大型炼厂芳烃罐区油气回收设施改造方案综述
2017-10-13宋莹中石油云南石化有限公司云南安宁650300
宋莹(中石油云南石化有限公司,云南 安宁 650300)
大型炼厂芳烃罐区油气回收设施改造方案综述
宋莹(中石油云南石化有限公司,云南 安宁 650300)
活性炭吸附+冷凝+膜工艺是自主开发并申报国家发明专利的新一代高效节能产品,根据云南石化现状能有效回收油气资源,推荐采用活性炭吸附+冷凝+膜工艺对废气进行净化治理。通过优化设计,确保废气治理装置高效、平稳、安全运行。
节能;优化;油气回收
1 项目背景
根据发布2015年7月1日执行的《石油炼制工业污染物排放标准》对标纪要要求和云南炼油项目1300万吨∕年环评报告对苯、甲苯、二甲苯和非甲烷总烃排放指标的要求,确定了产品罐区苯罐、混合二甲苯罐增加油气回收设施[1]。
中石油云南石化现有10000m3的苯储罐两个,5000m3的二甲苯储罐三个,均采用氮封措施。根据调研经验及云南石化生产现状,卸油过程中会造成部分的油气排放,直接排放对大气环境和工作环境造成环境污染,同时造成不必要的油气资源损失。为有效回收油气资源,推荐采用“吸附∕冷凝∕膜”工艺对废气进行净化治理。通过优化设计,确保废气治理装置高效、平稳、安全运行。装置规模按300m3∕h进行设计。
2 工艺说明
2.1 工艺原理
油气回收装置主要由油气收集管线、活性炭吸附提浓单元、冷凝单元、分离膜单元、以及控制部分组成。
本装置是自主开发并申报国家发明专利的新一代高效节能产品。其工作原理为混合气(烷烃、烯烃、芳烃、醋酸类、酮类、醚类、醇类、卤化碳氢化合物等的有机气体与氧气、氮气、二氧化碳、一氧化碳等的常规气体的混合气)首先进入吸附单元,吸附有机物后,洁净的空气直接排放,解吸的气体通过冷凝,其含有的有机组分凝结为液态[2];而不凝气体经过非多孔性橡胶态高分子气体分离膜,利用膜后真空泵抽真空作为分离动力,依靠分离膜对不同气体具有不同的透过速度,不凝气中的有机气体比空气更优先的通过膜,使得有机气体与空气分离。膜组件透余侧气体为低浓度的气体,返回吸附富集单元进行复叠处理,而富集的有机气体经真空泵输送至冷凝回收单元入口复叠液化回收。
2.2 工艺设计方案调整
储罐可以仅安装1台已安装的的呼吸阻火阀PROTEGO®VD∕TS-300-IIB3作为二级保护,储罐上的另个DN300管口改造用于安装气相回收所需的管道呼吸阀(吸入端配有管端爆燃型阻火器)和管道爆轰阻火器作为一级保护,回收系统背压0.6kpa。
2.2.1 浮顶罐罐区的改造
常压内浮顶油罐改造是将油罐密闭后,改装呼吸阀,并由呼吸阀下接三通接出排气管。接入集气总管,进入GVR系列油气回收系统,回收液由GVR设备输送回油罐,达标气体排放。每条支管均安装千帕表、阻火器、单向阀、手动阀及水封,如下图所示:
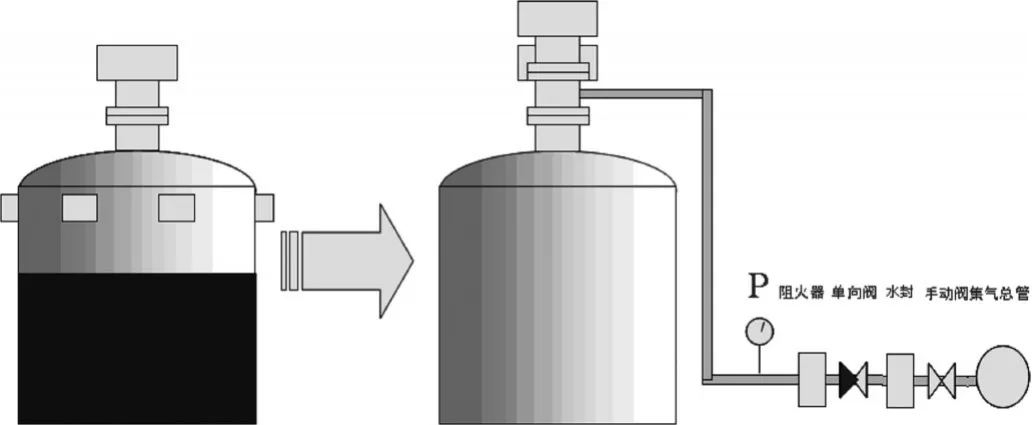
图一内浮顶罐改造示意图
2.3 工艺流程简述
以下结合工艺流程附图对装置工艺过程进行说明[3]。当进气管道上的气体压力探测器检测排放气压力大于设备开启压力时,系统自动运转并将根据油气排放的大小自动调节运行状况,混合气首先进入吸附富集单元,有机气体分子被活性炭微孔捕捉,洁净的空气直接排放,被吸附的气体通过真空泵抽真空解吸处理,解吸出来的高浓度油气进入液化回收单元,气体首先通过预冷器,通过的气体大约会有15℃的温降,预冷器中的不凝气进入冷凝器被冷却6.5℃(苯的熔点为5.5℃),在冷凝器中有机气体的分压将大大超过其相应的饱和蒸汽压而液化,大约30-60%有机组分(根据介质有所不同)冷凝成液回收;不凝气体作为冷源进入预冷器与解吸的气体换热后进入膜分离器进一步分离。膜分离器中渗透气富含有机气体组份由真空泵输送至液化回收单元入口复叠处理,透余气中有机气体浓度小于1%,再进入吸附罐吸附从而达到排放标准排放,两个吸附罐根据吸附时间自动切换吸附及脱附运行状态,解析气体通过真空泵回到液化回收单元入口复叠液化。当无排放气时,回收系统自动停止运转,其中制冷压缩机根据蓄冷水箱中的温度自动开启。
2.4 工艺技术特点
2.4.1 设备性能可靠
2.4.2 自身安全性高
所有电气、仪表、元器件及控制系统均按国家石化行业相关标准进行防爆设计、选型,确保在易燃易爆气体危险环境下安全运行。
2.4.2 工艺成熟、简单可靠
工艺根据入口气体浓度比较低的特点,在流程上采用了吸附法提浓油气和排放把关、冷凝作为液化回收手段,降低了整体装置能耗。
2.4.4 恒温蓄冷技术
采用恒温蓄冷技术,油气温度及时、精确地控制设计温度,使得冷凝单元可以实现高效、不间断、稳定地运行。
2.4.5 回收物直观、洁净
不需要吸附剂或吸收剂,油气及回收的液体成分只与金属材料接触,洁净无污染。
2.4.6 复叠优势
各单元工艺复叠的方法集成各单元方法之所长、摒弃单元方法之所短,工艺更加合理、能耗分配更低,效率更高,是目前最合理的油气治理工艺。
3 结语
为满足2015年7月1日执行的《石油炼制工业污染物排放标准》要求和云南炼油项目1300万吨∕年环评报告对对苯、甲苯、二甲苯和非甲烷总烃排放指标的要求,采用芳烃罐组混合二甲苯罐和苯罐增加油气回收设施的方式,控制项目的对苯、甲苯、二甲苯和非甲烷总烃排放指标是可行和节省投资的调整方案。
[1]加油站油气回收技术的难点及有效方法【J】.石油商技,2004,(3):23-25
[2]赵广明,赵光耀.储运油气回收问题的探讨.炼油设计,2001,31(8):53-56.