折弯机三大件多层分体结构设计研究
2017-09-06吕毓军
吕毓军
(1.天水锻压机床集团有限公司 国家认定企业技术中心,甘肃 天水 741020;2.甘肃省制管设备自动化及信息化重点实验室,甘肃 天水 741020)
折弯机三大件多层分体结构设计研究
吕毓军1,2
(1.天水锻压机床集团有限公司 国家认定企业技术中心,甘肃 天水 741020;2.甘肃省制管设备自动化及信息化重点实验室,甘肃 天水 741020)
立柱、工作台和滑块是折弯机关键零件,其强度和刚性对机床精度影响至关重要。通过分析立柱、工作台和滑块的结构及受力状况,提出一种多层分体组合结构,代替整体焊接结构,降低单件外形和重量,达到便于加工、运输和安装的效果。通过实际使用验证得出多层分体结构是折弯机尤其是大吨位折弯机大件理想的结构方式。
折弯机;立柱;工作台;滑块;多层分体结构
折弯机是钣金行业工件折弯成形的重要设备,其作用是将钢板根据工艺需要压制成各种形状的零件。如图1所示为液压板料折弯机[1]结构示意图,主要由左右立柱、工作台、横梁组成机架,左右油缸固定在立柱上,滑块与油缸的活塞连接、沿固定在立柱上的导轨上下运动,下模固定在工作台上,上模安装在滑块下端,液压系统提供动力,电气系统给出指令,在油缸作用下,滑块带动上模向下与下模闭合实现板料的折弯。

图1 液压板料折弯机结构示意图
左右立柱、工作台和滑块(以下简称三大件)是折弯机的关键零件,三大件的重量之和占一台折弯机总重量的70%~80%。其强度和刚性直接决定机床的运行精度、使用寿命,以及工件的精度。大吨位折弯机三大件外形尺寸和重量往往超过公路和铁路运输限制,在平原地带超宽超重件运输相对容易,在山路或隧道超宽超重件运输费用则要占很大成本,甚至有时无法运输。为了解决此问题,研制了将三大件宽度分体或高度分体结构,对于分体后仍超限的零件在厚度方向分层设计,组装后的强度和刚性满足要求,达到便于运输和安装的目的。
1 三大件受力分析
1.1 立柱受力分析
折弯机立柱分左右对称两件,分别安装在机床的两侧,机床工作过程中折弯工件的反力通过工作台和滑块最终传递到立柱上,是机床主要受力部位。由于立柱为C形结构,如图2所示,立柱喉口部位产生向上和向下的与折弯力F相反的一对平衡内力,喉口产生变形[2],喉口深度C越大,喉口张开角α越大,喉口变形影响上下模合模时中心线不重合,导致工件成形后精度变差,由于立柱受力是疲劳变形过程,随着工作时间增加,立柱会产生永久变形。为了满足强度,立柱喉口宽度B要不断加宽,对于高精度折弯机还要满足刚度要求,喉口宽度B还要再加宽,结果是立柱总宽H增加,有些超出发货极限。
1.2 滑块与工作台受力分析

图2 喉口受力变形示意图
滑块安装在油缸的柱塞或活塞杆的下端面,工作台安装在左右立柱下端支撑球面上,两者均是直接参与工件折弯的关键零件,工作台和滑块的刚性直接影响工件成形后的角度和直线度精度[3],滑块与工作台均是简支梁受力[4],受力方向相反,因此只分析滑块受力情况。如图3所示,滑块受力以油缸活塞杆或柱塞连接面为支点,中间按工件长度承受均匀载荷。同吨位折弯机的滑块,变形量f大小与油缸中心距离L、滑块高度H、工件长短等因素有关,为满足强度或刚度要求,两油缸中心距离L越大或满负荷折弯工件长度越短,要求滑块高度H越高,有可能超出发货极限。

图3 滑块受力变形示意图
2 立柱结构设计
2.1 立柱前后分体结构
折弯机立柱根据不同吨位、不同喉口深度立柱宽度H取值都不同,吨位越大立柱越宽,对于同吨位机床喉口越深、立柱越宽。当立柱超出运输极限要求时采取分体或分层处理保证每个单件的重量和外形尺寸在运输极限内。如图4所示2500t喉口深度1600mm的立柱结构示意图,立柱总宽H分成立柱前部H1与立柱后部H2两部分,上下通过夹板相连,通过销轴进行定位,并有一定过盈消除间隙,中间由法兰螺钉连接,有预紧力矩保证前后两体成为一个刚性体。其中关键是分型面的选择,分型面最好选择在沿高度方向立柱没有拉长变形的截面,此时连接件如销轴和螺钉只受拉力作用的部位,受力合理,连接可靠。分型面靠前或靠后时,连接件的强度应取得更高。

