全聚赛络纺与全聚纺双芯纱成纱效果对比
2017-11-01曲华洋谢春萍刘新金王广斌江南大学纺织服装学院江苏无锡2422江苏苏丝丝绸股份有限公司江苏宿迁22700新疆天山毛纺织股份有限公司乌鲁木齐80054
曲华洋, 谢春萍, 刘新金,2, 王广斌(. 江南大学 纺织服装学院,江苏 无锡 2422;2. 江苏苏丝丝绸股份有限公司, 江苏 宿迁 22700;. 新疆天山毛纺织股份有限公司,乌鲁木齐 80054)
研究与技术
全聚赛络纺与全聚纺双芯纱成纱效果对比
曲华洋1, 谢春萍1, 刘新金1,2, 王广斌3
(1. 江南大学 纺织服装学院,江苏 无锡 214122;2. 江苏苏丝丝绸股份有限公司, 江苏 宿迁 223700;3. 新疆天山毛纺织股份有限公司,乌鲁木齐 830054)
双丝包芯纱是一种新型的短纤与长丝复合纱线,为了探究棉粗纱喂入方式对双丝包芯纱包覆效果和成纱质量的影响,分别采用全聚赛络纺和全聚纺纺制364 dtex/83.3 dtex/44.4 dtex棉/有色锦纶/氨纶、364 dtex/30 μm/44.4 dtex和292 dtex/30 μm/44.4 dtex棉/不锈钢/氨纶三种纱线,并对纱线的包覆效果和纱线质量进行测试,来寻求最适合双丝包芯纱的粗纱喂入形式。研究结果表明:在不同鞘纱喂入方式下纺制双芯纱,成纱机理不同,形成的纱体结构也不同;通过全聚赛络纺纺制的双芯纱成纱性能更优,包覆效果更好,可更好地适应市场需求。
双丝包芯纱;全聚纺;赛络纺;包覆效果;成纱质量
双丝包芯纱是一种新型的短纤与长丝复合纱线,可以集不同长丝的优点于一身的高性能纱线。它是以短纤为外包原料(即鞘纱),选用两种不同特性的长丝为芯丝,经加捻纺制而成的纱线。由于两种芯丝具有不同的优势性能,故产生了较强的功能互补及强化,使纱线具备更优越的特性。
