基于流场优化的熔模铸钢件缩孔缺陷改善
2017-11-01石远进张战场刘睿
石远进+张战场+刘睿


摘 要:某大型熔模铸钢件试制过程中出现了严重缩孔缺陷,通过仿真分析发现金属液充型顺序不合理是导致铸件产生缩孔缺陷的主要原因。为消除浇口根部缩孔缺陷,基于流场优化法改进了工艺方案,流场模拟结果显示优化方案充型合理,实物验证缩孔消除。基于这一缺陷改善经验,对前期生产中浇口根部出现严重缩孔缺陷的另一产品进行了工艺优化,改善充型过程,批量驗证缩孔缺陷根除。
关键词:熔模铸钢件;ProCAST;流场;缺陷改善
中图分类号:U465 文献标识码:A 文章编号:1005-2550(2017)05-0008-04
Porosity Defects Improvement of Investment Casting Based on Flow Field Optimization
SHI Yuan-jin, ZHANG Zhan-chang, LIU Rui
( DongFeng Investment Casting Co.,LTD. Shiyan442714, China)
Abstract: Batches of serious porosity defects occur in the process of trial-produce of large-scale steel Investment Casting. Flow field and solidification process of production project were simulated by ProCAST. It is conjectured that the filling sequence could be the main reason of porosity defects according to the results of flow field.And then improvement project was put forward to optimize the flow field. Simulation analysis show that the improvement project has reasonable flow field.And physical verification show that the improvement project has no defects. Based on the successful experience,casting process of the other product was optimized to improve the filling process. Production validation results indicate the defect elimination entirely.
Key Words: steel Investment Casting; ProCAST; flow field; eliminate defects
随着汽车轻量化程度不断提高,零部件轻量化要求也越来越高,这导致零部件的结构设计越来越复杂。工艺减重设计增多,产品铸造工艺性变差,铸造工艺设计难度不断增大。铸件产生集中缩孔的基本原因是金属的液态收缩和凝固收缩之和大于固态收缩[1]。由于轻量化结构设计导致铸件含有较多的分散热节,孤立热节凝固过程中得不到有效补缩而产生缩孔,因此生产中铸件产生缩孔的几率不断增加。
我公司铸造工艺设计人员解决缩孔缺陷的主要方法可归结为:1.非重要部位采用切除材料法,即通过挖槽、铸孔等方法消除或转移热节[2];2.禁止切减材料的重要部位采用加厚补缩通道法,即增加热节的补缩通道尺寸,使其大于热节模数,保证热节部位凝固过程中补缩畅通,从而消除热节处缩孔;3.切减材料和加厚补缩通道同时使用。采用这几种手段,多数产品铸造缺陷得到改善,但是这些方法通常会增加铸件工艺增重率,并且浇注系统尺寸也会随之增加,导致产品工艺出品率下降。