图4 立柱前后分体结构示意图
2.2 立柱厚度分层前后分体结构
对于超大吨位折弯机,前后分体后,立柱前部的重量仍然超重超宽,无法正常运输,此时由于喉口深度限制,没法再进行前后分体,需要在厚度上分层组合。如图5所示3000t喉口深度1100 mm的立柱结构示意图,立柱前部分内侧和外侧两件,通过销轴定位,螺钉预紧连接,再与立柱后部连接,通过多排键定位,法兰螺钉预紧连接,使三者达到一个刚性体。三个件的单重都控制在运输极限内,便于运输和安装。
3 滑块和工作台结构设计
3.1 滑块分体结构
为了满足滑块的强度和刚性,折弯机吨位越大,滑块高度越高,同吨位折弯机,滑块越长,滑块高度越高。当滑块超出运输极限要求时采取分体或分层处理保证每个单件的重量和外形尺寸在运输极限内。如图6所示3600t滑块长度14000mm的结构示意图,滑块高度H分成滑块下体H1和滑块上体H2两部分,两端通过夹板和销轴定位并胀紧,中间用法兰螺钉预紧连接使上下两体成为一个刚性体。其中关键是上下分型面的选择,分型面选在滑块主体沿长度方向没有拉长变形的截面,此时销轴和螺钉只受拉力作用,受力合理,连接可靠。分型面靠下或靠上时,连接件的强度应取得更高。

