基于特征频率自动识别的机床振动分析*
2017-09-27刘成颖刘辛军
张 智,刘成颖,刘辛军,张 洁
(1. 清华大学 a.机械工程系;b.精密超精密制造装备及控制北京市重点实验室,北京 100084;2. 海军航空工程学院 飞行器工程系,山东 烟台 264001)
基于特征频率自动识别的机床振动分析*
张 智1a,2,刘成颖1a,1b,刘辛军1a,1b,张 洁1a,1b
(1. 清华大学 a.机械工程系;b.精密超精密制造装备及控制北京市重点实验室,北京 100084;2. 海军航空工程学院 飞行器工程系,山东 烟台 264001)
在精密超精密加工中微小的振动都会影响机床的加工精度。为了有效减小或抑制振动,在线提取、分析和辨识振动是十分必要的。文章基于傅立叶变换,提出了频域自动识别的方法。该方法首先获取由转速引起的振动频率,再利用该频率分析振动信号中是否含有其他振动源,从而实现振动的在线辨识,并通过机床空转实验和加工实验进行验证。实验结果表明:该方法提取出的振动频率准确,可应用于加工的振动在线辨识与分析。
振动频率;自动识别;振动;傅立叶变换
0 引言
切削加工过程中的振动,会导致材料去除率减小,表面质量变差和刀具磨损加剧[1]。机床的振动主要包括自由振动、强迫振动和自激振动。自由振动通常可以忽略,强迫振动来源较多,主要由主轴转动引起,自激振动是机床加工中产生的不稳定现象[2-3]。
自激振动也称为颤振,普遍存在于金属切削中,严重危害机床的加工精度[4-5]。一直以来,大量的研究是关于颤振的分析和抑制方法,并取得了较好的抑制结果。为了有效地监测和控制振动,国内外很多学者做过关于颤振信号的监测、分析和诊断方面的研究。其中,颤振信号的分析方法中,最主要的是频域和时频域的分析,包括傅立叶变换、短时傅立叶变换和小波分析等[6-7]。
相对于不稳定的颤振,强迫振动相对小,振动没有那么严重的[8]。因而强迫振动很少被关注,相对的研究较少,但在精密超精密加工中微小的振动都会影响机床的加工精度。特别是当强迫振动频率靠近机床结构固有频率时,强迫振动强度增大,若此时振动不能很好的被控制,将使工件的表面质量变差。在线分析和研究强迫振动对进一步提高机床加工质量具有重要意义[9]。
针对机床稳定加工过程中的振动,主要是由断续切削力和主轴回转引起的特点,设计了一种振动信号自动识别的算法。该算法基于傅立叶变换,能够自动提取频域信号中由转速引起的振动频率,筛选出其他振动来源。它既具有良好的实时分析能力,又能够自主完成振动辨识。首先给出频域自动识别的算法,然后利用机床空转实验验证算法的准确性,最后将其应用于机床稳定切削中,进行振动频率提取和分析。
1 频域自动识别算法
机床加工振动的监测与分析,是基于机床振动信号展开的。采用加速度传感器,可获取主轴振动的加速度信号,从而反映加工过程中的振动。机床在稳定切削时,强迫振动作为主要的振动形式,主要由加工过程中的断续切削力和转动零部件的不平衡引起,其振动频率与主轴转动频率直接相关。
短时傅立叶变换可写为:
(1)
其中,{x(m)}为加速度时域采样序列,{Yn(k)}为变换后的频域序列,k=0,1,2,…,N-1,N为分析点数,w(t-m)为窗函数序列,t为时间。当t改变时,窗函数发生时移,即截取的时域信号发生改变。
通过式(1),对时域信号进行变换,获取频域序列{Yt(k)},再进行自动特征的提取,是该识别算法的关键。首先,对任一时移内的频域系列,设定其幅值的阀值,滤去不需考虑的频率,从而选定该频域序列内的有效频率{fi},i=1,2,…,n进行特征频率辨识。
构造统计函数:
(2)
(3)
取选定后的有效频率,其总个数为n,计算相邻间隔序列{dfj},j=1,2,…,n-1。以dfj为基频,利用构造统计函数式(2)和式(3),统计间隔序列中符合要求的总个数Zj1以及对应的总偏差Ej1分别为:
同理,以dfj为基频,在选定有效频率序列{fi}中,统计符合要求的总个数Zj2以及对应的总偏差Ej2分别为:
以max{Zj1,Zj2}为第一判定条件,min{Ej1,Ej2}为第二判定条件,选出最合适的频率间隔值dfj,作为初步选定的特征频率。
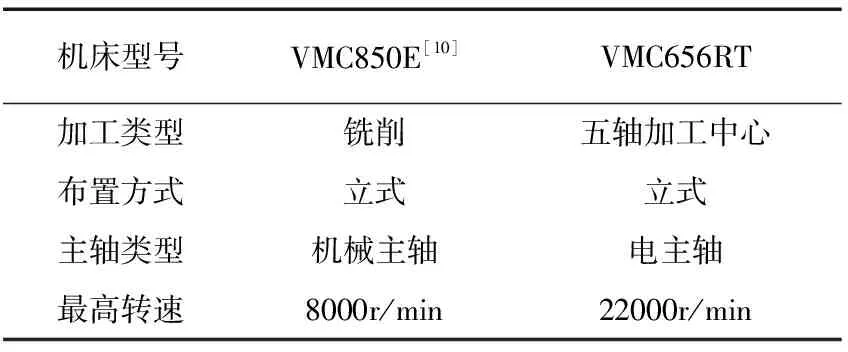