公司引进铸造CAE数值模拟软件ProCAST已逾5年,经过5年多的摸索,铸造CAE仿真一致率已大幅提高,基于ProCAST的铸造CAE仿真分析已经成为公司产品开发过程中必不可少的一个环节。目前主要对凝固过程进行仿真分析,预测铸件缩孔缩松分布。由于过程复杂、计算量大导致流场计算时间长,大件一般需要2至4天,这样导致大部分产品铸造工艺模拟缺乏流场分析,工艺设计人员也很少通过改变流场进行铸造缺陷改善。
铸件流场分布显示了金属液的充型顺序,不同的流场分布直接影响铸件温度场分布,对铸件的凝固过程也产生较大影响。本文介绍了两个生产中出现重大缩孔缺陷的铸件,通过数值模拟软件ProCAST对其中一个产品的生产方案进行流场和凝固过程分析,分析结果显示金属液通过铸件流入冒口,冒口冷却较快,导致铸件产生缩孔。改进方案通过优化铸件流场使金属液从冒口流入铸件,实物验证缩孔消除。根据这一成功经验,对前期重大缩孔缺陷未根除的某大型铸钢件进行了工艺改进,流场得到优化,最终消除缩孔缺陷。
1 产品介绍及缺陷描述
某厚大熔模铸钢件在试制过程中(小批量)出现严重缩孔缺陷:浇注系统气割落件后,浇口根部露出较大缩孔,缩孔的比例为80%,实物缺陷如图1所示:
该产品结构相对简单,主要结构为三个平板交叉而成,外形尺寸为560×310×210mm,最小壁厚15mm,平均壁厚21mm,重量30kg,具体产品结构如图2所示。铸件材质是ZGD410-700,原工艺方案如图3所示,工艺出品率为44% 。
2 原方案铸造CAE仿真分析
本文通过铸造工艺数值模拟软件ProCAST对产品原工艺方案进行了流场、凝固过程的模拟,主要模拟参数设置如表1所示:endprint
铸件材质是ZGD410-700,此材质属于公司开发的高强高韧钢系列。该材质的热物性参数是通过ProCAST自带材料库热物性计算模块计算所得[3]。流场模拟结果如图4所示,T为浇注时间。
原方案流场模拟结果显示:浇注过程中,金属液从浇口杯注入,经浇口开始充填铸件,金属液充型过程较为平稳。当铸件充填至冒口颈部位时,金属液从铸件经冒口颈流入冒口,铸件充满后,金属液从铸件经冒口颈继续充填冒口直至充满。充填过程中金属液从铸件流入冒口,这样冒口处于充型末端,金属液流动过程中温度降低,而冒口颈附近部位铸件处于“加热”状态,冒口颈附近铸件温度高于冒口温度。
凝固过程如图5所示:离浇口杯和冒口较远的部位冷却较快,最先凝固,浇注系统对这些部位补缩较好。由于金属液从铸件经冒口颈流入冒口,导致冒口颈附近铸件温度高于冒口,加之冒口颈部位铸件厚大,冒口冷却较快,铸件冷却稍慢,最终铸件在冒口颈部位形成孤立液相区而产生缩孔。缩孔模拟结果如图6所示:
缩孔模拟结果显示:冒口颈部位存在较大缩孔,铸件沿冒口根部剖开如图6(b)所示,铸件存在较大缩孔,与图1对比,模拟结果预测的缩孔位置和大小与实物基本完全一致。
3 铸造工艺优化设计
通过对原方案进行流场、凝固过程的仿真分析可以知道,铸件产生缩孔的主要原因是:金属液从铸件经冒口颈流入冒口,铸件先于冒口充填,冒口温度低于铸件而冷却较快,导致冒口补缩效果降低,以致铸件产生缩孔。因此若要消除铸件的缩孔缺陷,应改变浇注系统,优化铸件充填过程中的流场分布,使金属液先充填冒口,提高冒口的补缩效果。为此设计了“门”形優化方案,具体工艺方案如图7所示,浇口杯放置在中间,设计目的是让金属液从两个浇口均匀充填。优化方案工艺出品率为43%,与原方案相当 。
应用ProCAST对优化方案进行了流场、凝固过程的模拟,模拟参数设置与原方案相同,如表1所示。流场模拟结果如图9所示:
优化方案流场模拟结果显示:浇注过程中,金属液从浇口杯注入,经横浇道分流后,分别从两个浇口充填铸件。金属液充填过程较为平稳,金属液从两侧浇口棒(冒口)经内浇口注入铸件直至铸件充满。充填过程中金属液始终从冒口流入铸件,这样铸件处于充型末端,冒口处于“加热”状态,充填顺序与原方案相反。