图5 立柱厚度分层前后分体结构示意图
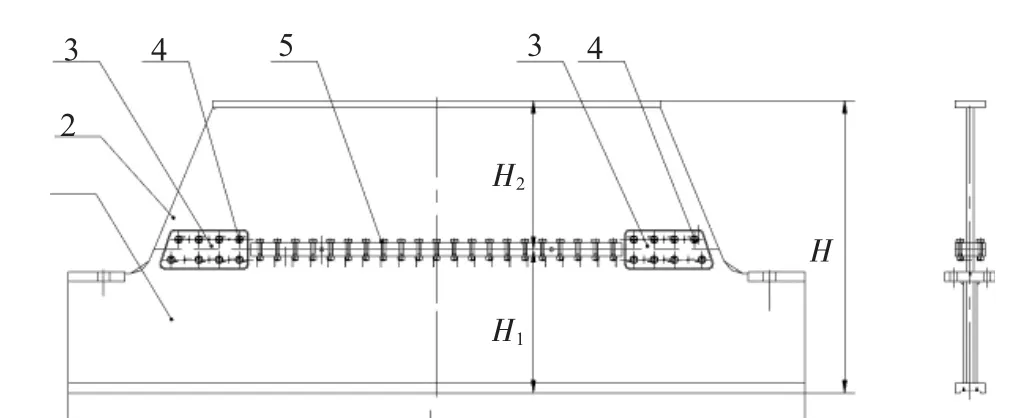
图6 滑块上下分体结构示意图
3.2 滑块厚度分层上下分体结构
大吨位长规格折弯机滑块上下分体后仍然超重,需要分体后再在厚度方向分层,达到便于运输和安装的目的。如图7所示3000t滑块长度14200mm的结构示意图,滑块由滑块下体前部、滑块下体后部和滑块上体三部分组成,滑块下体前部和后部通过销轴定位,前后法兰螺钉预紧连接,再与滑块上部连接,通过多排键定位,法兰螺钉预紧连接,使三者达到一个刚性体。
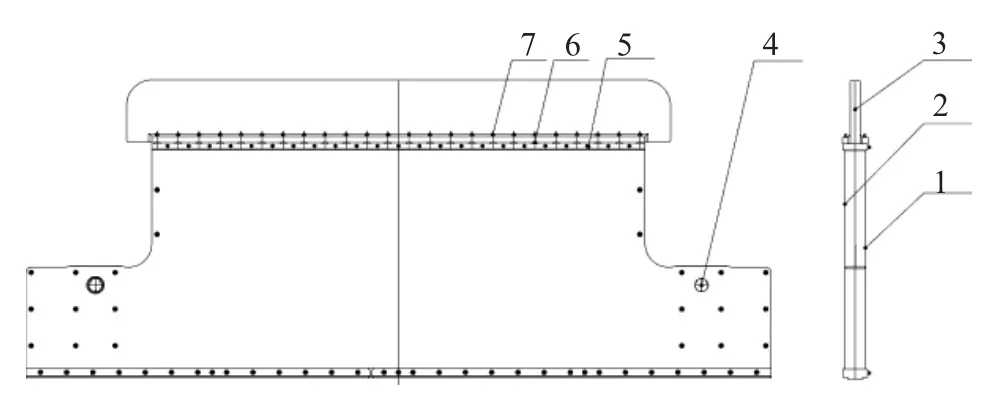
图7 滑块上下分体结构示意图
3.3 工作台分体结构
工作台根据机床结构分两种,如图8a所示为上下两体连接方式,此结构多用于长工作台或龙门式立柱的机型中,由工作台上体和工作台下体组成,分型面两端由夹板销轴定位和胀紧,中间通过锁紧螺钉紧固。如图8b所示为前后分体连接方式,此结构多用于C型立柱机型中,由工作台前体和工作台后体组成,由工作台与立柱连接的半圆块作定位,厚度方向通过前后连接螺钉预紧紧固。前后分体式无分型面问题,刚性要优于上下分体式,但工作台宽度受限于发货极限要求。
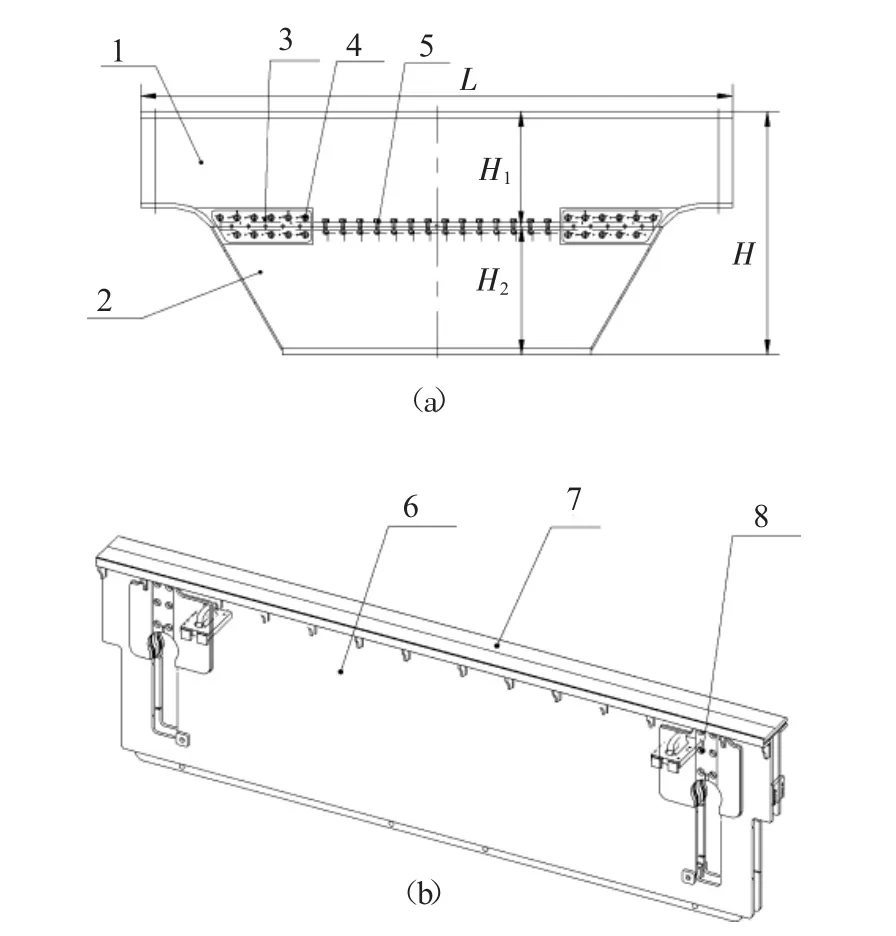
图8 工作台上下分体结构示意图
4 结束语
折弯机立柱、工作台和滑块三大件采用多层分体组合结构解决了大吨位长规格折弯机存在的整体零件无法运输和安装困难的各种问题。组合结构的单件主体板采用中厚钢板,材料的强度极限高,材料成本降低。组合结构的厚度比整体厚度增加,因此强度增加,稳定性更好,最后成形的工件精度更高。在2500t以上数控折弯机上使用多年,效果十分理想,可在大吨位折弯机结构设计中推广。
[1]JB/T2257.3-1999,板料折弯机 名词术语[S].
[2]帅长红.液压机设计、制造新工艺新技术及质量检验标准规范[M].北京:北方工业出版社,2006:114-116.
[3]GB/T 14349-2011,板料折弯机 精度[S].
[4]成大先.机械设计手册(第4版)[M].北京:化学工业出版社,2002:1-132.
Design and research of multi-layer separated structure for three key parts of press brake
LV Yujun1,2
(1.National R&D Center,Tianshui Metalforming Machine Tool(Group)Co.,Ltd.,Tianshui 741020,Gansu China;2.Key Laboratory of Steel Pipe-Making Automation and Informationization of Gansu Province,Tianshui 741020,Gansu China)
The uprights,working table and ram are the key parts of press brake,of which the intensity&rigidity influence the accuracy of machine.By analyzing the structure and force of uprights,working table and ram,a kind of multi-layer separated structure has been put forward instead of whole welding structure.It can reduce the overall size of single part as well as the weight in order to be easily fabricated,transported and installed.It is proved by practice that the multi-layer separated structure is the ideal structure of large parts for press brake especially for heavy duty press brake.
Uprights,working table&ram of press brake;Multi-layer separated structure;Easy for fabrication and transportation
TG315.5+4
B
10.16316/j.issn.1672-0121.2017.03.007
1672-0121(2017)03-0031-03
2016-11-09;
2017-01-21
国家国际科技合作专项资助项目(2015DFA71480)
吕毓军(1975-),男,高级工程师,国家级技术中心副主任,从事锻压机床及制管设备设计开发。E-mail:LVYJ2001@163.com
