消除回转体铸件转角缺陷工艺措施
2017-09-04暴赵鸿刘建民贺建科郝宝云
暴赵鸿,刘建民,贺建科,何 涛,郝宝云
(淮海工业集团有限公司,山西长治 046012)
消除回转体铸件转角缺陷工艺措施
暴赵鸿,刘建民,贺建科,何 涛,郝宝云
(淮海工业集团有限公司,山西长治 046012)
某回转体铸件在原铸造工艺生产状态下,铸件内壁转角处易产生铸造转角缺陷,废品率高达60%~70%.通过增设热节再改进后,调整了内浇道位置和浇注系统比例关系,彻底消除了铸件转角缺陷,实现了底注式无冒口铸造工艺,获得了品质良好铸件,铸造综合良品率达到94%以上。
转角缺陷;内浇道;热节;补缩
1 铸件结构
铸件内外形结构均为回转体,如图1所示,平均壁厚约16 m m,重量8 kg,材质为球墨铸铁。
2 验收条件
1)每批毛坯100%在铸件指定部位磨出小平面,做布氏硬度试验,球痕直径按0.1 m m的差值进行分级统计,取球痕最大值毛坯3件,分别在本体上均分1200车制机械性能试杆3根,每组2根做抗拉强度试验,另外一根备用,抗拉强度不小于400M Pa.三组中有一组机械性能不合格时,允许以同级球痕值双倍数量毛坯重车制新试杆复试,复试仍不合格,则该级球痕毛坯报废,另取球痕直径小于0.1 m m的毛坯试验,依此类推,直至合格为止;
2)从每批毛坯中随机抽取3件,击碎成数块,检验断口颜色和内部组织,不得有缩松、气孔、渣孔等铸造缺陷。不合格时,允许以同样数量击碎复试,复试仍不合格,则该批毛坯不合格;
3)合格毛坯经机械加工后100%进行液压试验,不得出现有渗漏水现象;

图1 铸件结构
4)最后进行重量验收。
3 原铸造工艺方案
砂型采用尿烷酚醛树脂自硬砂,砂芯采用热芯盒覆膜砂。根据铸件结构特点,铸件铸型全部放置在下砂型内,砂芯采用双芯头两端定位,定位准确度高,保证了铸件不会产生壁厚差。在铸造生产过程中,先后应用过两种铸造工艺方案[1]。图2为压边式铸造工艺,图3为底注式铸造工艺。

图2 压边式铸造工艺方案
3.1 铸件缺陷状态
在铸件击碎验收和机加后,唯一的铸造缺陷主要集中在铸件内壁R15转角的环形截面处,其他部位也有,但较少,铸造缺陷表现有两种形态:

图3 底注式铸造工艺方案
1)气孔类,根据出现的部位称为“转角气孔”,形状为蠕虫状、长针形、钉子形、晶间裂隙状等,目视特征亦是千姿百态,难以具体描绘,有的出现在铸件表面,有的延伸至铸件内部3 m m~7 m m深;
2)黑斑块类,出现在铸件内表面,外轮廓直径约有3 m m~5 m m,不规则,但界限分明,数量比转角气孔少。
因上述两种缺陷主要出现在同一部位,本文合并统称为“转角缺陷[1]”,如图4所示。铸件的转角缺陷在毛坯外观验收时,废品能占到20%左右,合格毛坯在机加过程中因转角缺陷完全暴露而产生的料废占60%~70%.
3.2 压边式铸造工艺方案应用范围
对于同类型铸件,重量4 kg、高度160 m m以下的铸件,采用压边式铸造工艺方案时,铸造良品率都在96%以上;对于重量在4 kg~8 kg、高度在160 m m~ 250 m m范围内的铸件铸造情况暂缺。对于重量在8 kg以上、高度在250 m m以上的铸件不适用。实践验证,由于芯子内角处受热作用强烈,芯砂大量发气,又不易排出,集聚到压力足够大时,就从最后凝固部位处(热节点)的表面突破,进入到铸件内部而造成气孔;而对于黑斑块二次氧化物是因为铸件较大,浇注过程中,铸件型腔较深,铁水产生紊流发生二次氧化造成的。
所以同类型铸件,因重量和高度不同,采用同一铸造工艺方案会带来完全不同的铸造效果。
3.3 原底注式铸造工艺方案
采用图3底注式铸造工艺方案后,经批量实际生产应用统计,对于转角缺陷控制比压边式铸造工艺方案效果明显,但从生产批次之间来比较,控制差异还是比较大的,证明底注式铸造工艺方案在实际铸造生产应用中可行,但浇注系统工艺参数设计不是最佳,造成了铸造控制适用范围小、难度大。

