光纤激光切割机切割头关键技术及应用前景
2017-09-06朱鹏程董香龙
蔡 诚,朱鹏程,董香龙
(江苏亚威机床股份有限公司,江苏 扬州 225200)
光纤激光切割机切割头关键技术及应用前景
蔡 诚,朱鹏程,董香龙
(江苏亚威机床股份有限公司,江苏 扬州 225200)
介绍了激光加工技术国内外现状,重点说明了光纤切割头的功能部件及关键技术,并指出了切割头的发展方向和应用前景。
激光切割机;切割头;光纤;调焦;割嘴;非接触式电容传感器
以德国、美国、日本、意大利等为代表的少数发达国家主导和控制着全球激光技术和产业发展方向。欧美主要国家在大型制造业如机械、汽车、航空、造船、电子等行业中,基本完成了“光加工”时代。
随着全球制造业中心向中国转移,我国数控激光成套设备市场需求年增长速度达50%以上,经过多年的发展,激光技术及装备从无到有,已逐步形成一定的产业规模[1]。激光产业中的核心技术是制约我国激光行业快速健康发展的重要因素。打破国外技术垄断,实现进口替代是激光加工发展道路上的重要课题。
1 切割头的主要组成部分
激光切割技术是利用切割头将激光器发出的激光聚焦成高功率密度的激光,使照射的材料迅速熔化、汽化、烧蚀或达到燃点,借助与光束同轴的高速气流吹除熔融物质,从而将工件割开[2]。如图1所示。
切割头是激光切割机的重要组成部分,主要由光纤连接块、准直部分、聚焦部分、保护镜盒、本体、非接触式电容传感器、割嘴及控制系统组成。如图2所示。
光纤连接块:光纤导入切割头的接口部分,常见的有QBH接口、QD接口,还有QCS、RK接口等。
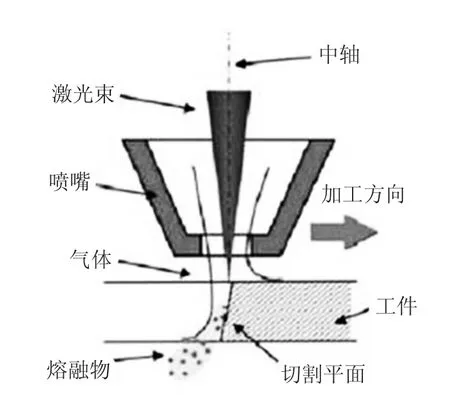
图1 激光加工技术原理
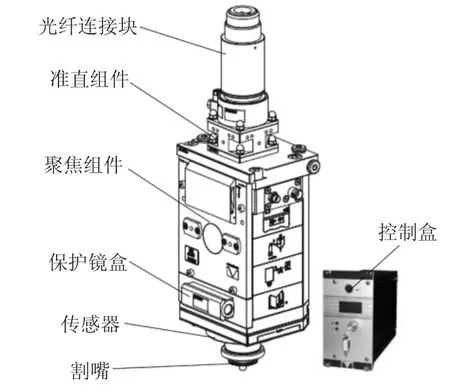
图2 切割头主要组成部分
准直组件:将出自光纤的发散光收敛起来,将其拉直或准直。准直组件还包括准直对中部分和水冷却部分。
聚焦组件:置于本体内,将准直后平行的激光束聚焦,切割工件。通过聚焦组件的调焦部分可以改变焦点位置,以满足切割不同材料和不同厚度板材的需求。
保护镜盒:用于将外界与切割头内部光路隔绝,保证光路密封,防止灰尘和杂质进入光路,延长光纤切割头的使用寿命。
传感器及控制盒:能使切割头与工件表面之间的距离长期、可靠地保持稳定,为获得最佳的切割质量提供保证。
割嘴:安装在切割头前端,是激光束和铺助气体的排出通道。辅助气体经过割嘴内腔后形成高速气流,将融熔材料吹走,达到切割的目的。
2 主要关键技术
2.1 光斑直径和焦深
如图3所示,把激光聚焦到焦点时,形成的光斑直径是计算被加工物上能量密度的重要数值,与激光切割质量有着重要联系。光纤的光斑直径取决于准直单元焦距、聚焦单元焦距、光纤芯径。

图3 光纤切割头光路原理图

以芯径100μm的光纤,准直100聚焦125为例,

如图4所示,焦点深度是指在焦点附近能得到与聚焦点处光斑直径大小基本相同光斑的范围,变化范围为±5%[3]。

式中:φ——入射于透镜的光束直径;
dFocus——光斑直径;