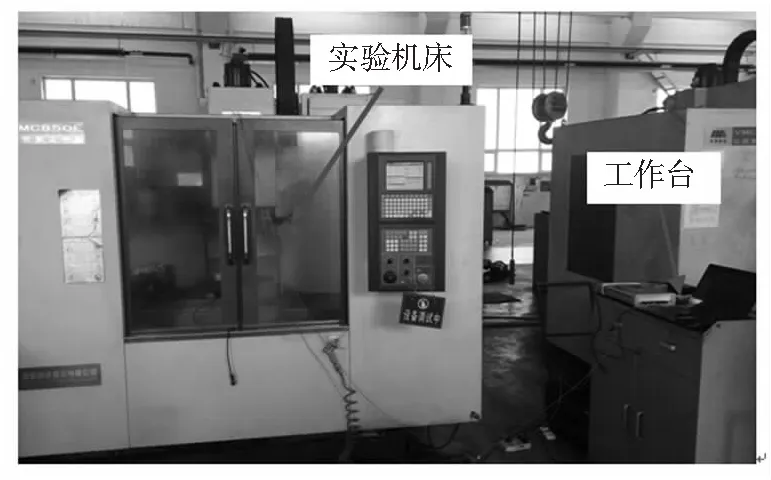
事实上,由于分辨率的原因,无论是频率序列和频率间隔序列,都存在偏差。在初步确定特征频率dfj后,选择搜索范围如fm∈[fmin,fmax],且fmin 试验分为机床空转和稳定切削两种状态。空转试验可在主轴全转速范围内进行,用以验证上述频率自动识别算法的正确性;切削试验,选定若干切削条件,改变切削转速,采用上述频率自动识别算法,对机床振动进行分析。 本次试验采用PCB 356A16通用型三轴加速度传感器获取主轴加速度信号,数据采集设备采用北京东方振动和噪声技术研究所研发的INV3018CT 高精度USB采集仪。为较好地验证特征频率识别算法的适用性,选择两台机床作为试验对象。该机床位于某工作车间内,周围环境较为复杂,各类机床和设备处于运行状态。试验机床的主要参数如表1所示: 表1 试验机床主要参数 试验整体布置如图1所示,图2为数据采集设备和计算机,图3为传感器的布置方案。 图1 试验整体 图2 数据采集设备和计算机 图3 传感器布置 机床空转试验,每隔约30s进行一次调速,信号采集系统以5120Hz的采样频率,在每个转速下约采集30s信号。理论上,转速n与转速对应的频率f呈比例关系,即:f=n/60。 分别提取两台机床所有转速下的加速度信号,取转速稳定阶段任一1.6s的时长数据,共计N=8192个点的数据进行分析。图4和图5所示,分别是获取的加速度信号利用本文提出的频域识别算法识别的特征频率的结果。 图4 VMC850E识别结果 图5 VMC656RT识别结果 从VMC850E的识别结果来看,转速与频率基本呈线性,理论频率和识别频率的相对偏差较小,最大偏差出现在400r/min,偏差为2.15%,整体偏差较小。而VMC656RT的识别结果,相对偏差最大出现在2400r/min,仅为0.57%,整体偏差相对偏大。识别偏差的出现主要是由于频率分辨率导致的。这是因为短时傅立叶变换的窗函数受到不确定准则的限制,时间和频率分辨率不能同时最优。在选定分析时长后,频率分辨率就确定了。 另外,由于两台机床型号不同,所配置的主轴类型不同,在正常空转时,振动情况也不相同。在同样转速下,配置机械主轴的VMC850E机床的振动强度要高于配置电主轴的VMC656RT机床,图6所示为各转速下对应的总能值。在相同强度的外界振动干扰下,对VMC850E机床的振动分析的干扰程度相对较小,从而导致了该机床整体的识别准确度较高。 图6 机床振动总能量比较 在VMC850E机床上,安装直径为18mm、材料为高速钢的两齿铣刀,对铝块进行切削加工试验,如图7所示。切削方式为侧面立铣,轴向切深为5mm,径向切深为0.4mm,进给速度为0.3mm/齿,切削转速分别为1000、2000、3000和4000r/min。切削试验过程中,在不停止加工的情况下,调整转速。 图7 切削加工 图8 采集的切削时域加速度信号 图8所示为侧面立铣采集的切削时域加速度信号,与切削试验中,不同转速切削的各个主要状态相对应,分别为1000r/min主轴空转,1000、2000、3000和4000r/min切削加工,4000r/min主轴空转。采用频域自动识别算法,每隔2s对图8所示加速度信号,进行一次数据识别分析,提取主轴运行中的特征频率。图9中,星号标记点为特征频率识别的结果,可以明显发现4个阶段,各阶段频率分别为16.67、33.33、50和66.67Hz,与转速相对应,并与实际运行曲线吻合。这进一步验证了频域识别算法能够对特征频率进行自动识别。 图9 频域特征识别和能量之比计算 利用提取的特征频率,获取与特征频率及其倍频对应的功率谱,计算能量比,如图9曲线所示。其中5个拐点值分别对应了1000r/min空转转换为切削,1000r/min切削调整为2000r/min切削,2000r/min切削调整为3000r/min切削,3000r/min切削调整为4000r/min切削,4000r/min切削转换为空转。无论是切削阶段还是空转阶段,由特征频率计算出的能量都较为稳定,这说明在运行过程中,主要为刀齿通过所引起的强迫振动的能量,未出现其他明显的强干扰加工过程的振动。