观察分析其成纱外观,并对其强伸性能、条干、毛羽指标进行测试。

注:1—后罗拉; 2—本色棉粗纱(基纱); 3—玫红色棉细纱(饰纱); 4—中后罗拉; 5—中前罗拉; 6—前罗拉; 7—云纹纱成纱。图2 不同的引纱方法Fig.2 Different drawing methods.(a) Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller; (c)Decorative yarn feeding from medium-front roller
1.3 试验原料
为保证顺利牵伸及成纱质量,饰纱纤维与基纱纤维主体长度应相近,又因对云纹纱的研究仍处于初级阶段,故本文试验以棉为研究对象,基纱为本色精梳棉粗纱,定量为5.0 g/10 m,捻系数为100;饰纱为玫红色精梳棉细纱,线密度为14.6 tex,捻系数为300。按照试验方案在3种不同纺纱工艺下纺制不同线密度的云纹纱。
1.4 纺纱工艺参数
在装有网格圈式集聚纺装置的四罗拉三区牵伸TH558型细纱机上进行,在3种不同的纺纱工艺下分别纺制29.2、14.6、9.7、7.3和5.8 tex云纹纱。具体纺纱工艺[6]为:编号1对应图2(a)成纱模型,即饰纱从细纱机后罗拉喂入;编号2对应图2(b)成纱模型,即饰纱从细纱机中后罗拉喂入;编号3对应图2(c)成纱模型,即饰纱从细纱机中前罗拉喂入。3种模型中,基纱均由细纱机后罗拉喂入。其他主要纺纱工艺参数如表1所示。经多次试验,相同工艺下纺得的云纹纱比普通纱质量偏高1.2%~1.4%,即饰纱对成纱的线密度基本不影响,主要起到增加色彩的作用,故本试验中,该纺纱工艺参数对3种饰纱不同的喂入方式同样适用。
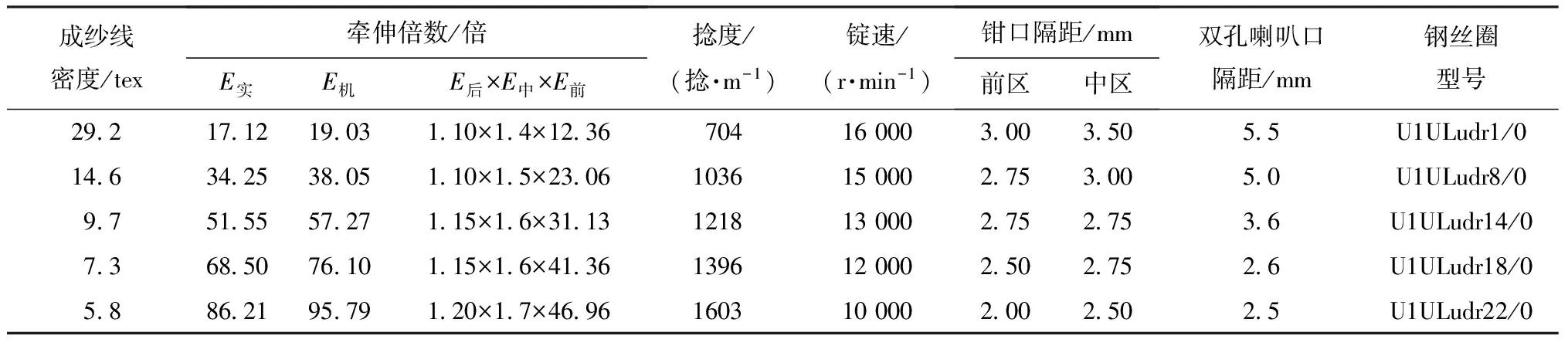
表1 主要纺纱工艺参数Tab.1 Main spinning process parameters
注:E实为实际牵伸倍数;E机为机械牵伸倍数;E后、E中、E前分别为细纱机后区、中区、前区的牵伸倍数。
1.5 试验指标及测试方法
根据成纱质量要求,确定本文试验指标为断裂强力、断裂伸长率、断裂强度、3 mm内毛羽根数(S1+2)、3 mm及以上毛羽根数(S3)以及条干 CV值共6项[7]。采用数码显微系统VHX-5000观察纱线的纵向结构;采用YG063型全自动单纱强力仪测试单纱断裂强度、断裂伸长率等指标;采用瑞士茨威格的HL400型纱线毛羽测试仪测试毛羽指标;采用瑞士乌斯特的UT5-C800条干均匀度测试分析仪测试条干CV值。
