双层套管锻铣技术在环空带压弃井中的应用
2017-09-18李福明孙文化叶周明范丰年倪国胜齐安华
李福明孙文化叶周明范丰年倪国胜齐安华
1.中海油能源发展工程技术分公司; 2.中海石油(中国)有限公司天津分公司;3. 渤海钻探工程有限公司井下技术服务分公司
双层套管锻铣技术在环空带压弃井中的应用
李福明1孙文化1叶周明2范丰年1倪国胜3齐安华3
1.中海油能源发展工程技术分公司; 2.中海石油(中国)有限公司天津分公司;3. 渤海钻探工程有限公司井下技术服务分公司
中东波斯湾海域某探井出现环空带压,弃井期间多次尝试在气源层射孔挤注处理环空带压问题,未获成功。在气源层上部锻铣Ø244.475 mm与Ø339.725 mm双层套管,并在锻铣井段内注防气窜水泥塞,通过负压测试等证实了可以利用水泥塞实现对气源层的有效封隔。现场应用表明,环空带压井弃井作业中运用多层套管锻铣注水泥塞技术能够彻底解决射孔挤注难以处理的环空带压问题。
锻铣套管; 注水泥塞; 环空带压; 弃井
环空带压简称SCP或SAP,多由油套管泄露、固井质量差或井下温度效应导致水泥和套管界面胶结失效而形成[1],不仅破坏井筒完整性,弃井时也难以处理。中东波斯湾海域某探井出现环空带压,弃井作业时先后采用了在气源层射孔挤注和锻铣套管注水泥塞等措施来处理,效果较好。
1 井身结构及环空带压概况
Casing program and SCP summary
该井为高温高压气井,作业水深30 m,共6开井眼,依次钻遇新生界第三系,中生界白垩系、侏罗系、三叠系和古生界二叠系和泥盆系地层。该区域新生界主要为砂泥岩和碳酸岩;中生界主要为碳酸岩夹硬石膏,局部有泥页岩和盐岩层;目的层古生界二叠系和泥盆系主要为砂泥岩层。该井各层套管固井水泥返高至泥面,实钻井深及套管下深见表1。五开Ø311.15 mm井眼钻进期间发现Ø473.075 mm和Ø346.075 mm套管之间环空带压,压力缓慢增长,最高压力到7.58 MPa。通过井口放压控制环空带压压力不超过7.58 MPa,安全钻至设计井深。经综合分析认为气源是位于Ø473.075 mm套管鞋下方的碳酸岩地层。弃井时为处理环空带压多次尝试在气源层2 314.9~2 318.0 m处射孔挤注,试挤液密度1.32 g/cm3,最大挤注压力 16.55 MPa,当量比重 1.98,试挤不成功。

表1 井身结构及套管程序Table 1 Casing program
2 锻铣工具介绍
Introduction on milling tools
按弃井规范要求,锻铣带压套管至少30.5 m,并在锻铣井段注长度不少于91.5 m的水泥塞处理环空带压[2]。该井应锻铣Ø244.475 mm套管和Ø346.075 mm套管,锻铣上述2层高强度厚壁套管在世界范围内尚属首例,每层套管都包括锻铣开窗、铣进和清刮水泥3大步骤,分别使用不同的锻铣工具。
2.1 锻铣Ø244.475 mm套管工具
Milling tool of Ø244.475 mm casing
锻铣Ø244.475 mm套管使用常规锻铣工具CSM-1000,其结构示意图如图1。

图1 CSM-1000示意图Fig. 1 Schematic CSM-1000
CSM-1000锻铣工具可配备开窗刀具、铣进刀具分别如图2所示来进行锻铣开窗、铣进作业。
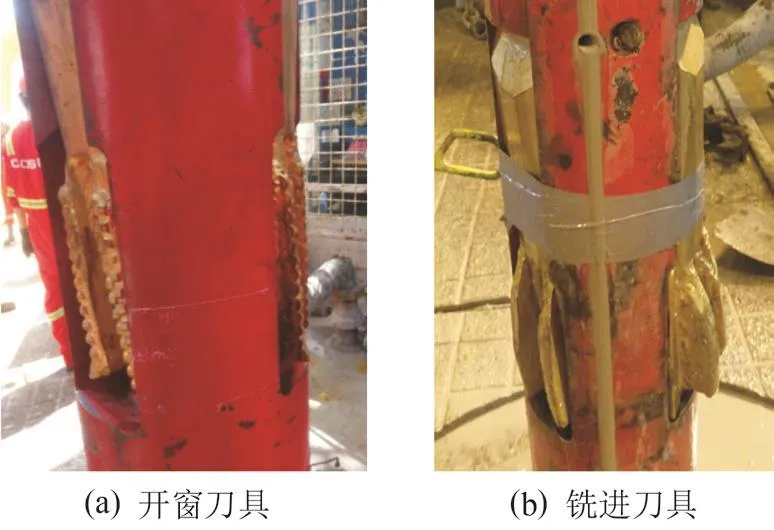
图2 CSM-1000锻铣工具配套开窗刀具和铣进刀具Fig. 2 The support window cutting tool and milling tool of CSM-1000 milling tool
锻铣完Ø244.475 mm套管后,清刮Ø346.075 mm套管内壁水泥与锻铣Ø346.075 mm套管后清刮水泥都使用Meudsa VSTM工具。
2.2 Meudsa VSTM工具
Meudsa VSTMmilling tool of Ø346.075 mm casing
锻铣Ø346.075 mm套管使用Meudsa VSTM工具,结构示意图如图3所示。该工具可更换与传动连杆相连的刀片和支撑臂,从而配备开窗刀具、铣进刀具、清刮水泥刀具(图4)来满足锻铣开窗、铣进和清刮套管内壁水泥作业需要。

图3 Meudsa VSTM工具结构示意图Fig. 3 Structural sketch of Meudsa VSTMtool

图4 Meudsa VSTM工具配套刀具Fig. 4 Support cutting blades of Meudsa VSTMtool