而状态切换处的能量之比的变化,主要是由于不同状态变化,特征频率面临交替,振动中同时包含交替前后的,并且振动的总能量值发生变化,导致提取的特征能量比发生变化。 另外,利用频域自动识别算法,可将频域分析中,幅值较大的频域成分进行提取,用识别出的特征频率,筛选出主轴运行过程中出现的其他频率成分。图10所示,圆圈标记点对应的是在该时间段,主轴振动出现的非转速引起的振动频率,该频率的振动具有一定的强度,应当加以重视和分析。 图10 非特征频率筛选 机床主轴的振动对加工有着重要的影响,在线提取主轴振动的信号,进行自动分析,为进一步实现主轴振动的在线监测与预警奠定基础。 本文基于傅立叶变换,将该变换后的特征提取和识别进行程序化,形成具备自动辨识的识别算法。该识别算法基于主轴的加速度信号,既可用于分析主轴空转时的振动,提取由转速和非转速引起的振动,也可对加工状态下的主轴振动进行在线分析,辨识机床运行的阶段和状态,分析机床的振动成分。 通过机床空载试验,初步验证该算法具备自动识别和提取特征的能力。在机床稳定切削试验中,应用自动识别算法进行在线特征提取。试验结果表明,自动识别算法具有较好的适用性,对基于转速的特征频率提取准确性高,有利于振动信号在频域上的自动分析。 [1] H Moradi, F Bakhtiari-Nejad, M R Movahhedy.Tuneable vibration absorber design to suppress vibrations: An application in boring manufacturing process [J]. Journal of Sound and Vibration, 2008, 318(1-2): 93-108. [2] Guillem Quintana, Joaquim Ciurana. Chatter in machining processes: A review [J]. International Journal of Machine Tools & Manufacture, 2011, 51(5): 363-376. [3] M Siddhpura, R Paurobally.A review of chatter vibration research in turning [J]. International Journal of Machine Tools & Manufacture, 2012, 61(1): 27-47. [4] Guillem Quintana, Joaquim Ciurana, Ines Ferrer, et al.Sound mapping for identification of stability lobe diagrams in milling processes [J]. International Journal of Machine Tools & Manufacture, 2009, 49(3-4): 203-211. [5] Yao Zhehe, Mei Deqing, Chen Zichen. On-line chatter detection and identification based on wavelet and support vector machine [J]. Journal of Materials Processing Technology, 2010, 210(5): 713-719. [6] 钱士才, 孙宇昕, 熊振华. 基于支持向量机的颤振在线智能检测[J]. 机械工程学报, 2015, 51(20): 1-8. [7] 王金福, 李富才. 机械故障诊断的信号处理方法:频域分析[J]. 噪声与振动控制, 2013, 33(1): 173-180. [8] Chao-Yu Huang, Jiunn-Jyh Junz Wang. A pole/zero cancellation approach to reducing forced vibration in end milling[J]. International Journal of Machine Tools & Manufacture, 2010, 50(7): 601-610. [9] 黄子凌, 刘成颖, 李铁民. 