所有试样进行测试时,室内温度均为20 ℃,相对湿度均为65%。且在对所有试样进行测试前,按GB/T 6529—2008《纺织品调湿和试验用标准大气》的规定,均对试样在试验用大气((20±2) ℃,(65±2)%)环境下调湿24 h,使其达到平衡[8]。
2 试验结果与分析
2.1 影响云纹纱外观因素分析
分别以3种不同工艺条件进行纺纱,采用数码显微系统VHX-5000观察不同引纱方法的成纱外观,其超景深图如图3~7所示。
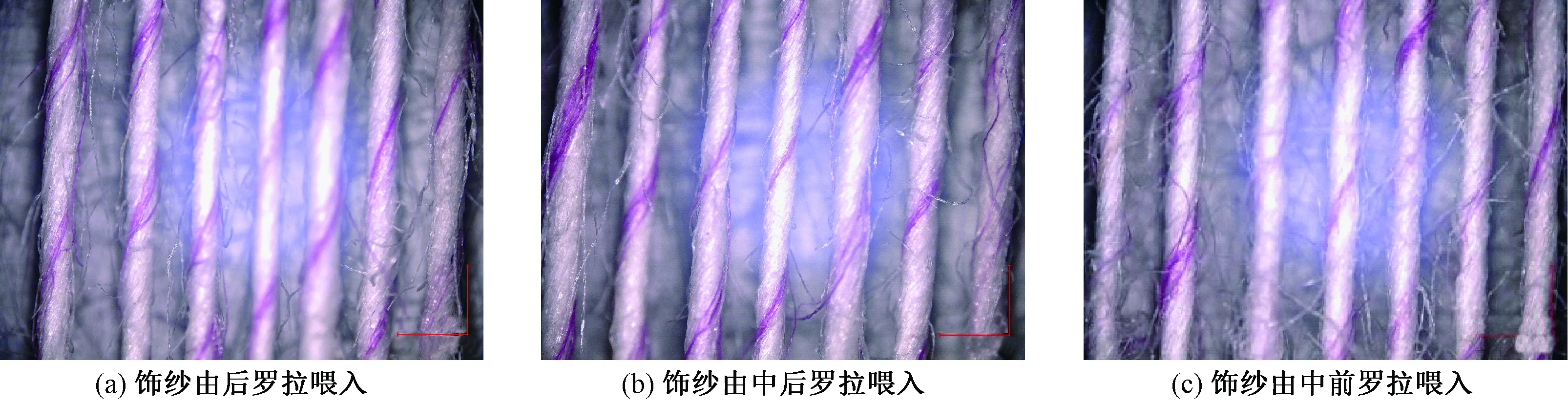
图3 29.2 tex云纹纱成纱外观超景深图(×100)Fig.3 Appearance of 29.2 tex cloud yarn(×100).(a)Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller;(c)Decorative yarn fed from medium-front roller
图4 14.6 tex云纹纱成纱外观超景深图(×200)Fig.4 Appearance of 14.6 tex cloud yarn(×200).(a)Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller; (c)Decorative yarn fed from medium-front roller

图5 9.7 tex云纹纱成纱外观超景深图(×200)Fig.5 Appearance of 9.7 tex cloud yarn(×200).(a)Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller;(c)Decorative yarn fed from medium-front roller
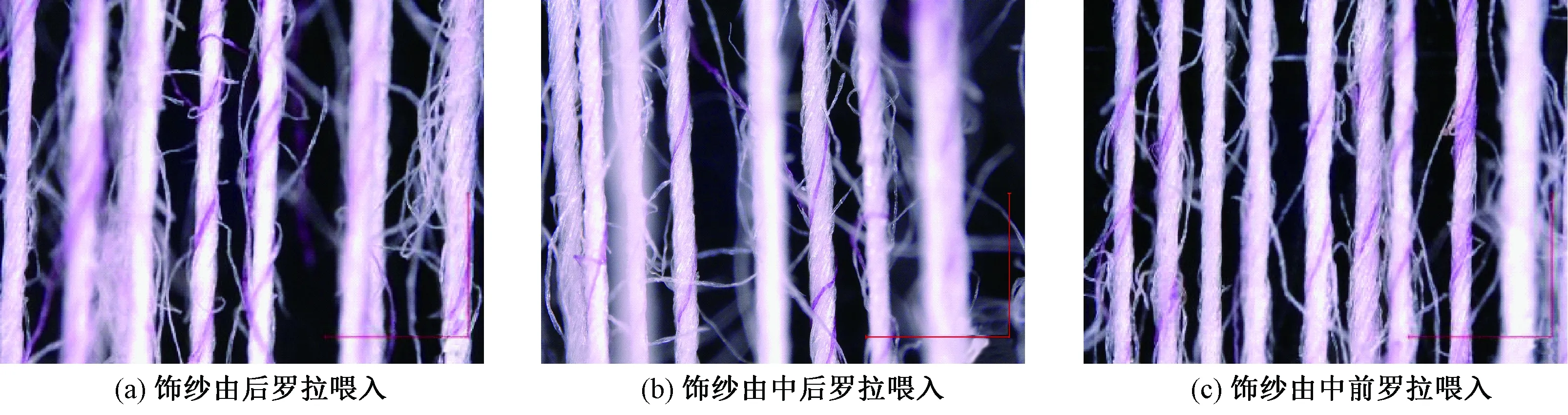
图6 7.3 tex云纹纱成纱外观超景深图(×200)Fig.6 Appearance of 7.3 tex cloud yarn(×200).(a)Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller;(c)Decorative yarn fed from medium-front roller

图7 5.8 tex云纹纱成纱外观超景深图Fig.7 Appearance of 5.8 tex cloud yarn(×200).(a)Decorative yarn fed from back roller; (b)Decorative yarn fed from medium-back roller; (c)Decorative yarn fed from medium-front roller