目前,关于双芯纱的研究主要是针对传统的以氨纶、涤纶为芯纱外包棉纤维的双芯纱,如侯小伟等[1]优选长丝退绕方式成功纺制出棉双丝包芯纱,并且提出纺制棉双芯包芯纱的关键环节是长丝退绕张力的控制,两种长丝应该分别退绕;王思顺等[2]利用弹性涤纶长丝和氨纶长丝结合生产出适用于牛仔面料中的双丝包芯纱,获得了改善面料弹性的良好效果。但是,未见在全聚纺装置上加装双芯纱张力控制装置来纺制不同品质双芯纱的研究报道。
鞘纱喂入方式在很大程度上影响双芯纱的包覆效果和成纱质量,本文通过在全聚纺设备上纺制不同芯丝组合的双芯纱来探究最适合高质量双芯纱纺制的鞘纱喂入方式,从而更好地了解双芯纱纺纱的关键工艺,提高纱线品质,为挖掘全聚纺设备及双芯纱新产品的生产潜能提供参考。
1 QFA1528全聚纺装置改造
全聚纺装置是将前罗拉改装成直径为50 mm的窄槽式空心罗拉,前罗拉1内部装有吸风插件4,在罗拉表面由输出阻捻胶辊5和前胶辊7所控制的圆弧区域共同构成集聚区,如图1所示。纺纱过程中,在负压作用下,集聚区内须条运动速度与前罗拉保持一致,且须条中的纤维由边缘向中心集聚使须条保持紧密从而有效改善成纱结构,提高成纱质量[3]。
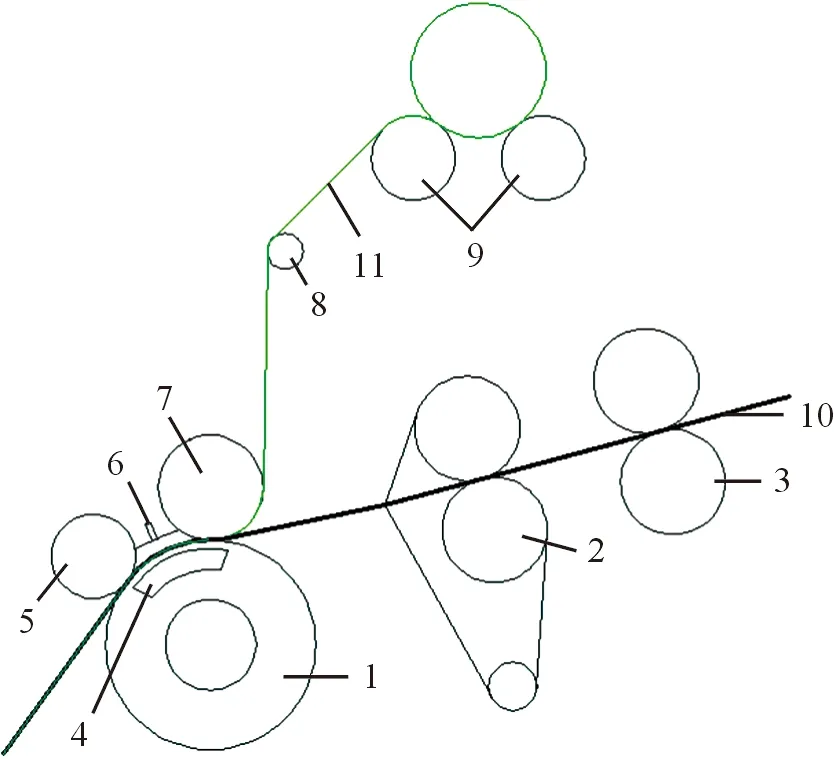
1-前罗拉;2-中罗拉;3-后罗拉;4-吸风插件;5-阻捻胶辊;6-气流导向装置;7-前胶辊;8-导丝轮;9-送丝辊;10-粗纱;11-氨纶丝图1 全聚纺纺制氨纶包芯纱装置示意Fig.1 Spinning process of spandex core yarn spun by complete condensed spinning
在图1所示的QFA1528全聚纺细纱机原有的氨纶包芯纱装置[4-5]上,加装一套数控双芯纱装置,如图2所示。该装置根据牵伸工艺设定及前罗拉测速编码器的信号,通过伺服电机带动导丝罗拉13同步输出长丝,从而有效控制长丝的预牵伸张力,该长丝与送丝辊9控制的氨纶长丝通过同一导丝轮由前胶辊7与前罗拉1之间的钳口喂入细纱机,与牵伸后的鞘纱汇合,经过前罗拉表面的集聚区之后加捻形成双丝包芯纱。
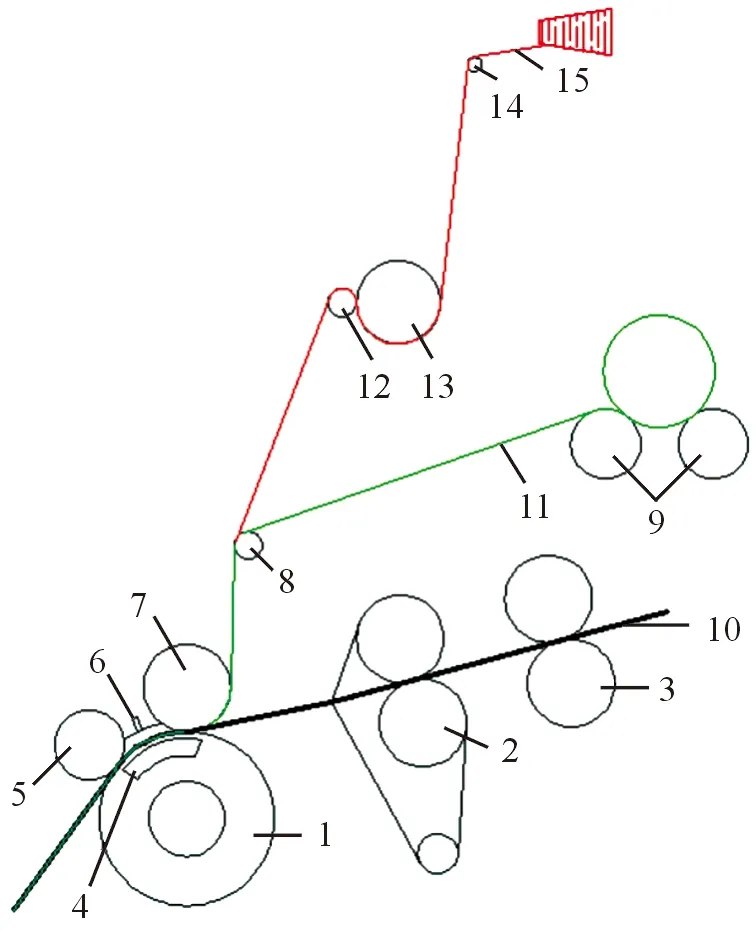