图4 焦点深度
λ——激光束的波长;
Zd——焦点深度;
BPP——光束参数乘积。
2.2 焦点调节
为使激光切割机切割板材精度高且断面光滑无毛刺,切割头的焦点控制非常关键。切割过程中,割嘴和工件间的距离约为0.5~1.5mm,可以看作一个固定值,这样就不能通过整体升降切割头的方式来调节焦点位置。
通常调焦有三种方法:移动聚焦镜调焦(F轴)、变曲率发射镜(VRM)调焦、准直调焦。
2.2.1 F轴调焦
如图5所示,F轴调焦就是改变聚焦镜的位置来改变焦点位置,聚焦镜下降,焦点位置就下降;反之,焦点位置上升。如果采用电机驱动聚焦镜上下运动就可实现自动调焦。

图5 F轴调焦
2.2.2 变曲率镜调焦
另一种调焦方法就是在光束进入聚焦镜之前放置一个变曲率发射镜,通过改变变曲率镜背面冷却水的压力来改变它的曲率,进而改变光束的发散状况,达到焦点上下移动的效果。当水压增加时,变曲率镜向外弯曲,平行光束经变曲率镜后变得发散,焦点位置向下移动(相对于零焦点);反之,光束变得收敛,焦点位置向上移动。如图6所示。
调焦控制过程是利用计算机系统通过光电检测系统和压力传感系统的反馈进行数据处理后,作为变曲率镜的输入控制信号输入计算机,对反馈的信号实时闭环监控,实现对光束质量和聚焦特性的自适应调控,达到调焦的效果。

图6 变曲率镜调焦
2.2.3 准直单元调焦与变焦
另外一种调焦方案是通过改变准直单元里的调节透镜来改变焦点位置。透镜在光轴上的位置可通过电机驱动,也可手动调节。
为了改变焦点位置,准直单元将沿着光轴方向(Z向)移动,这将导致光斑不再被准直。当准直单元向光纤端(Z轴正向)移动时,光束将变得发散,导致焦点位置将接近工件(向Z轴负向移动)。反之,光束变得收敛,偏离工件方向(向Z轴正向移动)。值得一提的是焦点位置发生变化时,光斑直径会略微变化。如图7所示。

图7 Z方向的聚焦位置
准直单元的透镜还可以改变准直焦距的方式移动,从而达到改变光斑直径(变焦)的效果。如图8所示。
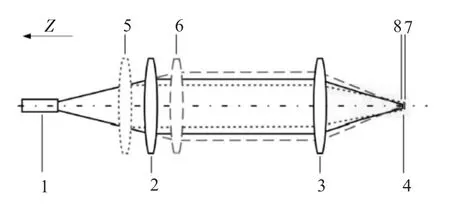
图8 光斑直径调节
根据光斑直径计算公式,当准直焦距变小时,光斑直径变大;反之,光斑直径变小。同样,光斑直径变化时,焦点位置也略微发生变化。
光斑直径调节(变焦)的应用意义主要体现在厚板穿孔和厚板切割。
脉冲穿孔时可以合理采用调焦和变焦技术,大大提高穿孔效率。
切割薄板时调小光斑直径,这样切缝窄,热输入少,能量密度高,熔融能力大,在高速切割中发挥重要作用。切割厚板时调大光斑直径,切缝宽度增加,有利于熔融金属顺利流淌;而且可以获得较大的焦深,切割断面垂直度好(即切缝坡度小),大大提高切割质量[4]。
一般而言,短焦距聚焦镜(小光斑直径)适用于薄板切割;长焦距聚焦镜(大光斑直径)适用于厚板切割,然而,通过变焦技术可以兼顾短焦距和长焦距的特点,使激光切割机无需人工干预地切割不同厚度和种类的板材,大大提高了生产率。图9是某切割头利用变焦技术实现不同板厚切割的实例。
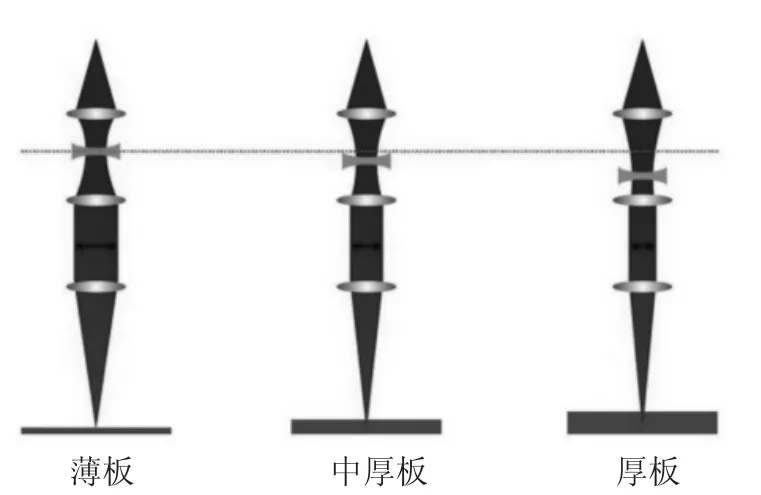
图9 变焦技术原理图
2.3 割嘴与传感器
2.3.1 割嘴
影响激光切割效率的关键因素之一就是切割头中割嘴的形状及其产生的流场特征。合理的辅助气体类型与流场不仅能提高加工能力,而且使热影响区限制在一个很小的范围内,保证加工质量。这不仅要求割嘴承载较高的气体压力,而且要求气体压力能全部转换为气体的动能将熔融金属和部分热量从切口中吹走。
随着切割板材厚度的增加,需要增加辅助气体压力,改善流场结构,把熔融金属尽快从切口中排出。一个品质优良的割嘴可以依据空气动力学原理利用割嘴内部结构消除气流场中的激波,使压力能全部转换为速度能,实现超音速出流,从而保证激光切割效率和切割质量[5]。
2.3.2 传感器
激光切割过程中,切割头与工件之间的距离是极其重要的因素,直接影响着切割质量。在切割过程中要避免切割头与工件突起处发生碰撞,造成割嘴、切割头或工件损坏,就必须在切割头上安装专门的传感器,自动检测到距离变化并依此自动调节,使切割头与工件的距离保持一定,从而保证切割质量稳定,增加过程安全性。如图10所示。