从成纱外观图可看出,云纹纱在纵向上呈现有色纱包缠本色纱的包缠结构,且3种不同工艺条件会对云纹纱外观产生一定的影响。图3~7(a)、(c)中,纱体结构较为松散,饰纱纤维附着牢度较差,毛羽裸露较多,且图3~7(c)中不仅饰纱纤维形成的毛羽较多,基纱纤维亦形成了较多的毛羽,纤维伸直度不够;图3~7(b)中,纱体结构较为紧密,饰纱纤维黏着度、伸直度较好,毛羽较少。综上,饰纱由中后罗拉喂入时,云纹纱成纱纵向结构较好,外观较优。
2.2 成纱质量分析
根据1.5所述成纱质量指标,对纱线性能进行测试,试验数据见表2。

表2 不同引纱方法成纱质量对比Tab.2 Comparison of yarn quality withdifferent drawing methods
结合测试数据可知,不同的饰纱喂入方式对云纹纱成纱质量有一定的影响。饰纱由中后罗拉喂入时,云纹纱成纱断裂强力、强度、断裂伸长率稍高于其他2种方式成纱,其中饰纱由中前罗拉喂入时成纱强力、断裂伸长率最低;毛羽方面,饰纱由中后罗拉喂入时,云纹纱3 mm以上有害毛羽数量均较其他2种方式成纱少,3 mm内有效毛羽数量反而较多;其中饰纱由中前罗拉喂入时云纹纱条干不匀率与其他2种方式成纱相比较高,饰纱由后罗拉或中后罗拉喂入,所得云纹纱条干不匀率相比有波动,如饰纱由中后罗拉喂入时,纺制的14.6、7.3 tex云纹纱,条干不及由后罗拉喂入成纱方式纺制的相同线密度的云纹纱,对于其他3种线密度而言,饰纱由中后罗拉喂入时成纱方式条干要优于由后罗拉喂入。
2.3 成纱综合性能分析
由表2试验数据可看出,饰纱由中后罗拉喂入时,云纹纱3 mm以上有害毛羽数量均少于其他2种云纹纱,3 mm内有益毛羽数量较其他2种方式多,即饰纱从细纱机中后罗拉喂入时,毛羽性能优于饰纱由后罗拉或中前罗拉喂入。
但3种不同引纱方法下纺制的云纹纱强力相差不大,且饰纱由中后罗拉喂入时14.6、7.3 tex云纹纱条干不匀率稍高于饰纱由后罗拉喂入云纹纱,条干不匀率对比有波动。为进一步考量不同引纱方法对成纱质量的综合影响,本文利用成纱品质指数P[9]来进行综合评价,其定义为P=T/CV(T为单纱断裂强度,CV值为条干不匀率)。由此可知,成纱品质指数与单纱断裂强度呈正比,与条干CV值呈反比,即成纱品质指数越大,成纱综合性能越好。3种不同引纱方法下纺制的云纹纱成纱品质指数如表3所示。