1-前罗拉;2-中罗拉;3-后罗拉;4-吸风插件;5-阻捻胶辊;6-气流导向装置;7-前胶辊;8-导丝轮;9-送丝辊;10-粗纱;11-氨纶丝;12-引丝胶辊;13-导丝罗拉;14-导丝辊;15-长丝图2 全聚纺纺制双丝包芯纱装置示意Fig.2 Spinning process of double-core yarn spun by complete condensed spinning
2 纺纱实验
2.1 实验条件
原材料:定量为5.0、10.0 g/10 m的半精梳棉粗纱经牵伸之后做鞘纱,芯丝选用44.4 dtex氨纶长丝、83.3 dtex锦纶长丝、直径为30 μm的316 L型不锈钢长丝(上海普盛金银丝纺织品有限公司)。
实验要求:温度(23±2) ℃,相对湿度(65±3)%,测试之前纱线在该条件下平衡24 h以上。
实验仪器:加装数控双芯纱装置的QFA1528型全聚纺细纱机(无锡第七纺织机械有限公司)。
测试仪器:YG086缕纱测长机、YG331A型捻度机(常州德普纺织科技有限公司),JA2003型电子天平(上海五久自动化设备有限公司),i-SPEED高速摄影机(上海西努光学科技有限公司),Y172型纤维切片器(南通宏大实验仪器有限公司),MOTTC B1型显微镜(北京何众视野科技有限公司),USTER TESTER 5条干测试仪、USTER ZWEIGLE HL400毛羽测试仪(瑞士伍斯特技术有限公司),YG086C全自动单纱强力仪(苏州长风纺织机电科技有限公司),MUV-164型紫外线固化机(MEJIRO GENOSSEN)。
2.2 实验方案
以定量为5.0、10.0 g/10 m的棉粗纱在加装数控双芯纱装置的QFA1528型全聚纺细纱机上,分别采用全聚赛络纺、全聚纺的形式纺制芯丝组合不同(两弹性芯丝、一弹性芯丝一刚性芯丝)、细度不同的纱线,将其编号:1#、2#分别为通过全聚赛络纺和全聚纺纺制的364 dtex/83.3 dtex/44.4 dtex棉/有色锦纶/氨纶纱线;3#、4#分别为通过全聚赛络纺和全聚纺纺制的364 dtex/30 μm/44.4 dtex棉/不锈钢/氨纶纱线;5#、6#分别为通过全聚赛络纺和全聚纺纺制的292 dtex/30 μm/44.4 dtex棉/不锈钢/氨纶纱线。