基于EAKI辨识策略的机床振动试验研究[J]. 组合机床与自动化加工技术, 2016(2): 43-46. [10] 张福, 张智伟, 冯宝忠. 基于VMC850E型机床颤振仿真建模及模态分析[J].机床与液压,2014, 42(9): 91-94. (编辑李秀敏) AnalysisofMachineToolVariationBasedonAutomaticIdentificationCharacteristicFrequency ZHANG Zhi1a,2,LIU Cheng-ying1a,1b,LIU Xin-jun1a,1b,ZHANG Jie1a,1b (1 a. Department of Mechanical Engineering;b. Beijing Key Lab of Precision/Ultra-precision Manufacturing Equipment and Control, Tsinghua University, Beijing 100084,China;2. Department of Aircraft Engineering, Navy Aeronautical Engineering Academy, Yantai Shandong 264001,China) Vibration will affect the accuracy of cutting in precision and ultra-precision machining. In order to reduce or suppress the vibration effectively, it’s necessary to extract, analysis and recognize vibration. Based on the Fourier transform, this paper presents an algorithm for automatic identification in frequency domain. Firstly, the algorithm can obtain the vibration frequency caused by the rotational speed. And then the frequency can be used to analysis the vibration signal, which contains many sources of vibration, in order to achieve vibration identification online. All of this can be verified by the machine idle and processing experiments. Experiments results show that: the method extracts vibration frequency accurately, and can be applied to machine processing for identification and analysis of vibration. vibration frequency; automatic identification; vibration; fourier transform TH166;TG506 :A 1001-2265(2017)09-0009-03 10.13462/j.cnki.mmtamt.2017.09.003 2016-11-02; 2016-12-09 国家04科技重大专项课题(2013ZX04001021) 张智(1990—),男,南昌人,清华大学硕士研究生,研究方向为机床振动辨识与在线监测,(E-mail)z-zha14@mails.tsinghua.edu.cn;通讯作者:刘成颖(1960—),女,内蒙古包头人,清华大学副教授,研究方向为超精密加工工艺与装备、精密驱动与控制、CAD/CAM/CAPP,(E-mail)liucy@tsinghua.edu.cn。2 试验方案
3 频域自动识别算法验证
4 稳定切削的振动分析

5 结论