根据测试数据可知,饰纱由中后罗拉喂入时,云纹纱的品质指数明显高于其他2种成纱。试验表明,较其他2种方式,饰纱由细纱机中后罗拉喂入时,成纱综合性能较优。分析原因:饰纱由中后罗拉喂入,经过中区、前区二区牵伸时,相比于饰纱由后罗拉喂入,少了一区饰纱纤维对基纱纤维运动的阻碍与影响,故其质量优于饰纱由后罗拉喂入所得云纹纱;相比于饰纱由中前罗拉喂入,其经过过渡且具有一定牵伸能力的中区,进入前牵伸区的须条以及饰纱纤维受到一个预整理作用,纤维经牵伸伸直,受到了良好的握持凝聚作用,运动状态得到改善,使得成纱质量较饰纱由中前罗拉喂入所得云纹纱有所提高。

表3 不同引纱方法下云纹纱的成纱品质指数Tab.3 Yarn quality index of cloud yarn preparedby three different drawing methods
3 结 论
1)对TH558型细纱机进行简单改装,即安装双孔喇叭口、集棉器,合理选择工艺参数,成功纺制出新型花色纱云纹纱。
2)纺制云纹纱时,基纱(无色或浅色粗纱)均由细纱机后罗拉喂入,饰纱由细纱机中后罗拉喂入较饰纱由细纱机后罗拉与中前罗拉喂入所纺得的云纹纱成纱包缠结构更加紧密,立体感更强;且其强力稍高,3 mm内有益毛羽增多,3 mm以上有害毛羽减少;虽条干不匀率对比有波动,但其成纱品质指数均高于其他2种方式。
综合可得,在合适的纺纱工艺下,基纱(无色或浅色粗纱)由细纱机后罗拉喂入,饰纱由细纱机中后罗拉喂入时,所纺得的云纹纱成纱外观及质量最优。
FZXB
[1] 杨卫国, 阮浩芬, 唐佩君, 等. 一种云纹纱的纺制方法: 中国, 101929013A[P]. 2010-12-29.
YANG Weiguo, RUAN Haofen, TANG Peijun, et al. A spinning method for cloud yarn: China, 101929013A[P]. 2010-12-29.
[2] 谢春萍, 徐伯俊. 新型纺纱[M]. 北京: 中国纺织出版社, 2012: 131.
XIE Chunping, XU Bojun. Modern Spinning Technolo-gy[M]. Beijing: China Textile & Apparel Press, 2012: 131.
[3] 代丽梅, 谢春萍, 刘新金, 等. 超大牵伸集聚纺莱赛尔纱的工艺研究[J]. 棉纺织技术, 2015, 43(7): 59-63.
DAI Limei, XIE Chunping, LIU Xinjin, et al. Processing study of lyocell condensed yarn in super large draft[J]. Cotton Textile Technology, 2015, 43(7):59-63.
[4] 郭明瑞. 四罗拉超大牵伸工艺研究[D]. 无锡:江南大学, 2014: 10-11.