通过不同材质芯丝组合不同细度纱线的纺制,来探究全聚赛络纺在双芯纱生产中的可操作性。参考相关纺纱实践[6-8],选择细纱工艺参数,如表1所示。
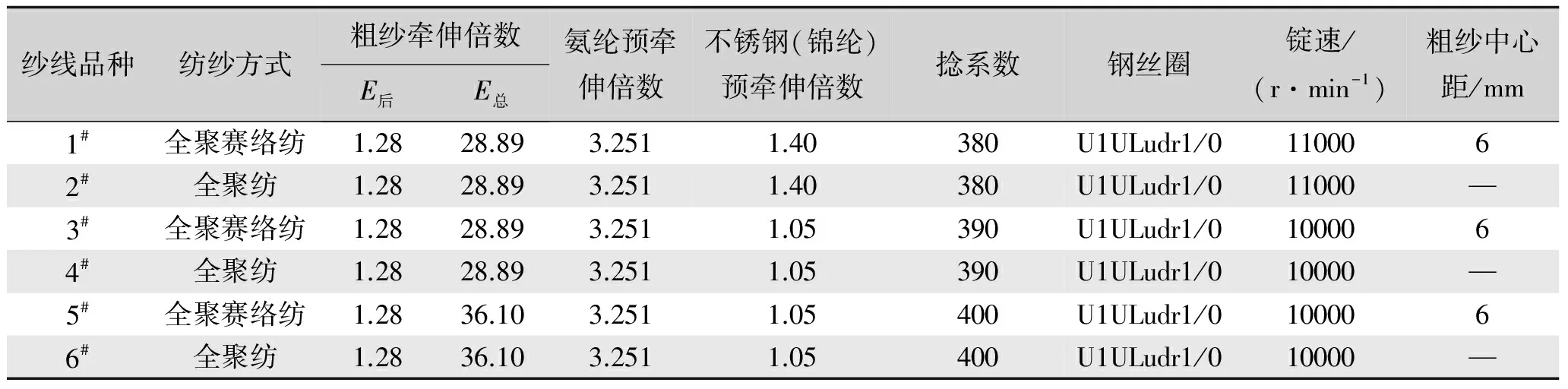
表1 纺纱工艺参数Tab.1 Spinning parameters of yarn
注:E后为后区牵伸倍数;E总为总牵伸倍数。
2.3 结果与分析
2.3.1 成纱机理
全聚纺集聚区及纺纱三角区对双丝包芯纱的成纱结构影响最大,很大程度上决定了纤维对长丝的包覆状态。为了对不同粗纱喂入方式的双芯纱成纱机理进行深入研究,利用高速摄影技术拍摄纱线形成过程中纤维、长丝运动状态,并使用MUV-165型紫外线固化机补光。通过不同粗纱喂入方式纺制不同芯丝组合的双芯纱时,加捻三角区纤维运动的形态如图3所示。
由图3可见,通过全聚赛络纺纺制的双芯纱中的外包棉纤维在出钳口前被分成两束,它们分别先在通过前罗拉里吸风插件时各自弱捻聚集,接着在输出罗拉前,合并强捻包覆在长丝周围。每束须条中的纤维在各自弱捻时有少量内外层转移,且在全聚纺设备的集聚作用下纤维束更加紧密,可很大程度上减少纱线有害毛羽。在卷捻成纱过程中,两外层棉纱条仍有纤维被卷入中心长丝周围的可能,产生纤维再次转移现象,使纱条中纤维的内应力[9]均衡,稳定纱线结构。而全聚非赛络纺生产的双芯纱中的外包棉纤维在钳口处呈现以单纤维的形式平铺在两长丝周围的状态,接着以螺旋线形式缠绕着两根芯丝,并伴有内外层的转移现象,一旦细纱机高速运转情况下两芯丝喂入位置没有得到稳定控制,极易出现长丝在短片段纱体的露丝现象。
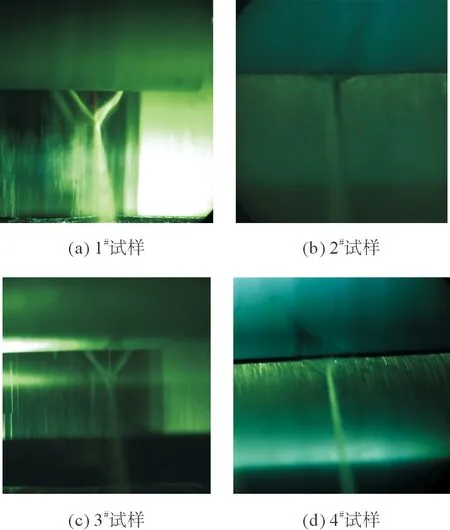