图4 转角缺陷实物照片
4 铸造工艺方案再改进
4.1 改进思路
经分析,底注式铸造工艺方案出现批次之间铸件质量波动,主要问题应当是出在内浇道的设计上。一是内浇道为单个,相对于回转体铸件来讲,安放的位置处于偏心状态;二是内浇道截面积过小。总体内浇道不利于金属液平稳充型和铸件凝固时均衡补缩。所以,在直浇道、横浇道工艺参数保留不变的条件下,扩大内浇道截面参数,将浇注系统改为全开放式。
4.2 毛坯改动
由于受原毛坯结构和壁厚的限制,无法在原毛坯上直接扩大内浇道截面,所以对毛坯进行了修改,如图5所示。毛坯壁厚保持了原底注式铸造工艺方案的设计思路和要实现顺序凝固的工艺技术[1],只是在铸件小端面进行了封闭设计,设计出了一个人造热节,将铸件变成了盲孔铸造,这样铸件的内浇道入口就可放置在铸件回转体轴线的中心位置,并且对内浇道的尺寸大小有了充分调整余地。
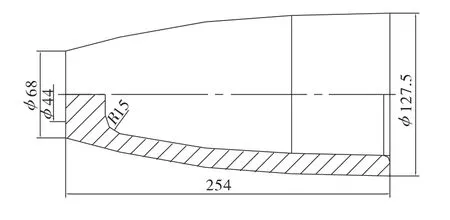
图5 毛坯结构修改图
4.3 再改进后的铸造工艺方案
砂型仍采用尿烷酚醛树脂自硬砂,热芯盒覆膜砂砂芯。再改进后的铸造工艺方案如图6所示,三维工艺如图7所示。

图6 改进后的铸造工艺图

图7 三维工艺图
虽然在铸件毛坯和内浇道连接处增加了一个人为制造的热节,只要铸件毛坯上设计的热节厚度适当,满足内浇道开设和浇注系统对铸件的补缩,在铸件毛坯或铸造工艺设计上增设人为热节还是可行的。
4.4 人造热节设计
设计人造热节只是铸造工艺中的一个过渡,有三个目的:一是有利于内浇道参数和位置调整;二是使铁水充型平稳;三是有利于对铸件凝固时进行均衡补缩。人造热节上的热节圆有一临界直径,临界直径大小的控制是一关键点,决定了人造热节对铸件凝固补缩铁水的供应量,只要保证人造热节凝固后于要补缩的铸件壁厚即可。热节圆小于临界直径时,达不到对铸件完全补缩效果,过大易造成浇注系统增大。当然还要考虑浇注系统对人造热节铁水的供给,浇注系统通道始终不能提前凝固断流,它的凝固要后于人造热节。内浇道截面要设计成圆形,有利于内浇道截面最小化,同时有利于配合整体工艺实现无冒口铸造工艺出品率的最大化。
在实际设计人造热节大小时,与浇注系统是一并考虑进行的,特别是内浇道长度控制在8 m m左右最佳,因为浇注系统还承担着补缩冒口的功能,内浇道是补缩的桥梁和切断的瓶颈,内浇道长度增加会带来自身截面积增大,相应也会带来直浇道和横浇道截面积的扩大,降低铸造工艺出品率。经过几次铸造仿真模拟和修改很容易确定铸造工艺参数,通过试制和生产对转角缺陷消除和补缩情况等验证后再进行工艺参数修定。
因为铸造工艺是开放式的,对于浇注系统没有明确的比例关系,只要浇注通畅,补缩效果好即可,经实际应用铸造工艺范围较宽。
4.5 砂芯定位和造型操作
毛坯改为盲孔后,砂芯变成了一端定位的吊芯,定位配合必定有间隙,再加上砂芯受铁水浮力的作用,砂芯很容易发生漂移偏离型腔中心轴线,使铸件产生壁厚差。所以在模具工艺设计上采取了如下措施:
1)模具设计分为上、下型,铸件产品部分全部放在下型,或部分在下型、另一部分在上型,根据铸件结构和砂型高度来确定铸件毛坯的分型面,最终结果是在上、下型模具上不设计砂芯定位芯头;
2)模具下型只设计有铸件毛坯的全部或部分外轮廓模形,当然还有部分浇注系统;
3)模具上型对应没有铸件毛坯或只设计有铸件毛坯的另一部分外轮廓模形,一箱可能是一个或多个铸件,但没有关系,但模具必须要有一定的高度,在模板平面或另一部分外轮廓的上面,一并向下挖出芯子的存放空间和定位点;
4)在造上砂型前,首先要将芯子提前装配到上型模具上,砂芯全部装配到上型模具上后,模具外面只暴露有带有台阶的芯头,对芯头精度无关;
5)这时填砂造上砂型,型砂将芯头和模形部分一起包裹在了一起,型砂硬化时与芯头形成了一体,脱模后就是带有吊芯的上砂型,并且砂芯在砂型中的定位是无间隙配合;
6)通过砂箱定位机构或砂型分型面上设计的砂胎进行定位合箱,砂芯在型腔中的位置精度并不比原工艺中的双芯头定位精度差。
5 效 果
铸造工艺通过增设热节再次改进后,调整了内浇道截面比例和位置关系,特别是内浇道对型腔充填铁水平稳、均匀,内浇道截面积大小和长短参数控制适当,达到了由浇注系统对铸件的均衡补缩,彻底消除了铸件转角缺陷,实现了底注式无冒口铸造工艺,获得了良好的品质铸件,十余万件的铸造生产,铸造综合良品率达到94%以上。
6 结 论
内浇道结构和工艺参数设计及铸件与内浇口连接位置对铸件成形质量至关重要,当铸件上壁厚与内浇口连接位置受限时,可在铸件内浇口入口处通过局部适当增设热节或补贴来进行调整,这样有利于拓宽生产控制和保证铸件质量。增设热节或补贴的前提条件必须是在铸件的后续加工时能将此部分加工掉或保留时不影响产品使用。
TG28,TG162
A
1674-6694(2017)04-0012-03
10.16666/j.cnki.issn1004-6178.2017.04.005
2017-03-29
暴赵鸿(1962-),男,高级工程师。中国兵器工业集团关键技能带头人,从事铸造工艺研究和创新设计工作。