2.3 锻铣工具特色
Features of milling tool
CSM-1000为常规锻铣工具,其刀片和Meudsa VSTM工具刀片均采用特殊抗高温合金材质,内嵌正八边形金刚石齿,提高刀具抗磨损强度。该材质刀具克服了常规锻铣刀具易崩缺、本体变形、折断,铣进速度低、单只刀片进尺少[3]的问题。
Meudsa VSTM工具工作原理为液力推动本体内的活塞下行进而推动传动联杆使刀具随支撑臂张开,主要特色如下:
(1) 结构简单,刀具及下方扶正支撑臂为一个整体,随液力张开,扶正支撑臂紧贴套管内壁,自动扶正效果好,组合中无需另外安装扶正器,减少铣屑在扶正器处堆积的卡钻风险。
(2) 刀具采用多排刀片组合设计,每排3只短刀片。铣进时刀片自下而上逐排磨损,可避免只采用一组长刀片易引起的变形或折断,安装多排刀片可提高单次入井锻铣进尺。
(3) 工具本体内的活塞及上方的喷射短节均有喷射孔,冷却刀具和提供钻井液通道,还可安装不同尺寸水眼,增强水功率清洗效果。
3 现场应用
Field application
因射孔挤注处理环空带压失效,现场选择锻铣双层套管注水泥塞技术处理。首先锻铣37.8 m长的Ø244.475 mm套管和30.5 m长的Ø346.075 mm套管,再锻铣井段底部注256.6 m长的防气窜水泥塞,下RTTS负压测试验证水泥塞效果,合格。主要施工过程如下。
3.1 锻铣准备工作
Preparation for milling
为满足井控安全和锻铣铁屑上返要求,调整钻井液密度至 1.33 g/cm3,塑性黏度>14 mPa·s,屈服值YP>23 Pa,漏斗黏度FV>50 s。
3.2 锻铣Ø244.475 mm套管
Milling of Ø244.475 mm casing
(1) 组合开窗工具,如下:Ø212.725 mm 铣锥+变扣+Ø212.725 mm扶正器+Ø209.55 mm CMS-1000开窗刀具+Ø161.925 mm喷射短节(喷嘴12/32×3)+浮阀+Ø165.1 mm减震器+Ø165.1 mm钻铤×9柱+Ø127 mm加重钻杆×12柱。下钻至2 280.8 m处(校深)切割Ø244.475 mm套管,并继续向下开窗至2 282 m。
(2) 起钻至井口,更换为铣进工具组合:Ø212.725 mm铣锥+变扣+Ø212.725 mm扶正器+Ø209.55 mm CMS-1000锻铣工具(刀具张开最大尺寸为Ø279.4 mm)+Ø161.925 mm 喷射短节(喷嘴12/32×3)+浮阀+Ø165.1 mm减震器+Ø165.1 mm钻铤×9柱+Ø127 mm加重钻杆×12柱。下钻至2 282 m,铣进Ø244.475 mm套管至2 318.6 m。
(3) 起钻至井口,更换为刮铣钻具组合:Ø196.85 mm MEUDSA锻铣工具(刮铣刀具)+Ø196.85 mm 喷射短节(喷嘴 20/32×2,带浮阀)+Ø165.1 mm钻铤×3柱+Ø127 mm加重钻杆×12柱。下钻,2 314.3~2 283.8 m自下而上清刮Ø346.075 mm套管内壁。循环,起钻。
3.3 锻铣Ø346.075 mm套管
Milling of Ø346.075 mm casing
(1) 组合开窗工具。Ø196.85 mm Meudsa VSTM开窗刀具+Ø196.85 mm 喷射短节(喷嘴14/32×2,带浮阀)+Ø165.1mm减震器+Ø165.1mm钻铤×3柱+Ø127mm加重钻杆×12柱。下钻至2 283.8 m处(校深)切割Ø346.075 mm套管,并继续向下开窗至2 285.1 m。
(2) 起钻至井口,更换为铣进钻具组合。Ø196.85 mm Meudsa VSTM铣进刀具+Ø196.85 mm 喷射短节(喷嘴18/32×1+20/32×1,带浮阀)+Ø165.1 mm减震器+Ø165.1 mm钻铤×3柱+Ø127 mm加重钻杆×12柱。下钻并铣进Ø346.075 mm套管至2 314.3 m。
(3) 起钻至井口,更换为刮铣钻具组合。Ø196.85 mm Meudsa VSTM刮铣刀具(最大张开尺 寸 Ø508 mm)+Ø196.85 mm 喷 射 短 节(喷 嘴18/32×1+20/32×1,带 浮 阀)+Ø165.1 mm 减 震器+Ø165.1 mm钻铤×3柱+Ø127 mm加重钻杆×12柱。下钻,2 314.3 m~2 283.8 m自下而上清刮Ø473.075 mm套管内壁,循环,起钻。
锻铣上述2层套管的主要技术措施有:
(1) 工具许可范围内尽可能增大排量,提高钻井液携岩能力,控制铣进速度和监测返出铁屑的数量和形状,并正确处理阻卡问题[4]。
(2) 严密监测铁屑返出量并称重对比,结合锻铣进尺、纯锻铣时间、泵压和扭矩等参数来判断井眼及刀具状况。
(3) 每 铣 进 0.6~1.0 m 清 扫 稠 浆(漏 斗 黏 度FV≥110 s)携带铁屑,必要时停钻循环。
3.4 锻铣井段注水泥塞
Placement cement plug in milling window
(1) 坐桥塞于 Ø473.075 mm 套管内 2 312.3 m,设置机械屏障封堵气源压力,同时承托锻铣井段的水泥塞。起甩下桥塞工具。
(2) 下注水泥塞管柱至桥塞顶,管柱自下而上:Ø127 mm旋流短节+Ø127 mm钻杆+旋塞阀+旋转水泥头+旋塞阀+短钻杆。试压合格后,保持钻具旋转 20 r/min,注水泥塞(2 312.3~2 072.6 m),共计泵入13.4 m3,密度为1.98 g/cm3的水泥浆。
(3) 拆甩旋转水泥头等,缓慢起钻至2 072.6 m,循环并排放受污染的泥浆,降低排量在放多余的水泥浆。继续缓慢起钻至2 022.6 m处,候凝。
3.5 验证封隔效果
Veri fi cation of isolation effect
(1) 候凝36 h后,下钻探水泥塞塞顶,在2 076.6 m处遇阻25 kN。
(2) 循环排量3 785 L/min调整钻井液性能,出口密度 1.32 g/cm3,漏斗黏度 40 s,YP=10 Pa。
(3) 循环均匀后,通过录井监测钻井液中的气全量,气全量为0。
(4) 组合RTTS负压测试管串如下:Ø244.475 mm RTTS+循环短节+安全接头+Ø127 mm加重钻杆×9柱。下RTTS至1 982.1 m处,循环,向钻具内替入海水,造负压3.45 MPa,坐封RTTS于Ø244.475 mm套管内,负压测试。在钻具上安装压力表观测并记录压力表读数。因顶替进钻具内的海水在井筒内受热膨胀,钻具内压力上涨,通过定期记录压力数值,可发现在相同周期内压力上涨趋势明显降低,最大值逐渐减少。
根据零气全量和负压测试结果,可以认定锻铣井段的水泥塞封隔效果较好,成功封堵了气源。注水泥塞完成后的井身结构见图5。
4 结论
Conclusions
(1) 该井开创性地使用双层套管锻铣技术,从根源上成功解决了射孔挤注处理失败的多层套管环空带压问题,为环空带压井的弃井处置提供了解决方案和实践经验。
(2)依据气源地层深度选取锻铣套管位置是成功处理环空带压的必要条件。
(3) 锻铣套管作业周期长,风险较高,应优选锻铣工具和底部钻具组合。
(4) 注水泥塞的水泥浆体系应具有良好的防气窜和界面胶结性能,控制失水性能及泊松比。此外,应提高附加量以减少混浆,确保固井质量。

图5 锻铣套管注水泥塞后井身结构示意图Fig. 5 Schematic casing program after casing section milling and cement plug
(5) 建议在锻铣带压套管的底部坐弃井桥塞封隔气源及压力传递通道,设置机械封隔屏障,同时承托锻铣井段水泥塞。
[1] 齐奉忠,刘硕琼,袁进平.气井环空带压的原因分析及解决措施浅析:2008年全国固井技术研讨会论文集[C]. 2008:195-200.QI Fengzhong, LIU Shuoqiong, YUAN Jinping. Reason analysis & solution discussion of sustained annular pressure gas wells: Well Cementing Techniques Seminar 2008 [C]. 2008: 195-200.
[2] Qatar Petroleum Drilling Department. Suspension and abandonment of drilling operations manual[S].
[3] 樊晓萍,杨晓莉,汪友松,谭宁川.套管锻铣工艺技术研究[J].石油钻探技术,2002,30(4):23-24.FAN Xiaoping, YANG Xiaoli, WANG Yousong, TAN Ningchuan.Study on casing milling technology[J].Petroleum Drilling Techniques, 2002, 30(4): 23-24.