图3 纺纱三角区纤维运动形态Fig.3 The fiber movement morphology of spinning triangle zone
2.3.2 纱线横截面形态
将利用Y172型纤维切片器制作的纱线横截面切片放在MOTTC B1型显微镜下观察,并用与之对应的CU-6型纤维横截面取样软件进行拍照采集,横截面图像如图4所示。切片制作时,红色羊毛纤维结构稳定、较易切取并观察,而结构复杂的纱线较为困难,因此把难切的试样包在圆形截面的羊毛纤维中央进行切片,可得到较好的切片便于观察。
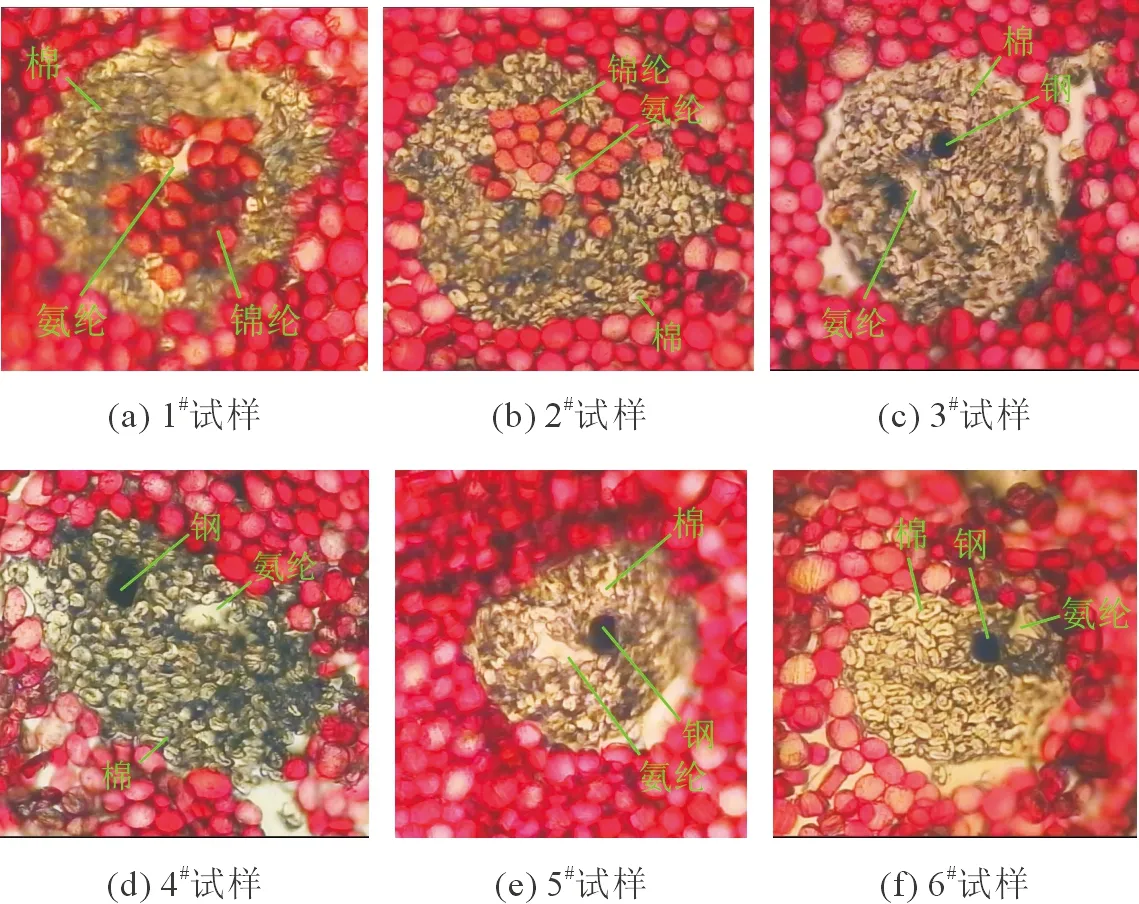
图4 不同粗纱喂入方式时双芯纱横截面结构(×200)Fig.4 Cross sections of double-core yarn in different roving feeding process(×200)
由图4可见,构成纱线鞘纱的棉纤维是有中腔的腰圆形结构,作为芯丝的不锈钢长丝或粉红色锦纶长丝呈现直径略小于羊毛的圆形结构,而氨纶长丝较为柔软,易变形,切片时极易被挤压,故氨纶形状不稳定。
由图4(a)(b)可观察出,通过全聚赛络纺纺制的364 dtex/83.3 dtex/44.4 dtex棉/有色锦纶/氨纶纱线横截面中,有色锦纶长丝和氨纶较为均匀地分布在纱线中心,而全聚纺纺制的纱线横截面中,有色锦纶长丝和氨纶长丝偏离了纱线中心,即包覆效果不佳,出现露丝现象。由图4(c)(d)可知,通过全聚赛络纺和全聚纺纺制的364 dtex/30 μm/44.4 dtex棉/不锈钢/氨纶纱线包覆效果相差不大,全聚赛络纺略有优势。由于复合纱线中鞘纱比重减小,芯线比减小,于是在芯丝同样选用不锈钢长丝和氨纶长丝时,292 dtex/30 μm/44.4 dtex棉/不锈钢/氨纶纱线在经由全聚赛络纺纺制时,不锈钢长丝和氨纶长丝在纱线中心,而全聚纺的纱线可以很明显看出不锈钢长丝和氨纶长丝在纱线边缘,即包覆效果明显差于全聚赛络纺。