GUO Mingrui. Processing study of four-rollers super large draft[D]. Wuxi: Jiangnan University, 2014: 10-11.
[5] 杨士奎. 四罗拉网格圈型紧密纺关键技术的研究[D]. 无锡: 江南大学, 2010: 3-4.
YANG Shikui. Research on key technologies of four-rollers compact spinning with lattice apron[D]. Wuxi: Jiangnan University, 2010: 3-4.
[6] 陈玉峰, 陆振挺, 马新帮. 棉纺赛络纺工艺研究和实践[J]. 棉纺织技术, 2010, 38(1): 55-58.
CHEN Yufeng, LU Zhenting, MA Xinbang. Technology study and practice of cotton Siro-spun[J]. Cotton Textile Technology, 2010, 38(1): 55-58.
[7] 代丽梅, 谢春萍, 刘新金, 等. 莱赛尔纱超大牵伸纺纱工艺的优化[J]. 纺织学报, 2016, 37(3): 25-30.
DAI Limei, XIE Chunping, LIU Xinjin, et al. Process optimization of superhigh draft spinning of Lyocell yarns[J]. Journal of Textile Research, 2016, 37(3): 25-30.
[8] 郑莹莹, 徐伯俊, 刘新金, 等. 超大牵伸数控细纱机纺纱工艺试验研究[J]. 棉纺织技术, 2014, 42(2): 17-21.
ZHENG Yingying, XU Bojun, LIU Xinjin, et al.Research of super large draft processing parameter test on numerical control spinning frame [J]. Cotton Textile Technology, 2014, 42(2): 17-21.
[9] 任家智, 杨玉广. 细纱机后区压力棒牵伸的效果及牵伸倍数的优化[J]. 纺织学报, 2009, 30 (5): 34-37.
REN Jiazhi,YANG Yuguang. Effect of pressure bar in back drafting zone of SKF drafting system on spun yarn quality and optimizing drafting ratio[J]. Journal of Textile Research, 2009, 30 (5): 34-37.
Influenceofdifferentdrawingmethodsonappearanceandyarnqualityofcloudyarn
GAO Na1, LI Qiang1,2, XU Bojun1, LIU Xinjin1,3, WANG Guangbin4
(1.KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China; 2.ZhejiangKingsafeClothingGroupCo.,Ltd.,Huzhou,Zhejiang313100,China; 3.JiangsuSPCC-SilkCo.,Ltd.,Suqian,Jiangsu223700,China; 4.XinjiangTianshanWoolTextileCo.,Ltd.,Urumqi,Xinjiang830054,China)
In order to improve the appearance and improve the yarn quality of cloud yarn, the influences of three different drawing methods on the appearance and yarn quality of cloud yarn were discussed. Different cloud yarns of 29.2, 14.6, 9.7, 7.3, 5.8 tex were spun on a TH558 super high draft ring spinning machine, which was equipped with a four-line draft system and four rollers, by changing the feeding way of decorative yarn, namely feeding from the back roller, medium-back roller and medium-front roller of spinning frame, respectively under the condition of same other process parameters. A VHX-5000 digital microscopic system was adopted to observe and analyze the appearance of cloud yarn, and carry out a testing and comparative analysis for its tensile property, evenness and hairiness. The results show that different drawing methods produce different yarn appearances, and compared with the other two ways, the yarn spun by decorative yarn feeding from the medium-back roller has a better yarn quality, namely more useful hairiness (within 3 mm) and less harmful hairiness(beyond 3 mm), higher strength and yarn quality index. Also, its structure is relatively compact and the three-dimension effect is stronger.
cloud yarn; breaking strength; hairiness; evenness
10.13475/j.fzxb.20161203606
TS 111.8
A
2016-12-27
2017-02-21
江苏省自然科学基金项目(BK20151359);江苏省产学研项目(BY2015019-10,BY2016022-27);江苏省科技成果转化项目(BA2014080);江苏高校优势学科建设工程资助项目(苏政办发[2014]37号)
高娜(1992—),女,硕士生。主要从事纺纱新技术的研究。徐伯俊,通信作者,E-mail: wxxbj@sina.com。