[4] 李群山.提高套管锻铣效率的途径[J].石油钻探技术,1999,27(4):17-18.LI Qunshan. Ways to improve section milling effciency of casing [J] . Petroleum Drilling Techniques, 1999, 27(4): 17-18.
(修改稿收到日期 2017-06-24)
〔编辑 薛改珍〕
Application of dual casing section milling technology to the abandoned wells with sustained casing pressure
LI Fuming1, SUN Wenhua1, YE Zhouming2, FAN Fengnian1, NI Guosheng3, QI Anhua3
1. EnerTech-Drilling & Production Co., CNOOC Energy Technology & Services Limited, Tianjin 300452, China;2. Tianjin Branch of CNOOC China Ltd., Tianjin 300452, China;3. Downhole Technology Service Ltd., CNPC Bohai Drilling Engineering Company Limited, Tianjin 300452, China
SAP (sustained annular pressure) was observed in a exploration well in Persian Gulf. And during its abandonment, perforation and cementing in the gas source layers was tried many times to kill the SAP, but no success is ever achieved. In this paper, the dual casing (Ø244.475 mm and Ø339.725 mm) in the upper part of gas source layers was milled, and gas block cement plug was set in the milled section. It is verifed by negative pressure test that cement plug can isolate the gas source layers effectively. Field application shows that multi-layer casing milling and cement plug technology can solve completely the SAP problem which cannot be dealt with by the conventional perforation and cementing technology.
Casing section milling; cement plug; annulus pressure; abandoned well
李福明,孙文化,叶周明,范丰年,倪国胜,齐安华.双层套管锻铣技术在环空带压弃井中的应用[J] .石油钻采工艺,2017,39(4):460-463.
TE243
A
1000 – 7393( 2017 ) 04 – 0460 – 04
10.13639/j.odpt.2017.04.012
:LI Fuming, SUN Wenhua, YE Zhouming, FAN Fengnian, NI Guosheng, QI Anhua. Application of dual casing section milling technology to the abandoned wells with sustained casing pressure[J]. Oil Drilling & Production Technology, 2017, 39(4):460-463.
李福明 (1984-),2007年毕业于长江大学机械设计制造及其自动化专业,主要从事海洋石油钻完井监督工作。通讯地址:(300452)天津市塘沽区渤海石油路688号海洋石油大厦B座B809。电话:022-25807552。E-mail:lifm2@cnooc.com.cn