复合纱线中芯线比[10]会在一定程度上影响纱线的包覆效果和双芯纱的特色优势,全聚赛络纺在纺纱时,两根粗纱经过牵伸之后分布在芯丝的两侧,且内外应力结构稳定,更有利于纱线成形时其均匀地包覆在芯丝外侧。
2.3.3 成纱质量
测试全聚赛络纺和全聚纺纺制的不同双芯纱品种的成纱质量指标如表2所示。
由表2可知,通过全聚赛络纺形式纺制的三种纱线的断裂强力、断裂强度、伸长率、条干CV值等纱线质量指标总体来看优于全聚纺生产的纱线,3 mm以上有害毛羽根数明显少于全聚纺纱线。
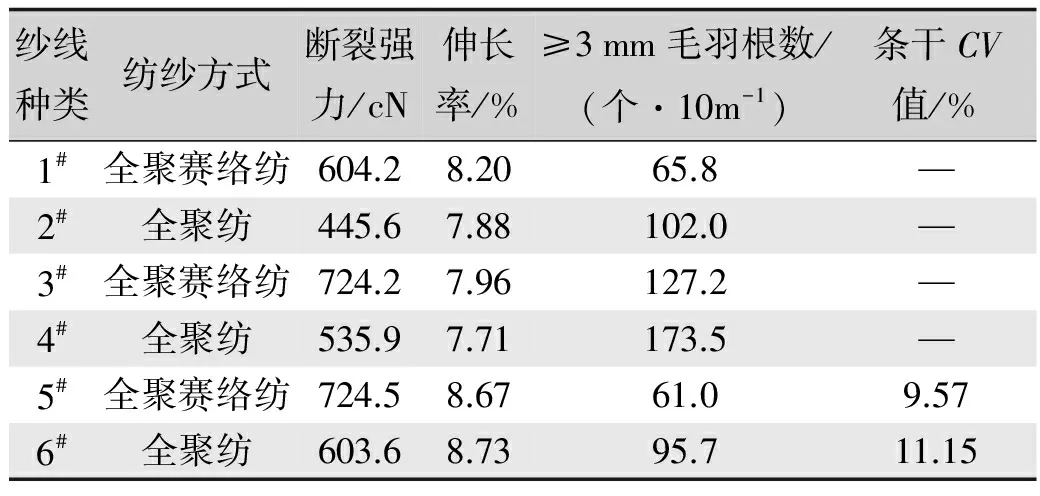
表2 纱线性能指标Tab.2 Performance indexes of yarn
全聚赛络纺纺制的双芯纱中棉纤维对于纱线中心轴的平行伸直度要比全聚纺双芯纱好,外包棉纤维对整个纱体的抱合力更加集中,可有效减少纱线强力弱环数量,强捻纱条的动态强力较好,纱体结构更为紧密。所以受到拉伸时纤维整体的强力利用率较高,纱线的断裂强力和伸长率比全聚双芯纱高,条干不匀率低。在内包不锈钢和氨纶长丝时,由于不锈钢长丝表面光滑,外包纤维不易向中心聚集,因此3 mm以上有害毛羽根数相对更多。
3 结 语
通过在全聚纺装置上加装数控双芯纱装置,设计实验方案并进行测试分析,得出以下结论:通过全聚赛络纺纺制的双芯纱,纱线中外包棉纤维先弱捻聚集后强捻包覆,紧密地包覆在两根芯丝的周围,相比全聚纺纱线的纱体结构更加稳定,包覆效果更好,纱线断裂强力、伸长率、条干不匀率等纱线质量指标更好,可更好地满足市场需求。
采用赛络纺形式,在加装数控双芯纱装置的QFA1528型全聚纺细纱机上纺制的双芯纱纱体结构紧密,纱线质量稳定,不易出现露丝现象,因此全聚纺设备在双芯纱的生产应用上具有极佳的可行性和发展潜力。在满足企业生产质量和市场需求的同时,为开发更多高质量、高附加值的双芯纱新产品提供理论依据和设备支持。
[1]侯小伟,包晓佳,王勇,等.棉双丝包芯赛络纱的纺纱工艺优化[J].棉纺织技术,2013,41(8):41-43.
HOU Xiaowei, BAO Xiaojia, WANG Yong, et al. Processing optimization of cotton double filament core-spun Siro yarn[J]. Cotton Textile Technology,2013,41(8):41-43.
[2]王思顺,徐仁利,刘涛,等.双丝包芯纱的生产及在牛仔面料中的应用[J].棉纺织技术,2014,42(11):33-37.
WANG Sishun, XU Renli, LIU Tao, et al. Production of double filament core-spun yarn and its application in denim[J].Cotton Textile Technology,2014,42(11):33-37.
[3]谢春萍,高卫东,刘新金,等.一种新型窄槽式负压空心罗拉全聚纺系统[J].纺织学报,2013,34(6):137-141.
XIE Chunping, GAO Weidong, LIU Xinjin, et al. Novel complete condensing spinning system with strip groove structure[J]. Journal of Textile Research,2013,34(6):137-141.
[4]张晓娟,谢春萍,刘新金,等.全聚赛络包芯纱工艺优化[J].纺织学报,2015,36(7):28-35.
ZHANG Xiaojuan, XIE Chunping, LIU Xinjin, et al. Processing optimization of complete condensed spinning and Siro-spinning core-spun yarn[J]. Journal of Textile Research,2015,36(7):28-35.