图10 高度自动调节示意图
切割头中用的传感器多为电容非接触式传感器,这种传感器结构简单、体积小、分辨力高、发热小,目前该类传感器的尖端技术主要掌握在美国、日本和该领域的龙头企业中,其中德国Precitec公司生产的LasermaticZ最为知名[6]。
3 发展趋势
随着激光切割机的日益发展,切割头的重要性越来越凸显。近年来自动调焦切割头的应用越来越广泛,其中德国Precitec最新产品Procutter采用准直镜调焦,该系列的自动调焦切割头颇受激光切割机制造商和客户青睐。为满足不同种料不同厚度板材加工的需求,切割头龙头企业(如IIVI-HIGHYAG和Precitec)纷纷推出调焦与变焦相结合的切割头,其中IIVI-HIGHYAG推出的BIMOFSC-MZ系列可独立设置焦点位置和焦点直径,其焦点位置可在+10~-30mm调节,放大倍数在1.2~3.2之间[7],在厚板切割中发挥重要作用,尤其是切割厚铝板或不锈钢厚板,切割断面得到保证;德国Precitec在2016年3月慕尼黑上海光博会上新推出Zoom激光切割头,亦可实现调焦与变焦相结合,旨在引领下一波市场趋势。
4 结束语
本文详细介绍了切割头的调焦和变焦技术以及发展趋势。随着钣金加工市场的快速发展,用户对切割头的要求越来越高,越来越多样化,促使切割头制造商不断提高质量、研发新产品,以满足客户的需求。
[1]唐霞辉.激光加工技术的应用现状及发展趋势[J].金属加工:热加工,2015,(4):16-19.
[2]洪 涛.激光切割头用电磁悬浮驱动器研究[D].沈阳:沈阳工业大学,2014.
[3]II-VI Infrared.Optics Catalog and Reference Guide[M].II-VI Incorporated,2016.
[4]金冈优.图解激光加工实用技术[M].北京:冶金工业出版社,2013.
[5]郭绍刚.激光切割中高压辅助气体流场分析与喷嘴结构改进[D].上海:上海交通大学,2008.
[6]李 明.激光切割头与工件距离检测系统的研制[D].哈尔滨:哈尔滨工业大学,2010.
[7]II-VI HIGHYAG.Technical specifications of BIMO-FSC Laser cutting head[M].II-VI Incorporated,2016.
Key techniques and application prospect of fiber laser cutting head
CAI Cheng,ZHU Pengcheng,DONG Xianglong
(Jiangsu Yawei Machine Tool Co.,Ltd.,Yangzhou 225200,Jiangsu China)
The current status of laser processing technology at home and abroad has been overviewed in the text.The functional parts and key techniques of fiber laser cutting head have been mainly introduced.The development direction and application prospect of laser cutting head have been pointed out.
Fiber laser cutting head;Adjustment of focal position;Adjustment of focal diameter;Nozzle;Non-contact capacitance sensor
TG485
A
10.16316/j.issn.1672-0121.2017.03.011
1672-0121(2017)03-0045-04
2016-12-09;
2017-03-05
蔡 诚(1970-),男,高级工程师,激光装备技术部副部长,从事激光类产品研发。E-mail:cai.cheng@yawei.cc