凝固过程模拟结果如图10所示:铸件呈顺序凝固,凝固过程中未出现孤立液相区,铸件先于浇注系统凝固,浇注系统对铸件补缩良好。缩孔模拟结果如图11所示:
优化方案缩孔模拟结果显示:铸件无缩孔。优化方案实物验证结果如图8所示:浇注系统气割落件后,浇口根部无缩孔。批量验证显示原方案中浇口根部缩孔消除。由此可见通过优化流场可达到消除浇口根部缩孔缺陷的目的。
4 流场优化法的推广验证
生产过程中另一极端件(支架)浇口根部长期存在严重缩孔缺陷,多次更改工艺设计仍未明显改善缩孔缺陷。铸件材质为ZGD410-700,重量29kg,出品率50%,产品结构、工艺方案分别如图12和图13所示:
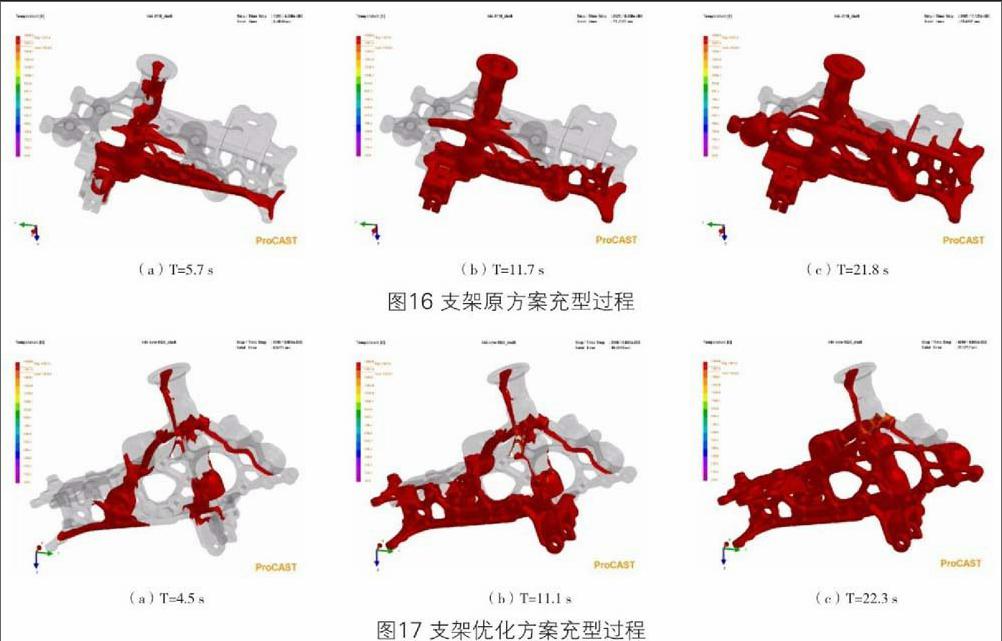
原方案开模并批量生产后,图12所示部位1、部位2(内浇口所在部位)凸台加工后露出严重缩孔缺陷,具体如图15所示。其中部位2缩孔比例为50%,部位1为30%,严重影响了产品质量并增加了生产成本。应用ProCAST对原方案进行了流场、凝固过程的模拟,模拟时型壳摆放方法与浇注现场一致,浇注时间25秒,其它模拟参数设置如表1所示。流场模拟结果如图16所示:
原方案流场模拟结果显示:浇注过程中,金属液从浇口杯注入,首先从中间直浇道的最下端浇口填充铸件(图16(a)(b)所示),金属液从铸件流入部位2处的冒口直至将其充满;部位1处的冒口与同高度铸件部位同时充满(图4.3(c)所示)。这样的充填顺序与本文第二节所述案例相同,冒口的补缩效果降低以致铸件产生缩孔缺陷。根据本文前述流场优化法成功改善缩孔缺陷的经验,通过流场优化法对此产品进行了工艺改进,工艺方案如图14所示,工艺出品率为50%,与原方案相同。优化方案与原方案相比,主要对中间部分直浇道做了缩颈处理,目的是让金属液先从右侧分浇道(图14所示)注入铸件。
应用ProCAST对优化方案进行了流场、凝固过程的模拟,模拟时型壳摆放方法与浇注现场一致,模拟参数与原方案相同。流场模拟结果如图17所示:
优化方案流场模拟结果显示:浇注过程中,金属液从浇口杯注入,首先从右侧分浇道(图14所示)的最下端浇口充填铸件(图17(a)所示),金属液从部位2处的冒口流入铸件,当铸件中金属液充填到一定高度时(图17(b)所示),金属液通过部位1处的冒口继续充填铸件。这样的充填顺序与预期流场分布一致,部位1、2处冒口的补缩效果提高。
开模后批量实物浇注结果如图18(a)(b)所示,实物机加工结果如图18(c)所示:
优化方案开模后批量验证结果显示:铸件落件后浇口断面无缩孔,如图18(b)圆圈标记所示;机加工后如图18(c)所示,部位1、部位2处无外漏缩孔。多次大批量验证结果显示原方案中部位1、部位2处严重外漏缩孔消除。流场优化消除浇口根部缩孔缺陷的方法再一次得到成功应用。
5 结束语
针对生产中浇口根部出现严重缩孔的产品,通过仿真分析发现金属液充型顺序不合理是导致铸件产生缩孔缺陷的主要原因。在基本不降低工艺出品率的基础上,改进工艺方案,流场模拟结果显示优化方案充型合理,实物验证缩孔消除。借鉴这一缺陷改善的成功经验,对生产中浇口根部长期存在严重缩孔缺陷的另一产品进行了工艺改进,仿真模拟结果显示优化方案充型合理,实物验证缩孔消除,批量生产验证显示优化方案工艺稳定,铸件缩孔缺陷根除。铸件内在质量大幅提高,铸件返修率大幅降低,生产效率明显提高,生产成本明显降低,同时为消除浇口根部缩孔缺陷提供了较好的参考。
参考文献:
[1]吴树森,柳玉起.材料成型原理[M].机械工业出版社,2008:108-109.
[2]许云祥.设计合理的浇注方案以保证充填和补缩——熔模铸件铸造方案设计系列讲座之一[J]. 特种铸造及有色合金. 2003(04):50-54.
[3]李建强.大型铸钢件凝固过程数值模拟参数值优化[D].哈尔滨工业大学,2011.endprint