[5]曹静,徐伯俊,谢春萍,等.空心罗拉式集聚纺包芯纱的工艺优化[J].棉纺织技术,2014,42(1):9-12.
CAO Jing, XU Bojun, XIE Chunping, et a1. Processing optimization of hollow roller condensed spinning core-spun yarn[J]. Cotton Textile Technology,2014,42(1):9-12.
[6]郑明霞.氨纶包芯纱“缺芯”及“露丝”的成因及对策[J].上海纺织科技,2001,29(6):15.
ZHENG Mingxia. Discussion on formation and solution to missed core or presented filament in polyurethane core-spun yarn[J]. Shanghai Textile Science & Technology,2001,29(6) :15.
[7]POURAHMAD A, JOHARI M S. Comparison of the properties of ring, solo, and siro core-spun yarns[J]. The Journal of The Textile Institute,2011,102(6):540-547.
[8]段永洁,谢春萍,王广斌,等.棉/不锈钢纱线针织物的电磁屏蔽性能研究[J].丝绸,2016,53(9):9-14.
DUAN Yongjie, XIE Chunping, WANG Guangbing, et al. Study on electromagnetic shielding property of cotton/stainless steel yarn knitted fabrics[J]. Journal of Silk,2016,53(9):9-14.
[9]刘连军,任英,李文敏,等.赛络纺包芯纱工艺试验与成纱结构分析[J].棉纺织技术,2005,33(9):5-8.
LIU Lianjun, REN Ying, LI Wenmin, et al. Analyses on technology test and yarn forming structure of siro spinning core-spun yarn[J]. Cotton Textile Technology,2005,33(9):5-8.
[10]KIM H J, YANG H W, ZHU C Y, et al. Influence of the core-sheath weight ratio and twist on the tensile strength of the ring core yarns with high tenacity filaments[J]. Fibers and Polymers,2009,10(4):546-550.
Effectcontrastofdouble-coreyarnbycompletecondensedSiro-spinningandcompletecondensedspinning
QUHuayang1,XIEChunping1,LIUXinjin1,2,WANGGuangbin3
(1.College of Textiles and clothing, Jiangnan University, Wuxi 214122, China; 2.Jiangsu Spcc-silk Co., Ltd., Suqian 223700, China;3.Xinjiang Tianshan Wool Textile Co.,Ltd., Urumqi 830054, China)
The double-core yarn is a new kind of composite yarn with short fiber and filament. In order to study the influene of cotton roving feeding methods on the covering effect and yarn quality of double-core yarn,364 dtex/83.3 dtex/44.4 dtex cotton/colored nylon/spandex,364 dtex/30 μm/44.4 dtex and 292 dtex/30 μm/44.4 dtex cotton /stainless steel/spandex double-core yarns were spun by complete condensed Siro-spinning and complete condensed spinning respectively. Then, the covering effect and quality of the yarns were tested to analyze to explore the roving feeding method suitable for double-core yarn. The results indicate that the mechanism and yarn structure of double-core yarns are different in different roving feeding methods. The performance and covering effect of double-core yarns spun by complete condensed Siro-spinning are better, so it can better meet market needs.
double-core yarn; complete condensed spinning; Siro-spinning; covering effect; yarn quality
TS104.16
A
1001-7003(2017)10-0024-05 < class="emphasis_bold">引用页码
页码: 101105
10.3969/j.issn.1001-7003.2017.10.005
2016-12-28;
2017-08-31
江苏省博士后科研资助计划项目(1501146B);中国博士后科学基金项目(2015M581722);江苏省自然科学基金项目(BK20151359);江苏省科技成果转化项目(BA2014080);纺织服装产业河南省协同创新项目(hnfx14002);广东省产学研项目(2013B090600038);江苏高校优势学科建设工程资助项目(苏政办发〔2014〕37号);江苏省产学研前瞻性联合研究项目(BY2016022-27);新疆自治区重点研发计划项目(2016B02025-1)

